Amélioration de l'application de saisies des contrôles de production
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
Amélioration de l’application de saisies des
contrôles de production
Année Universitaire : 2008-2009
Licence Professionnelle Informatique CDOAM
(Conception et Développement Orientés Objet d’Applications Multi-Tiers)
Johan Bôle Besançon Tuteur enseignant : Isabelle JACQUES
Maître de stage : Thierry GAILLARD
1
Remerciements
Ce rapport de stage a nécessité un travail personnel qui a abouti avec le soutien actif et
pertinent, durant ces douze semaines, de certaines personnes que je tiens à remercier
particulièrement.
Je voudrais donc remercier le personnel de FCI Besançon qui a su m’accueillir et
m’accorder sa confiance, et plus particulièrement :
M. Thierry GAILLARD, mon maître de stage, pour son encadrement et sa disponibilité
tout au long de ce stage.
Mme. Isabelle JACQUES, mon tuteur enseignant.
Mes remerciements se dirigent également vers tous les intervenants qui, à un moment ou à un
autre, ont participé à la réalisation de ce travail.
2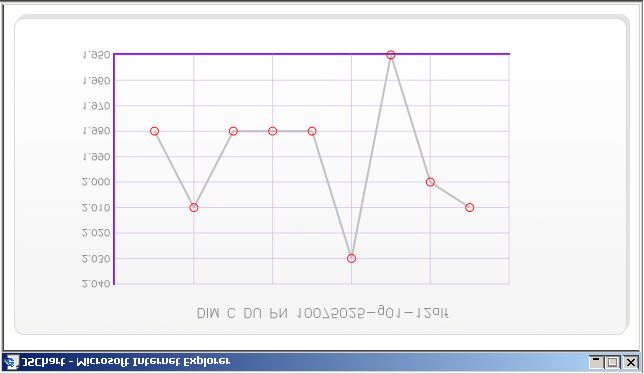
Sommaire
Introduction...........................................................................................Erreur ! Signet non défini.
Présentation de l’entreprise ...................................................................Erreur ! Signet non défini.
Environnement de travail ......................................................................Erreur ! Signet non défini.
Présentation du sujet..............................................................................Erreur ! Signet non défini.
Cahier des charges .................................................................................Erreur ! Signet non défini.
Outils de travail .....................................................................................Erreur ! Signet non défini.
Réalisation.............................................................................................Erreur ! Signet non défini.
Travail restant à effectuer......................................................................Erreur ! Signet non défini.
Bilan......................................................................................................Erreur ! Signet non défini.
Conclusion.............................................................................................Erreur ! Signet non défini.
Néographie ............................................................................................Erreur ! Signet non défini.
Glossaire ................................................................................................Erreur ! Signet non défini.
Table des illustrations.....................................................................................................................29
Table des matières ..........................................................................................................................30
3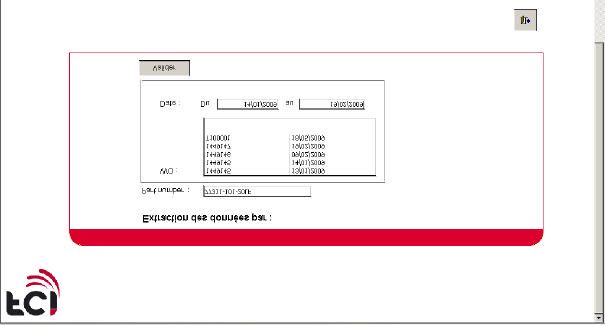
Introduction
FCI Besançon, réalise la production de connecteur s pour les secteurs de l’électronique et
de l’automobile. Dans le cadre d’un environnement de plus en plus concurrentiel, sa mission est
d’être un site compétitif et profitable à long terme.
C’est donc dans le cadre du programme de formation de la « Licence professionnelle
CDOAM », enseigné à l’Université de Besançon, que j’ai effectué un stage d’une durée de trois
mois au sein du service qualité de FCI.
L’objet de ce rapport est de présenter un échantillon du travail que j’ai pu fournir tout au
long de cette période.
Le projet de développement qui m’est confié consiste à l’amélioration et la perfection
d’un outil de saisie de contrôles développé l’année dernière par un autre étudiant. L’objectif
principal consiste à supprimer le temps perdu par les opérateurs, lors de l’édition de documents.
Afin de comprendre les enjeux de mon travail, je commencerai par présenter l’Entreprise
FCI plus en détails, son histoire et son activité. Ensuite j’énoncerai les différentes tâches qui
m’ont été confiées, en ne manquant pas de citer les contraintes imposées par mon maître de stage,
et la manière dont j’ai procédé afin de les réaliser. Enfin je conclurai après avoir présenté un bilan
relatant les points importants qui ont contribués à la vision que j’ai à présent du monde du travail.
4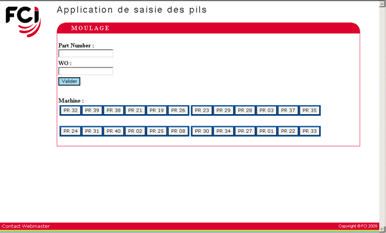
Présentation de l’Entreprise
A. Historique
FCI est une Usine construite en 1981 par Du Pont de Nemours. Depuis Novembre 2005,
FCI fait partie de BAIN CAPITAL, elle est composée d’une surface de bâtiment de 17.000 m²
sur 100.000 m² de terrain, pour 304 employés (au 31.04.09).
B. Mission
Etre un site compétitif et profitable à long terme, atteignant les objectifs FCI, leader dans
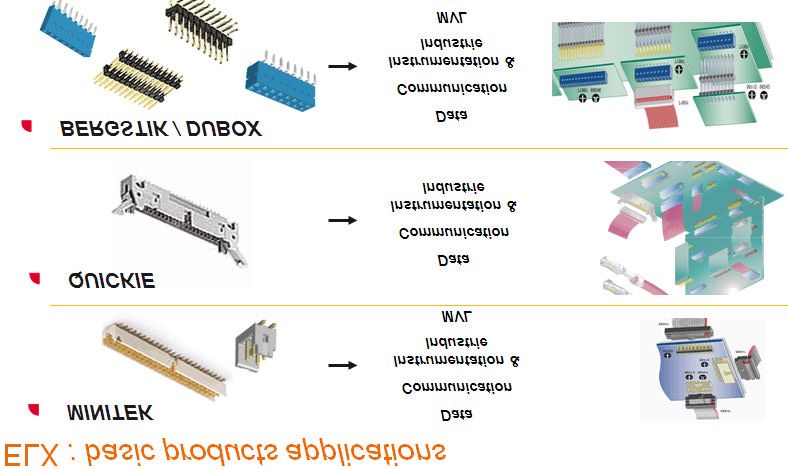
le domaine des connecteurs (cf. Annexe 1), reconnu pour son niveau élevé de service au client,
d’expertise technique et servant les applications industrielles, électroniques (Basics) et
Automobile.
La mission est basée sur 5 axes stratégiques :
COMPETITIVITE,
SERVICE AUX CLIENTS,
DEVELOPPEMENT DE L’ACTIVITE,
AMELIORATION CONTINUE,
RESSOURCES HUMAINES.
C. Les Activités du Site
Fabrication de connecteurs, répartie en quatre ateliers :
1. Découpage
• 20 presses Bruderer & 3 Yamada
• 121 matières premières
• 30 millions de pièces produites / semaine
5
2. Galvanoplastie
• 13 lignes
• 30 millions de pièces produites / semaine
• Matériaux plaqués :
- Nickel
- Or
- GXT : Pd/Ni 86/14 + flash or
- NXT : Ni/P + flash or
- Etain
- Etain – Téflon
3. Moulage
• 24 presses horizontales (Arburg, Demag, Fanuc).
• Matériaux utilisés : 240 tonnes par an.
• Système d’alimentation centralisée.
• 1200 références de produits.
• 31 matières premières.
• 2 millions de pièces produites / semaine.
4. Assemblage
• Machines d’assemblage dédiées
• Équipements de contrôle en ligne (électrique, fibre
optique, vision)
• Grande variété de technologies en insertion (en
masse ou sélective), coupe, pliage, formage de
contacts et conditionnement.
• 2 millions de pièces produites / semaine
Quelques chiffres clés :
- Ventes 2006 : 52.6 M€
- Ventes 2007 : 46.6 M€
- Ventes 2008 : 44.2 M€
6Environnement de travail
J’ai travaillé en collaboration avec le service qualité et plus particulièrement avec mon
maître de stage qui, grâce à son intérêt prononcé dans le domaine informatique, a pu se tourner
progressivement vers la gestion de la précédente application. Autodidacte, effectuant
régulièrement des formations, il est actuellement la seule personne capable de gérer cette
application.
J’ai de plus été amené à rencontrer des responsable s et ouvriers de chaque secteur pour la
mise en œuvre.
7Présentation du sujet
Jusqu’alors, les mesures effectuées lors des contrôles de qualité opérés dans les différents
ateliers étaient écrites sur format papier. L’année dernière, dans un souci de gain de productivité,
il a été décidé d’informatiser l’enregistrement de ces contrôles, depuis un site web intranet.
Cette mission a été confiée à une étudiante de licence professionnelle (CDOAM) de
l’université de Franche -Comté. Par manque de temps ce projet n’a pas pu être finalisé. En effet
l’application n’a pu être exploitée que sur deux ateliers de l’usine et n’était pas efficaces, les
utilisateurs n’ayant pas été contacté pour son élaboration elle ne correspondait pas toujours a
leurs besoins.
C’est pourquoi la décision a été prise d’améliorer l’application existante afin de l’utiliser
dans tous les secteurs, et ainsi permettre une extraction des ses données pour analyse.
Pour cela, il m’a été demandé d’améliorer l’application en prenant en compte les
spécificités de chaque atelier et les avis des utilisateurs.
8Cahier des charges
A. Descriptif fonctionnel
Améliorer l’application permettant l’enregistrement informatique des contrôles de production,
ceci en respectant au mieux les exigences et besoins utilisateurs tout en s’adaptant aux besoins de
chaque atelier.
1. Tout secteur
Recueillir les besoins suite à des anomalies ou à des améliorations potentielles et mettre
en place les corrections nécessaires.
Revoir l’ergonomie et l’interface.
Améliorer le temps d’exécution de l’application.
Assurer un enregistrement de traçabilité.
Assurer la possibilité de visualiser les mesures des contrôle s précédents sous forme de
graphique pour l’opérateur.
2. Moulage
Ajouter la possibilité pour l’opérateur d’appeler les pils par un numéro de machines (grâce
à des boutons représentant les machines).
3. Découpage
Connexion de l’application à la Smartscope, pour enregistrer les données dans la base.
Implémenter l’outil au découpage.
4. Galvanoplastie
Analyser la raison pour laquelle l’outil n’est pas utilisé, proposer des solutions, appliquer
les solutions retenues.
95. Qualité
Consultation de l’historique.
Analyses statistiques.
Remontée de traçabilité en cas de problème qualité.
B. Contraintes techniques
Développement en ASP, utilisation de base de données Access 2003.
10Outils de travail
A. Logiciels de développement
Notepad++
Editeur de texte générique codé en C++, qui intègre la coloration
syntaxique de code source.
Microsoft Office Access 2003
C’est un langage de programmation ayant un haut niveau d'abstraction
comprenant un système de gestion de bases de données relationnelles.
B. Langage de programmation
Active Server Pages (ASP) est une technologie développée par Microsoft, utilisée dans la
programmation Web dynamique, équivalente et concurrente de PHP. Elle nécessite pour
fonctionner une plate-forme Windows avec IIS (internet Information Services) installé. ASP n'est
en réalité qu'une structure composée d'objets accessibles par deux langages principaux : le
VBscript et Jscript.
11Réalisation
Les deux premières semaines de mon stage ont été consacrées à l’analyse des documents
mis à ma disposition, afin de comprendre le travail de mon prédécesseur et le fonctionnement de
l’application, ainsi qu’à la rencontre des personnes l’utilisant afin de récolter leurs avis. A l’issue
de ces deux semaines, le cahier des charges a été établi.
A. Fonctionnement global de l’application.
Même si chaque atelier possède ses propres spécificités, le principe de l’utilisation de
l’application reste le même partout. A chaque production, l’opérateur est amené à rentrer le « Part
Number » qui sert à identifier le produit et sa gamme de contrôle, ainsi que le « Work Order » qui
est l’équivalent du numéro de commande du produit. L’opérateur a ainsi accès à une liste de
différents contrôles à réaliser répartie en groupes. Il devra de plus enregistrer le nom de la
machine de production ainsi que le numéro de son tampon, afin de l’identifier. Les
enregistrements doivent déjà être pré-visualisés, ce qui permet d’afficher à l’utilisateur différents
messages d’erreur et lui indiquer visuellement si les mesures correspondent aux spécifications
techniques (cf. Annexe 2), puis valider l’enregistrement.
Une fois la commande produite, les contrôles doivent être « clôturés », afin de s’avoir que
la production a été effectuée.
Pour chaque production, exceptée au moulage, l’utilisateur est amené à enregistrer les
informations concernant les composants du produit afin de conserver une traçabilité, de plus cet
enregistrement permet de vérifier que les bons composants sont utilisés.
12B. Ergonomie et interface
Une des taches parmi les plus importantes pour les utilisateurs a été d’amélio rer
l’interface et l’ergonomie globale de l’application. En effet celle-ci était peut conviviale et faisait
perdre du temps lors de son utilisation, (Voir figure 1).
Figure 1 : Image de la page d’accueil de l’ancienne application.
L’interface a été remodelée pour être plus vivante en prenant comme exemple le site Intranet de
FCI, tout en respectant la charte des couleurs existante. (Voir figure 2).
Figure 2 : Image de la page d’accueil du moulage de la nouvelle application.
13L’application a été optimisée par de petites modifications qui s’avèrent être très
importantes lors de l’utilisation. Dans un souci de gain de temps, l’objectif est de minimiser les
changements pour l’utilisateur entre la souris, le clavier et éventuellement la douchette. Pour cela
à chaque arrivée sur un nouveau formulaire, le champ de saisie que l’utilisateur va être amené à
remplir en premier sera présélectionné, et les formulaires peuvent être validés grâce à l’appui sur
la touche « Entrée » du clavier.
L’application existante ne faisant pas de distinction entre les ateliers ou des différentes
personnes qui l’utilisent, j’ai donc décidé de développer une application s’adaptant au besoin
individuel de chaque secteur.
C. Spécificité
1. MOULAGE
Au moulage, les contrôles sont effectué s par deux personnes différentes, le contrôle de
départ et de fin sont assurés par le régleur, tandis que les contrôles intermédiaires sont effectués
par l’opérateur. Jusqu’alors, comme le nom des machines était saisi manuellement et que les
intervenants n’avaient pas les mêmes règles de saisie, il n’y avait pas de cohésion dans les
données, ce qui entrainait des pertes de temps pour les contrôleurs lo rs de la recherche de la
production en cours sur les machines.
Désormais lorsqu’un régleur enregistre une nouvelle production, il est automatiquement
amené à l’interface de saisie du contrôle de départ (Voir figure 3), et doit choisir le nom de la
machine parmi une liste, ce qui évite les problèmes et erreurs de saisies. Lors de l’enregistrement
d’un nouveau contrôle de départ sur une machine, l’ancien « Work Order » en cours sur cette
machine est clôturé, ce qui évite aux contrôleurs d’avoir une liste de « Work Order » en cours
lors de la recherche de production sur une machine.
De plus si le régleur accède à une production où le contrôle de départ est déjà effectué, il
est directement orienté sur le contrôle de fin.
14Figure 3 : Contrôle de départ au moulage.
Les différents changements effectués permettent aux contrôleurs d’accéder directement au
contrôle voulu en appuyant sur le bouton de la machine désirée sur la page d’accueil, ordonnée
selon leur position dans l’atelier. (Voir figure 4)
Figure 4 : Liste des machines au moulage.
152. Assemblage
A l’assemblage, le même problème concernant le nom de machine a été constaté, toutefois
il a été traité différemment en prenant en compte l’environnement. En effet à l’assemblage un
ordinateur est présent sur chaque poste de travail. Le nom de la machine va donc être sauvegardé
sur l’ordinateur afin que l’utilisateur n’ai pas à le saisir à chaque nouvelle production, et puisse
accéder facilement aux contrôles en cours (Voir figure 5).
Figure 5 : page d’accueil assemblage.
3. Découpage
Au découpage, des contrôles sont effectués de manière automatique par un Projecteur 3D,
aussi appelé SmartScope. Jusqu’alors imprimé au format papier, il fallu trouver une solution pour
les intégrer a la base de donnée.
Les données de la SmartScope pouvant être extraites sous forme de fichier Excel la
première solution proposée a été d’extraire les données grâce à un programme développé en ASP
sur l’application intranet. Toutefois cette idée a été refusée car elle entraîne l’ouverture et la
fermeture potentielle d’Excel jusqu'à 500 fois par jours sur le serveur, ce qui peut occasionner des
problèmes. La solution qui a été retenue pour palier à ce problème est l’ouverture d’Access coté
client grâce à JavaScript, client sur lequel va s’exécuter le programme d’extraction des données,
et va ensuite envoyer les informations à la base de données située sur le serveur.
16Pour piloter Excel à partir d’Access, et donc de Visual Basic pour Application, je me suis
intéressé aux différents aspects de l’automation d’Excel. Cette automation permet la gestion des
ouvertures et fermetures de fichiers, l’export et l’import de données, la mise en page et le
formatage des données.
L’automation permet d’effectuer, par programmation, la quasi-totalité des opérations que
l’on peut effectuer par le biais de l’ interface utilisateur de certaines applications, comme la suite
Office.
Des logiciels tels que WORD et EXCEL fournissent cette fonctionnalité d’automation par
le biais d’un modèle objet ou objet COM. Un modèle objet est une collection de classes et de
méthodes qui correspondent aux composants logiques de l’application que l’on souhaite piloter.
De nombreuses définitions, plus ou moins techniques de l’objet COM existent. On peut alors
aussi définir COM comme un « fournisseur d’objets précompilés », qui grâce à une bibliothèque
de type associée, peut être utilisé dans de nombreux langages dont les types ne sont pas
forcément compatibles. L’accès à ces objets COM de la suite Office à partir du langage VB
Script se fait par l’ajout d’une référence/librairie au projet de développement Access.
D. Amélioration du temps d’exécution de l’application.
Afin d’améliorer le temps d’exécution de l’application, j’ai optimisé et amélioré le code des
pages et les recherches dans la base de données.
Technique utilisée pour le codage :
• Eviter les transitions HTML/ASP
Chaque transition entre un bloc "" et du code HTML consomme du temps lors de la
réalisation de la page.
• Ne pas garder d'objets en mémoire inutilement
Fermer et détruire les Recordset dès qu’ils ne sont plus utilisés, et essayer de ne pas les garder
ouverts inutilement. Un excès de Recordset peut provoquer l'échec de l'exécution de la page.
• Utiliser efficacement les jeux d'enregistrements
Eviter les "select *", ne récupérer que ce qui est nécessaire, sachant qu’un jeu d'enregistrement
plus petit consomme moins de ressources. Pour accéder aux valeurs, préférer la syntaxe RS(0)
plutôt que RS("nom"). L'accès direct par numéro de rang est beaucoup plus rapide.
• Utilisez "Option explicit"
En précisant "Option Explicit" (qui doit être la première instruction de la page ASP), nous
sommes obligés de déclarer toutes les variables, mais il est possible d’obtenir un gain de
performances jusqu'a 10% sur la page.
17• Amélioration des recherches dans la base de données
Indexer les tables judicieusement.
La plus grande amélioration constatée sur les pages très lentes se trouve au niveau de la base. En
effet, après l’ajout d’index, certaine s pages s’affiche nt maintenant 13 fois plus rapidement. (26 à
2 secondes). Les changements au niveau du code varient très faiblement le temps d’affichage de
la page, toutefois ils permet tent d’avoir une meilleure visibilité du code.
18E. Analyse et extraction de données
1. Remontée de traçabilité en cas de problème qualité
Lorsqu’un problème de qualité est signalé par un client, il est nécessaire au service qualité
d’identifier ce problème, et vérifier si d’autre production sont contaminées. Pour cela, il leur est
nécessaire d’avoir accès à une recherche par « Work Order ».
Pour afficher cette traçabilité, j’ai choisi de modéliser dynamiquement le résultat sous
forme d’arborescence, afin que le résultat soit le plus instinctif possible. Cette arborescenc e nous
donne les «Work Order » et les « Part Number » de ces composants, ainsi que le secteur auquel
ils correspondent.
Par exemple si l’utilisateur veut rechercher quels composants ont été utilisés pour une
production, il effectuera une recherche ascendante. L’exemple ci- dessous représente le résultat
d’une recherche ascendante pour le « Work Order » T100001.
Figure 6 : traçabilité ascendante.
19Si l’utilisateur effectue une recherche pour déterminer la production à laquelle a servi ce
composant, il effectuera une recherche descendante. L’exemple si dessous représente le résultat
d’une recherche descendante pour le « Work Order » T100004.
Figure 7 : traçabilité descendante.
2. Consultation d’historique et analyse statistique.
Afin de pouvoir consulter facilement l’historique des contrôles de production et de
pouvoir en extraire des analyses statistiques, il a été décidé d’extraire les données sous format
Excel. Pour cela, comme pour l’intégration des données de la Smartscope la technique de
l’automation depuis Access a été utilisée.
L’utilisateur a la possibilité, depuis l’application intranet, d’ouvrir un formulaire Access et
d’extraire les données pour un produit, un numéro de commande spécifique, ou des numéros de
commande pour des dates spécifiées, voir tous les numéros de commande (Voir figure 7).
Figure 8 : Exemple de formulaire Access d’extraction de données pour analyse.
20Le fichier Excel produit (cf. Annexe 3) permet grâce à une macro Excel, la production de
deux graphiques.
Le premier graphique est une « carte de contrôle » qui permet de valider la production par
rapport à des limites calculées par la capabilité du procédé de fabrication, pour vérifier le respect
des exigences des clients sur le produit (Voir figure 9).
Limites
Mesure des contrôles
Figure 9 : Exemple de Carte de contrôle
Le second graphique, permet de vérifier la capabilité du procédé. Nous vérifierons si la
variation du procédé sur une dimension entre dans l’intervalle des tolérances défini sur le produit
grâce à deux coefficients : (Voir figure 10)
Le Cp, il permet de vérifier la capacité de respecter les tolérances (Cp > 1 la plage mesuré
rentre dans les tolérances ; CpIntervalle de tolérance
Variation du procédé
Figure 10 : graphique de capabilité.
La carte de contrôles étant un élément visuel important, il a été décidé d’ajouter la
possibilité à l’opérateur de la visualiser lors de ces co ntrôles. La solution proposée est l’affichage
d’un graphique lors du click sur la dimension désirée. (Voir Figure 11 et 12)
Figure 11: Exemple de dimension
Figure12 :Graphique JSChart
22Ainsi l’utilisateur pourra visualiser les valeurs des contrôles précédents sur la dimension
choisie afin de pouvoir plus facilement déterminer s’il y a un problème de production. Il pourra
notamment avoir l’accès aux informations supplémentaire, telles que le numéro de commande, la
date et l’heure du contrôle, lors du passage de la souris sur un des points de la courbe.
Pour générer ce graphique j’ai choisi l’utilisation d’une librairie gratuite. JSCharts est une
technologie basée sur JavaScript, qui permet la génération de graphiques. Cependant du fait de sa
gratuité, les limites de cette librairie sont vite atteintes. Elle ne permet pas, par exemple d’afficher
plusieurs courbes sur le même graphique, ce qui est très utile dans ce cas d’utilisation pour
afficher à l’utilisateur les courbes des valeurs maximales et minimales des dimensions
correspondant aux spécifications techniques.
Pour pallier à ce problème, l’achat d’une licence de générateur graphique plus performant
a été accepté.
23Travail restant à effectuer
Mon stage se terminant un mois après la remise de ce rapport, certaine taches n’ont pas encore
été achevées.
A. Assemblage
- Généraliser le pilote qui a été testé deux semaines (affichage, courbe, traçabilité,
verrou structure)
- Formation du personnel de production.
B. Découpage
- Généralisation du pilote sur l’atelier, qui a été testé pendant une semaine.
- Installation de deux PC équipés de douchette.
- Formation du personnel de production.
C. Galvano
- Harmonisation de l’interface par rapport aux autres secteurs.
- Intégration des spécificités.
- Phase de pilote.
- Formation des personnes.
- Déploiement.
D. L’analyse
A l’étude possibilité d’extraction de la tracabilité vers Excel.
Le travail restant a effectué est estimé a 15 jours.
24Bilan
A. Bilan pour l’entreprise
L’application réalisée est opérationnelle au moulage depuis plus d’un mois et les
utilisateurs sont satisfaits. Les contrôleurs estiment gagner plus d’une heure par jour par rapport à
l’ancienne version. Les nouvelles fonctions, pour la qualité, vont permettre d’économiser du
temps de recherche par les utilisateurs. Ce temps pouvait passer de 20 minutes à une journée de
travail par recherche de traçabilité, et de 3 à 4 heures de recherche pour les analyses. A terme,
l’applicatio n sera utilisée par plus de 150 personnes et permettra de faire gagner un temps
précieux à l’entreprise, dans un contexte économique où la concurrence est très présente.
B. Bilan humain
Je suis très satisfait de cette seconde expé rience en entreprise dans le cadre de ma
formation professionnelle, en donnant pleine et entière satisfaction à la société qui m’a accueilli.
J’ai pu apprendre et apprécier le travail au sein d’un environnement chaleureux et dynamique.
D’autre part j’ai évolué avec un public non informaticien tout au long de mon stage, ce qui m’a
permis de développer mon sens de la communication et du relationnel.
C. Bilan pédagogique
Ce stage m’aura permis de parfaire mes connaissances en ana lyse et conception des
systèmes d’informations, et surtout d’acquérir de solides connaissances dans la création de base
de données Access, ainsi que dans le langage de programmation ASP que je ne connaissais pas
jusqu’alors.
J’ai été amené à programmer p endant ma formation, des projets plus ou moins importants,
seul ou en groupe. Cependant, le stage en entreprise est considérablement plus volumineux en
termes de charge de travail et ne s'aborde pas de la même façon. En effet, dans ce type de projet,
l'aspect communicatif avec les employés est primordial pour bien répondre à leurs attentes, tout
en assurant la bonne coordination du développement du projet, pour réduire les contraintes et
améliorer les aspects techniques.
25Conclusion
Le projet qui m’a été confié est l’amélioration d’une application permettant d’assurer
l’enregistrement de contrôles de production. Ce travail doit permettre de réponde au cahier des
charges établies, dont l’objectif principal est d’assurer le gain de productivité tout en respectant
les besoins spécifiques de l’utilisateur.
Ce stage est un travail de grande ampleur. En me basant sur les connaissances techniques
acquises au cours de ma formation, il me permet de m'initier de façon significative au travail en
entreprise en mettant en avant l'aspect humain d'un projet. Il demande un grand sens de
l'organisation et de la communication.
Cette réalisation me conforte dans la qualité de ma formation, qui m’a permi, en très peu
de temps, de m’adapter à un langage de programmation jusqu’alors inconnu, l’ASP.
Je tirerai indubitablement de ce projet des enseignements nécessaires à mes réalisations
futures.
26Nétographie
Remarque : les liens cités on été utilisés du 9-04-2009 au 29-05-2009
Programmation Visual Basic
http://www.vbfrance.com
http://vb.developpez.com
Programmation ASP
http://asp.developpez.com
http://florian. developpez.com/asp
http://www.codes-sources.com
27Glossaire
Douchette : Une douchette est un lecteur de code-barres. C’est un appareil servant à lire les
informations sous la forme de codes-barres en utilisant un laser.
Pils : Gamme de contrôle donnant la liste des contrôles à réaliser en production.
Recordset : L'objet Recordset, comme son nom l'indique, permet de récupérer un ensemble
d'enregistrements récupérés à partir d’une requête SQL select.
28Table des illustrations
Figure 1 : Image de la page d’accueil de l’ancienne application. 13
Figure 2 : Image de la page d’accueil du moulage de la nouvelle application 13
Figure 3 : Contrôle de départ au moulage 15
Figure 4 : Liste des machines au moulage 15
Figure 5 : Page d’accueil assemblage 16
Figure 6 : Traçabilité ascendante 19
Figure 7 : Traçabilité descendante 20
Figure 8 : Exemple de formulaire Access d’extraction de données pour analyse 20
Figure 9 : Exemple de Carte de contrôle 20
Figure 10 : Graphique de capabilité 22
Figure 11 : Exemple de dimension 22
Figure 12 : Graphique JSChart 22
29Table des matières
Introduction......................................................................................................................................4
Présentation de l’entreprise ..............................................................................................................5
A. Historique ..........................................................................................................................5
B. Mission..............................................................................................................................5
C. Les Activités du Site..........................................................................................................5
1. Découpage......................................................................................................................5
2. Galvanoplastie................................................................................................................6
3. Moulage .........................................................................................................................6
4. Assemblage ....................................................................................................................6
Environnement de travail .................................................................................................................7
Présentation du sujet.........................................................................................................................8
Cahier des charges ............................................................................................................................9
A. Descriptif fonctionnel........................................................................................................9
1. Tout secteur....................................................................................................................9
2. Moulage .........................................................................................................................9
3. Découpage......................................................................................................................9
4. Galvanoplastie................................................................................................................9
5. Qualité ..........................................................................................................................10
B. Contraintes techniques.....................................................................................................10
Outils de travail ..............................................................................................................................11
A. Logiciels de développements ..........................................................................................11
B. Langage de programmation.............................................................................................11
Réalisation......................................................................................................................................12
A. Fonctionnement global de l’application. .........................................................................12
B. Ergonomie et interface ....................................................................................................13
C. Spécificité ........................................................................................................................14
1. MOULAGE..................................................................................................................14
302. Assemblage ..................................................................................................................16
3. Découpage....................................................................................................................16
D. Amélioration du temps d’exécution de l’application. .....................................................17
E. Analyse et extraction de données....................................................................................19
1. Remontée de traçabilité en cas de problème qualité....................................................19
2. Consultation d’historique et analyse statistique...........................................................20
Travail restant à effectuer...............................................................................................................24
A. Assemblage ......................................................................................................................24
B. Découpage .......................................................................................................................24
C. Galvano............................................................................................................................24
D. L’analyse .........................................................................................................................24
Bilan...............................................................................................................................................25
A. Bilan pour l’entreprise.....................................................................................................25
B. Bilan humain ...................................................................................................................25
C. Bilan pédagogique ...........................................................................................................25
Conclusion......................................................................................................................................26
Néographie .....................................................................................................................................27
Glossaire .........................................................................................................................................28
Table des illustrations.....................................................................................................................29
Table des matières ..........................................................................................................................30
Sommaire des annexes ...................................................................................................................32
31Sommaire des annexes
Annexe 1 : Exemple de connecteurs produit par FCI 33
Annexe 2 : Exemple de prévisualisation de formulaires 34
Annexe 3 : Exemple de fichier Excel produit par l’application 35
32Annexe 1 : Exemple de connecteurs produits par FCI
33Annexe 2 : Exemple de prévisualisation de formulaires.
34Annexe 3 : Exemple de fichier Excel produit par l’application.
35Mots clés :
Développement Web, base de données, analyses, statistiques, traitement de fichiers, ASP.
Ce rapport reflète le travail résultant du
stage qui clôt ma formation de Licence
Informatique, effectué durant douze
semaines au sein d’une Entreprise nommée
FCI, située à Besançon. Vous y découvrirez
son activité et les différentes tâches
qui m’ont été confiées, en corrélation avec
ma manière de les réaliser.
This report reflects the work resulting
from the professional training
that concludes my Computer
Science Degree, conducted for twelve
weeks in a company called FCI, located in
Besançon. You will discover its activity,
the various tasks entrusted to me and
my way of achieving them.
36Vous pouvez aussi lire