LA PROTHÈSE ADJOINTE MÉTALLIQUE - SOUFI DENTAL Equipement ...
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

LA PROTHÈSE
ADJOINTE
MÉTALLIQUE
Avec ce châssis, fonction et
design sont assurés
Prothèse combinée avec barre linguale en
WIRONIUM ® plus
Wironit ® LA : spécialement
optimisé pour le soudage Construction filigrane en Wironit® extradur
au laser
WiroFine : Revêtement universel pour toutes
les indications de PAM et des travaux combinés,
pour la duplication au gel ou au silicone
Toujours actuelle : armature à crochets en
Wironit®
5.
Le travail avec la LaserStar est des plus
Coulée avec Nautilus ® CC plus plaisants
LA PROTHÈSE ADJOINTE
MÉTALLIQUE
Table des matières
Introduction 03
Planification et construction 04
Analyse et prise de mesure 05
Classification des crochets 06
Conception du maître-modèle 07
Duplication au gel 08
Duplication au silicone 09
Confection du duplicata
de modèle 10
Revêtements BEGO
pour PAM 11
Modelage de la maquette
supérieure 12
Modelage de la maquette
inférieure 13
Modelage – préformes en cire 14
Positionnement des tiges
Vers le succès, avec système de coulée 15
U ne prothèse de grande qualité
apportant au patient une améliora-
tion déterminante de la qualité de vie
La recherche de résultats constants,
reproductibles et de haut niveau consti-
tue le but de ce système présenté ici.
Mise en revêtement et
préchauffage 16
est le but de la collaboration entre le Mais ce fascicule peut aussi servir de Fonte et coulée 17
chirurgien-dentiste et le prothésiste. guide technique et représenter une
La technique BEGO y contribue grâce Alliages BEGO pour PAM 18
aide précieuse pour tous ceux qui
à ses matériaux, ses appareils et son désirent améliorer encore leurs propres
savoir-faire en PAM. Démoulage, sablage et
résultats en matière de PAM.
dégrossissage 19
Des étapes bien harmonisées, des ma- Bonne chance – avec le système BEGO.
tériaux parfaitement bien éprouvés et Polissage et finition 20
un équipement moderne ont, en plus
de la compétence du prothésiste, une Soudure au laser 21
incidence déterminante quant au ré-
Soudure manuelle 22
sultat obtenu.
Les solutions BEGO dédiées à la PAM Manuels techniques pour
montrent nettement ce que cette idée PAM 23
de système veut dire.
3
Planification et construction
A u début de la confection prothé-
tique se situe l’analyse détaillée du
cas. Pour une meilleure planification,
Pour le laboratoire, il définit le type de
crochet ainsi que la forme et l’étendue
de la base.
>
>
>
rise d’articulé
P
Mesurage diagnostique
Projet de construction
un modèle de situation est un élément Après la préparation des appuis et > Correction par meulage
précieux. après les corrections à effectuer sur les > Empreinte définitive
dents supportant les crochets, une > Maîtres-modèles
Avec le mesurage de diagnostic des
deuxième empreinte est réalisée, éven- > Mission pour le laboratoire
modèles de situation, la capacité de
rétention des dents recevant les cro- tuellement à l’aide d’un porte-emprein-
chets est vérifiée. Si des corrections te individuel, puis le maître-modèle est
par meulage de ces dents sont néces- confectionné.
Lors de la construction de la base, les
aspects d’ordre dynamique concernant
les selles doivent être pris en compte.
La restauration des édentements inter-
calés bénéficie d’un bon pronostic car,
par rapport à la situation à secteur
terminal, la transmission des forces se
fait par l’intermédiaire des dents
supportant les crochets.
saires, le modèle de situation étudié
sert de guide.
Le chirurgien-dentiste dessine sur le
modèle de situation le tracé de la
Motova 300 – amalaxeur automatique sous vide
Présentation : REF
Malaxeur Motova 300 26270
Arcade dentaire partiellement amputée du
maxillaire supérieur et avec une prothèse à Malaxeur Motova 100 26280
appui parodontal intégral
Du plâtre extradur Begostone plus est
préparé avec le malaxeur sous vide
Motova 300 durant 45 sec.
construction de la base prothétique à Choisir le programme P16 avec le
couler. Motova 300. Le malaxage préparatoire
est réalisé par le malaxeur Motova.
Prothèse à secteur terminal, avec ligne de rota-
tion, bras sous charge (L), bras réactionnel (K)
Les principales étapes cliniques :
> Anamnèse
Présentation : contenu : REF
> Diagnostic
BegoStone plus 1 boîte = 4,5 kg 56045
Modèle de situation avec tracé effectué par le > Première empreinte
> Modèles de situation BegoStone plus 1 seau = 18 kg 56046
chirurgien-dentiste
4
Analyse et prise de mesure
Déroulement de la prise de mesure
a c
Marquer par une ligne verticale l’extrémité du Marquer le tracé de contre-dépouille (jauge de
crochet (tige de repérage) Ney)
> Régler
le point zéro (axe d’insertion >M arquer le point de contre-dépouille
provisoire) > Ne plus modifier la position du mo-
> Mettre en place la tige de repérage et dèle (axe d’insertion définitif)
déterminer les zones de rétention > Biseauter la mine de graphite sur un
(analyse du modèle) seul côté et la mettre en place avec
> Vérifier la capacité de rétention le porte-mine
> Déterminer le type de crochet (voir > Tracer la ligne du plus grand con-
page suivante) tour
> Marquer l’extrémité du crochet par > Dessiner le tracé du crochet (env.
une ligne verticale 1/3 dans la zone de rétention)
b d
Présentation : REF
Paraflex avec palpeur de mesurage 22220
Parameter 22210
Rechercher sur la ligne verticale le degré de Marquer la ligne du plus grand contour
contre-dépouille (jauge de Ney) avec la mine de graphite et dessiner le tracé
du crochet
>M ettre en place la jauge ou le Para-
>R
meter (instrument de précision)
echercher la région présentant la
contre-dépouille souhaitée
i ontre-dépouille – valeurs
C
habituelles
> Si nécessaire, basculer légèrement le Type de crochet Contre-dépouille
modèle (mm)
Crochet G 0,25 – 0,35
Crochet E 0,20 – 0,30
Crochet à bras
inversé vers l’arrière 0,25 – 0,40
Présentation : REF
Crochet annulaire 0,30 – 0,50
Jeu de jauges Ney 22160
5
Classification des crochets
Type de crochet Avantages et inconvénients
Crochet G + a ppui mésial – fait office de prolongement indirect de la selle
+ conjoncteur partant de la selle – pas de formation de niche
+ bras de crochet passif guidant et stabilisant la prothèse
– recouvrement important de la dent par le bras buccal du
crochet
– appui éloigné de la selle, souvent instable
Crochet E
+ axe d’insertion facile à déterminer
+ appui sûr proche de la selle
+ deux épaulements de crochet : fixation puissante sur la dent
+ activation facile
– débattement élastique réduit
– faible profondeur de contre-dépouille
Crochet à bras + important débattement élastique, large zone de rétention
inversé vers
+ petit conjoncteur stabilisant l’appui
l’arrière
+ tracé esthétique du crochet
– formation de niche entre le conjoncteur et la selle
– fort recouvrement de la dent par le long bras du crochet
Crochet + z one de rétention proche de la selle assurant la selle contre
annulaire la traction
+ un mouvement en sens distal est évité
+ important débattement élastique, fort pouvoir de rétention
– couronne clinique fortement recouverte
– long bras de crochet pouvant se déformer
– recouvre la partie distale des dents situées aux extrémités
Crochet de
i
+ facile à intégrer
Roach ou + même avec des valeurs extrêmes de contre-
crochet Y dépouille Conse
graph il biblio-
+ faible recouvrement de la dent par les Vous t ique :
rou
éléments du crochet inform verez des
at
– a justement souvent défectueux – peu stable lées d ions détail
ans le
Techn manu
– v ersion vestibulaire possible de la dent iqu el
e com
et co binée
– d éfavorable du point de vue de l’hygiène ulée
sur m
(voir p odèle
parodontale age 23)
6
conception du maître-modèle
U ne fois la prise de mesure du
maître-modèle achevé, le tracé
effectué sur le modèle de situation est
pée proprement à angle droit par rap-
port au maître-modèle en utilisant un
instrument tranchant.
transféré. Le prothésiste dispose de
Un épaulement en cire pour crochet
précieux éléments relatifs à la forme et
transfère le tracé du crochet sur le
l’étendue de l’armature prothétique et
modèle en revêtement. Afin d’éviter un
cela à partir du projet réalisé par le
évasement de la forme en gel ou en
chirurgien-dentiste.
silicone lors de l’extraction du maître
En plus de la fonction, ce tracé bien modèle il est indispensable de combler
étudié vise aussi un design prothétique avec soin toutes les régions en contre-
propice à l’esthétique. La symétrie de dépouille. Présentation : REF
la forme est importante. Cire de mix de dépouille, boîte de 70 g 40032
Plus cela sera réalisé avec soin, moins
Il est par exemple avantageux de importante sera la déformation du ma-
marquer préalablement le milieu du tériau de duplication ! Après l’extraction du modèle, les temps
modèle et d’utiliser un petit compas de repos à consacrer pour le rappel éla-
de traçage. stique doivent être respectés !
En préparation pour la duplication au
gel, il est recommandé de laisser trem-
per les maîtres-modèles durant 5 à 10
minutes dans de l’eau à une tempéra-
ture de 38 °C. Si aucune bulle d’air ne se
dégage, tamponner le maître-modèle à
l’aide de papier absorbant. Le modèle
ne doit pas être trop mouillé. Ensuite,
Présentation : REF
la bonne tenue de la cire de préparation
Cire de préparation, 0,5 mm 40036
doit être vérifiée une nouvelle fois.
Le marquage commence par la déli
mitation des zones à décharger pour
les selles prothétiques. Pour le tracé
de la base qui doit suivre, il faut veiller
à rester suffisamment à distance du
liseré gingival. Au niveau des surfaces
dentaires proches d’une selle, de la
cire BEGO est utilisée.
Pour ce comblement, le modèle est
remis en place sur le Paraflex. À l’aide Épaulement pour crochet Épaulement pour crochet sur le modèle en
revêtement
d’un instrument de mesure, le comble-
ment est entrepris avec une inclinaison
de 2°. Les zones critiques comme le
raphé médian ou la papille rétro-inci-
sive sont déchargées à l’aide de cire
pour comblement ou de préparation.
Pour conserver un espace au profit de
la résine, les selles doivent être dé-
chargées par la présence d’une couche
de 0,5 mm de cire de préparation Modèle de la maquette supérieure préparé Modèle de la mandibule inférieure préparé
BEGO rouge. Celle-ci est alors décou- pour la duplication pour la duplication
7
Duplication au gel
Les gélatines de duplication
Castogel®, Wirodouble® et WiroGel® M
i Remarque :
Petite plaque de socle : pour mise
D epuis de nombreuses années, ces en revêtement dans la forme BEGO
gélatines de duplication ont fait pour moule « rouge »
leurs preuves pour la PAM. Castogel® Grande plaque de socle : pour mise
en revêtement dans la forme BEGO
se distingue du Wirodouble® par une
pour moule « bleu »
dureté plus élevée. WiroGel® M peut en
plus être utilisé pour la technique de
Important : Castogel®, Wirodouble® et
coulée des résines et la duplication en
WiroGel® M ne doivent pas refroidir
plâtre. Les gels pour duplication sont
dans de l’eau dépassant le socle du
écologiques et nettement plus écono-
modèle car autrement, le revêtement
miques que le silicone de duplication.
ne prendra pas complètement au
Avec l’utilisation de la cuvette pour niveau de la zone de contact avec le
duplication „Kombi“ pour la duplica- Présentation : REF gel de duplication. Le temps de prise
tion au gel, la plaque de base devient Appareil pour duplication Gelovit 200 26175 du revêtement sera également retardé
partie intégrante du duplicata de modè et il en résultera aussi des surfaces
le. D’abord, le maître-modèle est placé surchauffe de la masse pour duplica- rugueuses sur le modèle.
sur le socle de duplication puis on tion ou la formation de grumeaux sont
referme le capot. évitées avec certitude.
Le chauffage à quatre zones permet un
échauffement bien régulier du gel. La
soufflerie de refroidissement refroidit
en très peu de temps le contenu de la
cuve jusqu’à la température de travail.
Quatre heures après le début de la
fonte, il est possible de réaliser des
duplicata.
Un apport important pour l’assurance
Après la solidification du gel de du
de la qualité est la propriété du Gelovit
plication, la forme est extraite du capot
200 consistant à mémoriser les cycles
de la cuvette. La forme en gel est
de fonte et à signaler au prothésiste le
entaillée circulairement et parallèle-
Présentation : REF moment où il faut changer la masse de
ment au socle et la bande de gel est
Gel de duplication Castogel® 6 kg 52052 duplication.
retirée du socle. Maintenant, le maître-
Gel de duplication Wirodouble® 6 kg 52050 Une fois le gel deversé dans la cuvette, modèle peut être délicatement décollé
Gel de duplication WiroGel® M 6 kg 54351 il doit refroidir lentement jusqu’à tem- du moule en gel puis retiré. La forme
pérature ambiante. Ce processus peut en gel est replacée dans le capot de
Les températures de travail du Castogel® durer jusqu’à 90 minutes. cuvette.
et du Wirodouble® se situent entre
Les deux coins équipant le capot de
42 °C et 45 °C et celle du WiroGel® M
cuvette servent à assurer le reposition
se situent environ à 54 °C.
nement correct ainsi qu’à éviter toute
Pour la duplication, on peut utiliser erreur d’orientation. Si le modèle in
l’appareil Gelovit 200 (appareil com- férieur doit être coulé à travers la
mandé par microprocesseur). Un affi- base du modèle, il faut enfoncer préa
chage clair indique tous les paramètres lablement le manchon métallique de
de travail. la forme pour cône de coulée dans le
Une EPROM mémorise les valeurs en- gel de duplication. Il est conseillé
trées pour une température de travail Présentation : REF
d’attendre 10 minutes avant de remplir
et des cycles de fontes parfaits. Une Cuvette de duplication Kombi 52090
la forme de gel.
8
Duplication au silicone
W irosil® est un silicone par addition
à deux composants dont la grande
stabilité dimensionnelle permet de re-
Si le modèle en revêtement doit être
réalisé sous pression, le moule en sili-
cone doit aussi assurer sa prise sous
produire les maîtres-modèles avec une pression. Une pression d’environ 4 bars
extrême précision. suffit pour presser le silicone égale-
ment dans les zones critiques.
Les bulles éventuellement présentes
dans le silicone ne seront pas chassées
mais cependant réduites.
Après environ 40 minutes, la plaque
de socle est retirée et le silicone qui
s’est introduit sous le maître-modèle est éliminé avec un scalpel. Le maître-
modèle est ensuite décollé avec de l’air
comprimé puis déposé en évitant toute
contrainte.
Présentation : REF
Silicone de duplication Wirosil® 2 x 1 kg 52001
Silicone de duplication Wirosil® 2 x 10 kg 51995
Assortiment Wirosil®- de base 52000
Avec sa cuvette économique et insert
de stabilisation, il garantit un travail
sûr et facile, tout en consommant très Maître-modèle préparé pour la duplication
peu de matériau.
Avec le mélange manuel du silicone il
Présentation : REF
faut poursuivre le malaxage jusqu’à
Agent mouillant Aurofilm 52019
obtention d’une couleur bleu-clair uni- Flacon pulvérisateur rechargeable
forme montrant que les deux compo-
sants sont parfaitement mélangés.
Aurofilm inhibe l’effet hydrophobe de
la surface en silicone. Après 30 mi-
nutes, la surface en Wirosil traitée est
séchée à l’air comprimé.
Cette surface doit être absolument
Cuvette de duplication Wirosil® – avec insert de
sèche car autrement le produit réduc
stabilisation et forme palatine
teur de tension superficielle réagit avec
le revêtement.
i onseil pour économiser
C
du matériau :
Placer de petits morceaux de
Présentation : REF
Wirosil provenant de duplications
Cuvette de duplication Wirosil®-, 52072
précédentes en veillant à laisser
petite, complète
Cuvette de duplication Wirosil®-, 52083
assez d’espace entre ces morceau
grande, complète pour recevoir le Wirosil liquide.
Condenseur par pression
9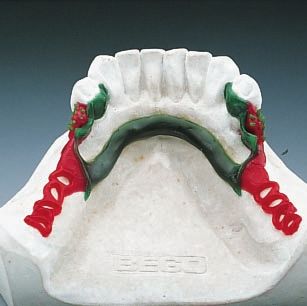
Confection du duplicata de modèle
Sur le vibreur opérant avec une intensi- d’une duplication au gel sont séchés
té moyenne, la masse de revêtement est durant environ 60 minutes à 250 °C.
versée dans le moule de duplication. Ensuite, ces modèles sont immergés
Si un condenseur par pression est uti- durant 5 à 8 secondes dans le bain
lisé, il faut veiller à ce que la forme en durcisseur Durol. Pour permettre au
silicone et le duplicata de modèle aient Durol de pénétrer uniformément, les
bien été realisér sous les mêmes condi-
tions de pression.
Avant le prélèvement hors du moule en
silicone, le modèle doit être décollé à
l’aide d’air comprimé. Le temps de prise
préconisé pour le modèle en revête
ment doit être strictement respecté
(voir mode d’emploi).
Présentation : REF Durcissement des modèles en masse de
Les modèles en revêtement réalisés revêtement
Malaxeur Motova 100 26280
dans des moules en silicone peuvent
Malaxeur Motova 300 26270
être séchés à env. 70 °C durant 5 à 10 modèles doivent être agités durant le
minutes dans un séchoir ou dans le trempage.
L es masses de revêtement BEGO pour
PAM sont tout d’abord spatulées
manuellement durant 15 secondes. En
Ensuite, ils peuvent à nouveau être
placés durant 10 minutes dans le sé-
suite, poursuivre le malaxage sous vide choir ou le four à préchauffer.
dans le malaxeur Motova 100 durant 60
secondes jusqu’au mélange complet.
Le vide de 100 mbar garantit une con-
sistance optimale de la masse de revête
ment et conduit à obtenir une surface
lisse et sans bulles du modèle. Grâce au
malaxeur automatique Motova 300, le Séchage des modèles en masse de revêtement
malaxage préparatoire n’a plus lieu
four à préchauffer. Ensuite, les mo-
d’être, l’intégralité du processus de mé
dèles en revêtement sont traités par
lange se déroule tout à fait automatique
une pulvérisation fine et bien régulière
ment selon des paramètres préréglés.
de Durofluid afin d’améliorer l’adhé
Avec une température de 20 °C, le rence des préformes en cire. Les modè
temps de travail des masses de revête- les en masse de revêtement provenant
ment BEGO pour PAM est d’environ de
2 minutes 30 à 3 minutes ; les tempé- Présentation : REF
ratures plus élevées réduisent ce temps. Bain durcisseur Durol 52111
Bain durcisseur Dipfix 52135
Bain durcisseur écologique Durol E 52148
Comme solution alternative, il est con-
seillé d’utiliser le bain durcisseur Du-
rol E ne contenant pas de solvant et qui
du fait de sa biodégradabilité est par-
faitement écologique. Dans ce cas, il
suffit de sécher les duplicata de modè
les durant 45 minutes à 150 °C. Ensuite,
Présentation : REF
Remplissage avec de la masse de revêtement ils sont brièvement trempés trois fois
Spray Durofluid pour modèle 52008
pour coulée sur modèle dans le Durol E.
10Revêtements BEGO
pour PAM
L es revêtements BEGO pour la PAM sont la base même de l’obtention de
prothèses adjointes précises. En tant que masses de revêtement à liant
phosphate elles « résistent au feu ». Leurs expansions sont très bien mo-
dulables. Grâce à leur composition très étudiée, les surfaces des modèles
et des pièces coulées sont extrêmement lisses avec des angles solides et
d’une grande précision.
Contrôle de la qualité à
WiroFine l’aide d’appareils
les plus modernes :
La matériau de
le dilatomètre constate
revêtement l’expansion thermique des
universel pour masses de revêtement BEGO
toutes les ap
i
plications en
PAM et techni-
REMARQUE :
que combinée,
pour duplication à la Les données indiquées dans les
gélatine ou au silicone ! modes d’emploi concernant les
temps de malaxage, les tempéra-
Wiroplus® S tures de travail optimales, les rap-
La matériau de ports de mélange, les temps pour
revêtement de la duplication et le trempage sont
précision pour à respecter impérativement pour
châssis métal- obtenir une coulée parfaite.
liques, pour la
technique de du- Utilisation des matériaux de revêtement BEGO pour la PAM
plication à la silicone.
Réalisation des duplicata de modèles
quantité de liquide de rapport de mélange
Wirovest® mélange nécessaire BegoSol / eau distillée
La matériau de moule en silicone moule en gel moule en silicone moule en gel
revêtement Wirovest® 400 g 60 ml 52 ml 40 % / 60 % 40 % / 60 %
spécial pour la Wiroplus S 200 g
®
32 ml non prévu 80 % / 20 % non prévu
duplication à Wiroplus® S 400 g 64 ml non prévu 80 % / 20 % non prévu
la gélatine et à WiroFine 200 g 40 ml* 40 ml* 70 %* / 30 % 70 %* / 30 %
la silicone. WiroFine 400 g 80 ml* 80 ml* 70 %* / 30 % 70 %* / 30 %
* (le liquide de mélange est le BegoSol® K !)
Présentation : Contenu : REF
BegoSol®/BegoSol® K
Wirovest® 6 kg 51057
Liquides de mé-
Wiroplus® S 6 kg 54353
lange pour maté-
WiroFine 6 kg 54344
riaux de revête-
BegoSol® 1 litre 51090
ment BEGO. Se-
BegoSol® 5 litres 51091
lon l’alliage et le
domaine d’utilisa BegoSol K
®
1 litre 51120
tion, ils peuvent être dilués avec de BegoSol® K 5 litres 51121
l’eau distillée ou déminéralisée pour Toutes les matériaux de revêtement pour coulée sur L’idéal pour la technique combinée : duplicata en
présenter la concentration requise. modèle sont également disponibles en lot de 18 kg WiroFine
11modelage de la maquette
supérieure
E n premier lieu, la construction est
transférée sur le modèle en revête-
ment. Afin que les parties modelées
puissent adhérer correctement, le mo-
dèle en revêtement doit être à une
température de 40 °C environ lors du
modelage. Des préformes en cire ou en
résine préalablement chauffées facili
tent nettement ce processus.
Adapter la base à partir de la partie la plus Exemple de maquette modelée au maxillaire
Modelage de la maquette supérieur profonde supérieur
La base est renforcée à l’aide de cire à
couler lisse (0,25 à 0,30 mm). Placer
ensuite des rétentions et bien les réu-
nir à la base. Des fils demi-jonc en cire
(1,15 x 1,75 mm) sont des aides lors
du modelage des petits conjoncteurs.
La plaque de cire granitée (0,5 mm)
est adaptée de préférence en partant
de la partie la plus profonde puis tran-
chée à angle droit par rapport à la selle.
Réalisation de la bordure perpendiculaire à la Un modelage soigneux permet de gagner du
selle temps lors du dégrossissage
Modeler toujours en dernier lieu les Il s’est avéré très utile de réaliser
taquets d’appui et les crochets. préalablement le montage des dents
L’épaulement en cire en place sur prothétiques et de figer la situation à
le maître-modèle indique le tracé l’aide d’une clé.
précis.
Epaulement pour crochet en cire et en Le profilé pour crochet est adapté avec
matériau de revêtement précaution en commençant par son
extrémité et en respectant l’amincisse
ment progressif du tracé du crochet.
Fondamentalement toutes les pré-
formes en cire ou les ébauches en
résine doivent être fermement adap-
tées sur le modèle en revêtement afin
qu’au cours de la mise en revêtement
ce dernier ne s’infiltre sous la maquet- Dents prothétiques avec clé
te modelée.
Couche de base en cire à couler lisse
Architecture de type pontic de la première dent
prothétique réalisée en cire occlusale
Présentation : REF
Petits connecteurs en tiges profilées demi- Maquette supérieure filigrane
Cire occlusale, boîte de 70 g 40114
jonc
12modelage de la maquette
inférieure
Duplicata de modèle avec tracés Distance idéale entre la base et le liseré gingival Modelage de la maquette inférieure
U ne distance minimum de 4 mm à
partir du bord supérieur de la barre
linguale jusqu’au liseré gingival doit
avec de la cire mais elles doivent être
ensuite arrondies lors du dégrossissage
par rapport à la surface de contact avec
être respectée. Il est donc important la crête.
de transférer avec soin le tracé dessiné
sur le maître-modèle. Les barres pro-
filées en cire sont disponibles en di-
verses formes et dimensions. Le bord
supérieur arrondi et la partie évidée du
côté lingual assurent une bonne accep-
tation de cette barre profilée en cire
Maquette modelée pour coulée sur modèle
Tige profilée ronde de 0,8 mm pour bordure d’une prothèse à attachements – Barre
linguale et bras d’équilibrage coulés d’une
seule pièce !
Présentation : REF
Barre mandibulaire
4,0 x 1,6 mm 40421
Barre mandibulaire
4,0 x 2,0 mm 40422
A partir de tiges profilées demi-jonc en
Présentation : REF
cire (1,15 x 1,75 mm) de petits con-
Barres profilées en cire 40075
necteurs sont préformés. Placer des
anatomiques (à gauche)
rétentions mandibulaires sur le milieu
Barres profilées en cire 40026
selon le Dr. Marxkors (à droite) de la crête et les unir à la barre à l’aide
de cire. Placer le fil de finition de
anatomique par les patients. Les barres 0,8 mm et le joindre sur toute son
profilées en cire selon le Dr. Markors épaisseur uniquement du côté dirigé
ont également fait leurs preuves. Le vers la barre. On finit par le modelage Architecture de type pontic de la première
bord inférieur de ce profilé est, comme des appuis et des crochets. dent prothétique
pour le bord fonctionnel d’une pro-
thèse totale, de type arrondi. La face
arrondie est adaptée en regard de la
muqueuse, la face plate est dirigée
i REMARQUE :
Si les profilés en cire ne sont pas intimement adaptés et fixés sur le duplicata
vers la langue. avec de la cire il y a un risque d’infiltration de revêtement sous la maquette
Certes, les barres profilées s‘adaptent lors de la mise en revêtement.
et se fixent facilement sur le modèle
13Modelage – Préformes en cire
1 2
1 2 3
3 4
Rétentions – grille – Mandibulerésentation :
Présentation : REF Assortiment de profilées en cire. Les profils les
Préformes en cire pour crochets
1 Rétentions échelle en cire plus courants présentés en boîte compartimen-
1 boîte = 15 pièces 40040 tée très pratique
Présentation : REF 1 boîte laboratoire. = 150 pièces 40050
1 Prémolaires 40021 2 Rétentions à perforations, en cire Assortiment de profilés en cire
2 Molaires 40022 1 boîte = 15 pièces 40620
Présentation : REF
1 boîte laboratoire = 150 pièces 40630
3 Crochets annulaires 40023
3 Rétentions à trous ronds, en cire, Couleur : vert, longueur 17 cm
4 Crochets de Bonyhard 40024 Boîte d’assortiment
1 boîte = 15 pièces 40051
Composée de : 40250
1 boîte laboratoire = 150 pièces 40052
0,80 mm fil pour bordure 40261
0,90 mm fil pour bordure 40262
1,00 mm fil pour bordure 40263
1,10 mm pour évents 40281
1,35 mm tiges de coulée 40301
1,2 x 2,0 mm fil pour tiges de coulée 40381
1,15 x 1,75 mm crochets en ruban 40441
Préformes en cire pour molaires et prémolaires
Présentation : REF
1 boîte contient 10 plaquettes = Cire à couler lisse 1
280 crochets, en vert 40020 Présentation : REF
0,25 mm, 1 boîte 40091
Sur les molaires et prémolaires, la 0,30 mm, 1 boîte 40092 2
section en demi-goutte évite le dépôt 0,40 mm, 1 boîte 40093
de débris alimentaires et renforce la 0,50 mm, 1 boîte 40094
Bordures et rubans terminaux
stabilité du crochet. 0,60 mm, 1 boîte 40095
Présentation : REF
1 Cire préformée pour lignes de finition40025
0,80 mm, 1 boîte 40096
2 Rubans terminaux en cire 40027
1
1
2
2
3
1 3 2 4 5 Profilés en cire pour barre
Présentation : REF
Rétentions – grille – Max. Sup Cire à couler granitée
1 Barres profilées en
Présentation : REF Présentation : REF cire anatomiques
1 Rétention – grille en cire 40060 1 gros 2 grain 3 grain 1 boîte = 15 pièces,
2 Grandes rétentions – grille diagonale en cire 40061 grain moyen fin Couleur : vert,
0,35 mm 40160 40192 40210 longueur 17 cm 40075
3 Grandes rétentions – grille en cire 40062
0,40 mm 40170 40193 40220 2 Barres profilées selon
4 Rétentions à perforations, en cire 40066
le Dr. Marxkors
5 Rétentions à perforations, en cire, 0,50 mm 40180 40194 40230 1 boîte = 15 pièces,
petites (pour petites selles intercalées) 40039 0,60 mm 40190 40195 40240 Couleur : vert, longueur 17 cm 40026
14Technique des tiges de coulée
L ’alliage doit toujours être coulé des
sections de gros diamètre vers les
sections de faible diamètre. Pendant
Pour la maquette inférieure, la coulée
peut se faire « à partir du haut » ou de
manière rétrograde « à travers le mo-
le refroidissement, le métal en fusion
est réalimenté à partir du réservoir de
chaque tige de coulée et des autres
parties volumineuses. Les parties plus
fines de la maquette refroidissent plus
vite que les autres.
Pour la maquette supérieure, il faut Coulée rétrograde à travers le modèle
utiliser si possible des bandes à couler
plates en raison de la surface de
contact plus large avec la maquette
Présentation : REF
modelée.
Forme universelle pour entonnoir 52068
Pour la coulée par centrifugation com
i
me avec la Fornax ou la Fundor T : ce
sera par ex. 2 x 6,5 mm, pour la coulée
REMARQUE :
sous vide et sous pression comme avec Le métal en fusion doit pouvoir
la Nautilus : ce sera par ex. 2 x 4,5 mm. atteindre rapidement et uniformé- Coulée à partir du haut
La préforme en forme d’entonnoir bleue ment l’intérieur du moule. Ce
préalable essentiel doit toujours
rester présent à l’esprit lors du
placement des tiges de coulée.
Les étranglements et les coudes
prononcés qui peuvent entraver le
flux de la fonte doivent être absolu-
ment évités.
dèle ». Ici, deux tiges de coulée de
3,5 mm de x suffisent. Elles sont Fil en cire pour tiges de coulé
Présentation : REF fixées en arrière de la bordure termi-
Présentation : REF
Bandes à couler 2,0 x 4,5 mm 40462 nale et au contact direct avec la barre.
1 rouleau x 2,5 mm 40085
Bandes à couler 2,0 x 6,5 mm 40461
Au niveau des jonctions avec les tiges 1 rouleau x 3,0 mm 40086
de coulée, des retassures peuvent se 1 rouleau x 3,5 mm 40087
est placée 10 mm au-dessus de l’arcade produire. Les « têtes perdues » font 1 rouleau x 4,0 mm 40088
au centre de la maquette puis soigneu- office de réservoirs permettant de
sement reliée aux tiges de coulée. contrecarrer ce phénomène.
i REMARQUE :
Des évents supplémentaires et des
canaux d’équilibrage des pressions
ne sont pas nécessaires avec le sy-
stème BEGO de coulée sur modèle
et doivent être absolument évités
avec l’utilisation des appareils de
coulée sous vide et sous pression.
Pour un travail de grande qualité,
ce sont les procédés techniques
bien coordonnés décrits ici et un
appareil à couler performant qui
Exemple : technique des tiges de coulée pour la Placer les tiges de coulée en formant des seront déterminants.
coulée sous vide et sous pression arrondis !
15MISE EN REVÊTEMENT ET PRÉCHAUFFAGE
Préparation Mise en revêtement de la maquette Toujours placer les moules avec la partie
S i un revêtement fion n’est pas utilisé,
la maquette modelée est traitée par
une pulvérisation fine du réducteur de
modelée
Les matériaux de revêtement de précision
ronde vers le bas dans le four de pré
chauffage. Ne pas les placer verticale-
ment. Ainsi, la chaleur peut pénétrer de
pour châssis métalliques doivent être mé-
tension superficielle Aurofilm. Sécher langés avec un mélange contenant 30 % manière homogène. Une accumulation
complètement l’Aurofilm à l’aide d’air locale de chaleur pouvant nuire aux
de BEGOSOL afin d’éviter de possibles fis-
comprimé. éléments de chauffe est ainsi évitée. Pour
sures. Avec WiroFine, l’enrobage secon-
Lors de la duplication avec la cuvette de éviter une usure prématurée des creusets
daire est réalisé avec la même concentrati-
duplication BEGO Kombi, la taille du so- il est possible de les préchauffer avec les
on que celle utilisée pour le modèle
cle du modèle en revêtement correspond moules. Exception : creuset Nautilus®.
(BegoSol® K!).
au périmètre de la forme de moule rouge
ou la bleue. La forme de moule est ferme- Le liquide de mélange et la poudre sont Temps de prise et de préchauffage des
ment pressée sur le socle. d’abord soigneusement mélangés manu- moules
Si aucun socle n’a été rapporté sur le ellement pendant 15 secondes conformé- > Fours de préchauffage à pilotage con-
modèle en revêtement, il faut fixer le ment au mode d’emploi puis mélangés ventionnel : Après un temps de prise de
modèle avec de la cire sur la grande pla- complètement dans le malaxeur sous vide 30 minutes, placer le moule dans le
que de socle (forme de moule bleue) ou durant 60 secondes. En cas d’utilisation four froid et chauffer à 250 °C. Mainte-
la petite (forme de moule rouge) et cela de malaxeurs automatiques tel que le Mo- nir cette température durant 30 à 60
de manière bien jointive. La mise en tova 300, l’amorce de malaxage et le ma- minutes.
revêtement de précision diminue l’oxyda laxage proprement dit sont réalisés en une > Fours de préchauffage avec pilotage
tion et assure l’obtention d’une surface seule étape. Le matériau de revêtement numérique : Après un temps de prise
des objets coulés très lisse et exempte de est versé dans le moule sur le vibreur opé- de 30 minutes, placer le moule dans le
perles de coulée. rant avec une intensité moyenne. La prise four froid. Augmenter la température
de 5 °C chaque minute, chauffer
jusqu’à 250 °C. Maintenir cette tem
pérature durant 30 à 60 minutes.
Chauffer ensuite jusqu’à la tempéra-
ture finale choisie en respectant le ryth-
me de 7°C / min et maintenir la tempé-
rature durant 30 à 60 minutes.
> Pour les moules de grande taille et un
Temps de prise de 30 minutes
four très chargé, il faut choisir un temps
Présentation : REF de préchauffage plus long.
Forme de moule, petit (4 pièces) 52390 > Températures de préchauffage : coulée
Forme de moule, grand (4 pièces) 52400 dans le moule se fait dans le cas idéal sous vide et sous pression avec Nauti-
dans le condenseur à pression durant les lus : 950 à 1000 °C. Coulée à la fronde
Toujours appliquer rapidement le premières 10 minutes. avec dispositif de fusion à induction
Wiropaint à l’aide d’un pinceau doux Retirer ensuite la forme du moule et de haute fréquence Fornax : 1000 à
et humidifié. Mettre ensuite le modèle laisser le moule terminer sa prise durant 1050 °C. Coulée avec fusion au chalu-
immédiatement en revêtement. Le 20minutes avant le préchauffage. meau avec Fundor T : 950 à 1050 °C.
Wiropaint plus ne doit alors pas encore
i
être complètement sec. En cas de recours
à la mise en revêtement de précision, la
maquette ne doit pas être traitée à l’aide REMARQUE :
d’un réducteur de tension superficielle Pour la coulé rapide « Speed » avec
tel l’Aurofilm. le WiroFine, la température d’enfour
nement peut aller jusqu’à 1000 °C.
Enfourner le moule 20 minutes après
le début du mélange !
Préchauffage
La température du four de préchauffage
Présentation : REF
(Miditherm 100 MP, Miditherm 200 MP)
Présentation : REF Four de préchauffage Miditherm 100 MP 26150
est très importante pour obtenir un résul-
Revêtement de précision Wiropaint plus 51100 Four de préchauffage Miditherm 200 MP 26155
tat impeccable de la coulée.
16Fonte et coulée
Coulée automatique avec
Nautilus® CC plus
La Nautilus CC plus présente plusieurs
avantages tels que : procédure de coulée
automatique, détection de l’instant de
coulée selon les indications préconisée
par le fabricant de l’alliage utilisé.
Un déclenchement manuel de la coulée
est également possible.
En tant que fronde à induction par haute Présentation : REF
Présentation : REF fréquence conventionnelle, Fornax® T Fonde Fundor T 25025
Appareil pour coulé sous vide et est actuellement au premier plan au
pression Nautilus® CC plus 26170
niveau international.
Le processus de fonte peut donc être
Coulée HF sous vide et sous pression
parfaitement piloté et le délai de déclen-
pilotée par microprocesseur
chement de la coulée est extrêmement
L’ appareil Nautilus® CC réunit les avan-
tages de la fonte par haute fré-
quence et ceux de la coulée sous vide
bref.
Moment du déclenchement de la coulée
pour les alliages BEGO pour coulée sur
et pression. Les courants de haute fré- modèle avec l’exemple de l’appareil
quence produisent la fonte de l’alliage Fornax® T : Pour Wironum® il se situe
près de l’ouverture du creuset. Le métal 3 à 5 secondes après l’union complète
en fusion s’écoule donc directement, des plots en liquéfaction.
sous vide, dans le moule à partir de la
région chaude sans baisse de tempéra-
ture.
Présentation : REF i REMARQUE :
Fronde Fornax T ®
26140 Réglages des pressions :
Pression du propane réglée sur 2
Grâce au système infrarouge de limita au détendeur BEGO = env. 0,5 bar
tion de la température, les plots à couler Pression de l’oxygène, 2 bars
peuvent être chauffés de manière homo-
gène et maintenus à la température
atteinte juste avant leur union. Après la
Wironum® plus, Wironum® extradur
mise en place du moule préchauffé, le
et les alliages du groupe Wironit, ce sera
système de limitation infrarouge de la
9 à 12 secondes.
température est réglée sur son maxi-
En quelques fractions de seconde, mum. Ensuite, l’appareil Fornax® T Fundor T est une fronde motorisée ex-
l’alliage est injecté dans les vides du atteint en quelques secondes la tempé- trêmement performante avec un bras à
moule et même les plus fins détails sont rature de coulée. double articulation. La vitesse de démar-
atteints. rage est réglable. La mise en place du
creuset et du moule permet de réaliser
Système de mesure – principe de fonctionnement rapidement la mise à disposition. Pour
Rayonnement réaliser la fonte, l’appareil Multiplex
calorifique Optique pour brasage et fonte utilisant l’oxygène
et le gaz naturel ou le type oxy-propane
ont fait leurs preuves.
Moment de la coulée des alliages BEGO
pour PAM : dès que les plots du
Détecteur métal à couler se sont unis
(captage et que la fonte se mobilise
Traitement
Objet à mesurer Environnement multivoie) numérique du signal sous l’effet de la pression
de la flamme.
17ALLIAGES BEGO POUR PAM
L ’alliage utilisé a une influence es-
sentielle sur la qualité de la PAM.
Tous les alliages BEGO utilisés pour la
WIRONIUM®
PAM ont fait leurs preuves depuis de
nombreuses années dans le monde en-
tier. Quel que soit le choix de l’alliage,
ils représentent un élément majeur dans
la chaîne du système de matériaux et
Caractéristiques des alliages :
d’appareils BEGO et leurs caractéri-
Valeurs indicatives : WIRONIUM® plus WIRONIUM® WIRONIUM®
stiques sont toutes supérieures aux extradur
exigences des normes nationales et Densité 8,4 g/cm3 8,4 g/cm3 8,4 g/cm3
internationales. Intervalle de fusion 1.310–1.345 °C 1.320–1.340 °C 1.330–1.350 °C
Les alliages du groupe WIRONIUM® – Température de coulée 1.440 °C 1.440 °C 1.450 °C
sont les alliages phares de la maison Allongement à la rupture (A5) 10 % 12 % 7,5 %
BEGO. La limite élastique ainsi que Résistance à la traction (Rm) 1.000 MPa 940 MPa 970 MPa
la résistance à la traction permettent Limite d’élasticité (Rp 0,2) 700 MPa 650 MPa 670 MPa
d’obtenir des armatures rigides d’ex Module d’élasticité env. 220.000 MPa env. 216.000 MPa env. 220.000 MPa
cellente qualité. Dureté Vickers (HV 10) 340 330 350
Les alliages du groupe Wironit sont
dotées de propriétés mécaniques net Analyses des compositions en % de masse
tement supérieures aux exigences de Co 62,5 63,0 61,0
DIN EN ISO 22674 et de celles d’autres Cr 29,53 29,53 30,0
normes internationales. Mo 5,0 5,0 5,0
Tous les alliages WIRONIUM et Wironit Autres Si, Mn, Fe, Ta, N, C Si, Mn, Fe, N, C Mn Si, Fe, N, C
ont été testés du point de vue allergé-
nique et un certificat spécifique atteste
de leur biocompatibilité.
L’intégralité des alliages BEGO pour la
Wironit®
PAM peut être mis en œuvre avec tous
les appareils à couler et toutes les tech-
niques de fonte en usage en prothèse
dentaire.
Caractéristiques des alliages :
Valeurs indicatives: Wironit® Wironit® Wironit® LA
extradur
Densité 8,2 g/cm3 8,2 g/cm3 8,2 g/cm3
Intervalle de fusion 1.320–1.350°C 1.260–1.305°C 1.300–1.340 °C
Température de coulée 1.460 °C 1.420 °C 1.450 °C
Allongement à la rupture (A5) 6,2 % 4,1 % 8%
Résistance à la traction (Rm) 880 MPa 910 MPa 940 MPa
Présentation : REF Limite d’élasticité (Rp 0,2) 600 MPa 625 MPa 640 MPa
Wironit
®
50030 Module d’élasticité env. 211.000 MPa env. 225.000 MPa env. 220.000 MPa
Wironit® extradur 50060 Dureté Vickers (HV 10) 350 375 360
Wironit LA® 50100
Tiges de soudure pour cobalt-chrome 52520 Analyses des compositions en % de masse
Co 64,0 63,0 63,5
Les alliages du groupe WIRONIUM® Cr 28,65 30,0 29,0
sont fournis exclusivement aux labo- Mo 5,0 5,0 5,0
ratoires I. W. C. Autres Si, Mn, C Si, Mn, C Si, Mn, N, C, Ta
18DÉMOULAGE, SABLAGE et dégrossissage
A près la coulée les moules refroidis-
sent à l’air libre. Ne jamais tremper
à chaud dans de l’eau !
Jusqu’à 6 armatures coulées sur modèle
peuvent être sablées automatiquement
en même temps en 15 à 20 minutes. Si
Pour éviter la poussière, le moule par moins de 3 objets doivent être sablés
faitement refroidi doit être brièvement automatiquement, il est recommandé
trempé dans de l’eau avant le démou d’ajouter les vieux cônes de coulée.
lage. Ainsi des imprécisions d’ajustement
évitées dues à une rugosité trop forte
i REMARQUE :
Les matériaux de revêtement con
et un enlèvement excessif de matériau
seront.
Meulage
Les tiges de coulée sont sectionnées
rapidement et en toute sécurité à l’aide
tiennent du quartz. Ne pas inhaler !
de meulage et de coupe. Le dégrossissa-
Risque de lésions pulmonaires (sili-
ge se fait à l’aide du touret de meulage
cose, cancer du poumon). Utiliser
ou à l’aide d’une pièce à main.
un masque de protection de type
FFP 2-EN 149 : 2001.
Les zones critiques telles que les sur-
faces intérieures des crochets et les bras
répartiteurs doivent toujours être sablées
avec du Korox® 50 projeté à l’aide d’un
crayon de sablage – par exemple dans le
Duostar ou l’EasyBlast.
Les instruments diamantés par frittage
Le démoulage se fait maintenant avec de BEGO aident à faire de sérieuses
un petit ciseau pour démoulage ou un économies. Par rapport aux instruments
petit marteau. Le revêtement adhérent à abrasifs à liant céramique ces instru-
l’objet coulé et la couche d’oxyde sont ments ont une durée de vie bien plus
éliminés par un sablage manuel ou auto- élevée. De même par rapport aux fraises
matique. en carbure, la rentabilité est nettement
meilleure.
EasyBlast – sableuse de précision
Présentation : REF 1 2 3
Korostar plus (non illustrée.) Sableuse 26123
avec module de filtration
Korostar Z (non illustrée) Sableuse 26120
à brancher sur une aspiration externe 4 5 6 7
Duostar plus (non illustrée.) 26118
Sableuse combinée Instruments diamantés – frittés
Avec module de filtration
Présentation : REF
Duostar Z (non illustrée) 26115
Sableuse combinée Grain moyen:
à brancher sur une aspiration externe 1 ISO REF .080 43491
Protempomatic plus 26113 2 ISO REF .050 43492
Sableuse automatique 3 ISO REF .050 43494
avec module de filtration
Protempomatic plus – Sableuse automatique 4 ISO REF .030 43495
Protempomatic Z (non illustrée) 26110
Sableuse automatique 5 ISO REF .037 43496
Pour cela, c’est du corindon pur Korox
à brancher sur une aspiration externe F ISO REF .050 43497
avec un grain de 250 µm qui est utilisé
EasyBlast Sableuse 26080 Gros grain :
à une pression de 4 à 6 bars (manuel) et
Korox® 250 µm Abrasif pour sablage 46014 G ISO REF .050 43498
5 à 6 bars (automatique).
19Polissage et finition
E ltropol E et Eltropol 300 sont des
appareils ayant fait leurs preuves
dans le domaine de polissage électroly-
Le temps de séchage est d’environ
5 minutes. Après le bain électrolytique,
ce vernis Seculac peut être facilement
Un socle en plâtre est alors très utile, il
empêche la déformation de l’armature
coulée sur modèle lors de son polissage.
tique. Avec l’Électropol 300, deux ar- retiré. Les parties palatines très pro- Le polissage à l’aide d’une brosse mon-
matures coulées sur modèle peuvent fondes ne peuvent pas être atteintes tée sur pièce à main et de la pâte à
être traitées en même temps. L’armature par le courant galvanique en raison d’un polir Diapol s’avère très efficace.
coulée sur modèle à traiter est automa- effet d’écran.
tiquement mobilisée dans le bain de Ces endroits restent ternes. Pour éviter
polissage Wirolyt chauffé. tout inconvénient, une cathode supplé
mentaire a été développée pour les
appareils de polissage BEGO. Elle est à
placer à l’endroit le plus profond de la
base prothétique. Ainsi, même les en
droits sujets autrement à l’effet d’écran
i REMARQUE :
Le liquide de polissage qui n’est plus
Présentation :
Pâte à polir bleue, 6 pièces
REF
52310
utilisable doit être éliminé en tant
que substance dangereuse ! L’appareil de nettoyage à la vapeur
Triton SLA est bien adapté pour un
Présentation : REF
reçoivent l’état de surface brillant re- nettoyage rapide et rigoureux des ar-
Appareil de polissage Eltropol E 25895
Cathode supplémentaire 31175
cherché. Maintenant, le grattage à l’aide
des disque, pointes et lentilles à polir
Les parties importantes – comme les peut commencer en caoutchouc.
extrémités des crochets et les bras Important : Les surfaces internes des
répartiteurs de forces – doivent être crochets et des bras répartiteurs de
protégées à l’aide de vernis Seculac. forces ainsi que l’intrados des bases
pour maxillaire supérieur ne doivent pas
être grattées avec ces instruments.
Pour polir, les brossettes mi-longues et
la pâte à polir BEGO bleue sont utilisées.
Présentation : REF
Pâte à polir diamantée Diapol 52305
matures coulées sur modèle après leur
polissage.
Présentation : REF
Pointes à polir en caoutchouc, 100 pièces 43370
Mandrins pour pointes à polir, 12 pièces 52300
Présentation : REF
Appareil d’électrogalvanisation 26310
brillante Eltropol 300
Wirolyt Liquide de polissage
1 bouteille = 1 l
52460 i REMARQUE :
Toujours utiliser un système d’aspi
Wirolyt Liquide de polissage 52462
1 bidon = 2,5 l ration et porter un masque de pro- Présentation : REF
Cathode supplémentaire 17000 tection lors du dégrossissage. Appreil de nettoyage à la vapeur Triton SLA 26005
20Vous pouvez aussi lire