Introduction à la peinture - Patrick PLESSERS VOM - Critt-mdts
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Introduction à la peinture
Patrick PLESSERS
VOM
9 Octobre 2012
VOM asbl Association belge des traitements de surface des matériaux La VOM est un point de ralliement actif pour toutes les entreprises/organisations qui collaborent en matière de technologies durables et innovatrices dans le domaine du traitement de surface des matériaux au sein d’un environnement en transformation.
Réseau
Applicateurs de traitement Organisations
Fournisseurs Clients
de surface connexes
•Métaux
•Alliages métalliques
Technologies de traitement de •Matières synthétiques
surface des matériaux •Céramiques
•Polymères
•Composites
•Semi-conducteurs
•Matériaux souples
Strategiesessie VOM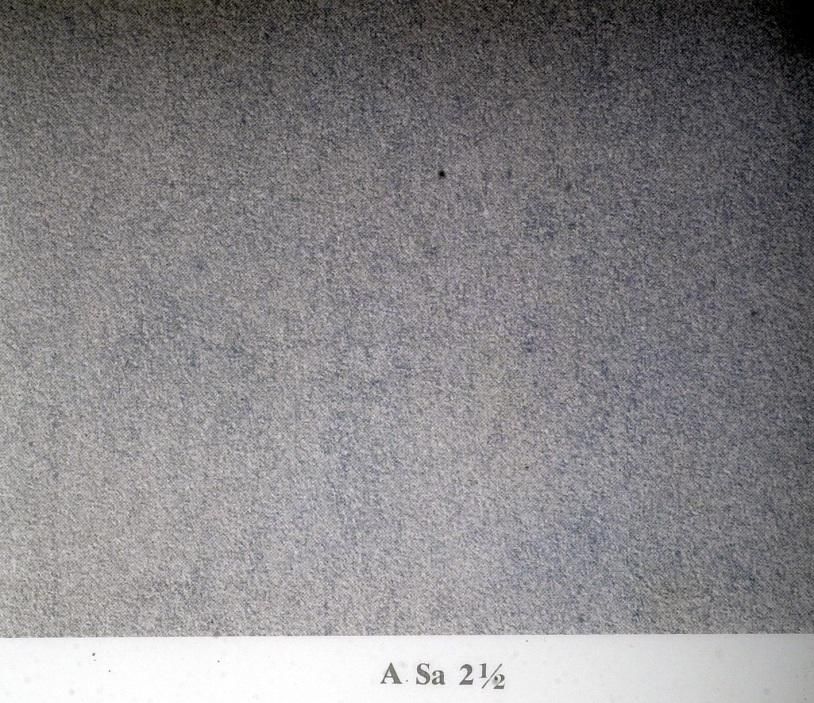
Mission:
Améliorer en permanence les compétences
Formations (formations générales et intra-entreprises, sur mesure)
• Références :
ALURAL, ASCO, BEKAERT, BETAFENCE, BMT, CNH, DAF TRUCKS, DECEUNINCK,
ELECTROCOAT, ETAP LIGHTING, FORD WERKE, JAGA - THE HEATING COMPANY,
KERNCENTRALE DOEL, METAKOR, NMBS, PLASTIC OMNIUM, SABCA, SADEF
SAMSONITE , VASCO…
• Thèmes :
Galvanoplastie, Traitements de surface dans l’aéronautique, Prétraitement mécanique,
Prétraitement électrochimique, Peinture liquide, Poudrage, Contrôle des revêtements
organiques, Aluminium et traitement de surface, Traitement des eaux usées, Technologie
environnementale…
Mission: Promouvoir la technologie • La revue VOM INFO • Le bulletin d’information digital VOM.be • Le salon professionnel EUROFINISH (23+24/10/2013) • Les séminaires, ateliers, visites d’entreprise… • Encourager l’innovation & l’entrepreneuriat durables
Mission:
Veiller aux intérêts des membres
- Influencer les autorités (300 membres)
- La législation environnementale (BAT)
- La sécurité et la qualité
- La VOM siège dans diverses commissions pour suivre de
près les thèmes régionaux, nationaux et internationaux
qui concernent nos entreprises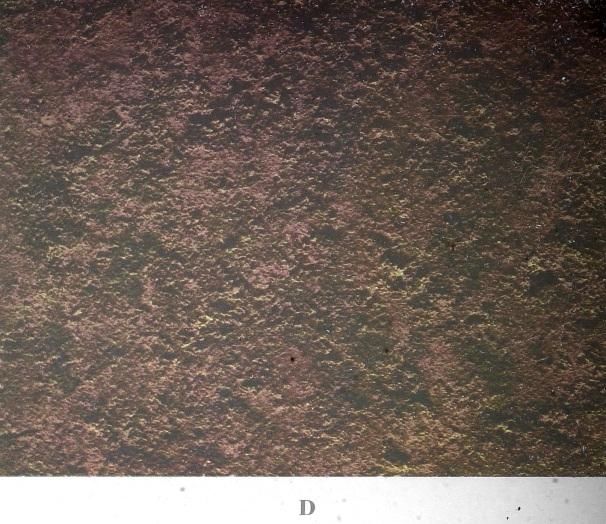
•Network event :
•Surface treatment:
•sharing a vision on sustainability
•Jeudi 8 novembre 2012 (13h00-22h00)
•Technopolis - Mechelen
Collaborations • Infosteel & Infozinc Benelux, Euro-inox… • CETS (Comité européen des Traitements de Surface aisbl) • NACE Benelux (National Association of Corrosion Engineers) • Agoria, Sirris, VITO, Recherche universitaire… • VISEM - VOM NL - SVMB • Centre de Compétence PIGMENTS…

Informations
Asbl VOM vzw
Kapeldreef 60
3001 LEUVEN
+32 (0)16 401420
+32 (0)16 298319
Info@vom.be
http://www.vom.bePeinture ?
• Beaucoup d’objets sont peints -
traitement de surface
en peinture
voitures – machines – bateaux
meubles - …
zingué – nickelé – chromé
11Fonction d’une peinture ?
Protection contre la corrosion
détérioration
2 = aspect
colorer
mieux vendre
pompiers
ambulances
12Rôle de la peinture
elle sert à empêcher la corrosion
La corrosion nécessite de la (vapeur)
d’eau
électrolyte
La peinture bloque l’électrolyte
13Peinture
COMMENT ?
en formant une couche étanche
COMMENT ?
le meilleur liant possible
appliqué le mieux possible
multicouches
14Systèmes à multiples
couches
•Plusieurs couches de différente nature
Le système de la construction métallique
Exemples :
2 couches d’époxy, une couche PU
Une couche de peinture au zinc, une couche
intermédiaire d’époxy, une finition PU
•Plusieurs couches de même nature
2 couches d’époxy – intérieur de réservoirs
15Les différentes couches
Exemple:
• Couche de fond 25 µm
• Intermédiaire 40 µm
• Finition 30 µm
• Vernis 30 µm
125 µm
16Les différentes couches
•Primaire 30 µm au zinc
•Intermédiaire 40 µm epoxy
•Finition 50 µm PU
Primaire 2 x 750 µm
Finition 50 µm
Primaire 100 µm
Intermédiaire 100 µm citerne
Finition 100 µm
17Les différentes couches
•Primaire 120 µm au zinc
•Intermédiaire 120 µm epoxy
•Finition 60 µm PU
Primaire 150 µm
Intermédiaire 150 µm
Finition 75 µm
Antifouling 100 µm
18Couche de fond - Primaire
•Adhérence
– Au substrat
– Avec la couche suivante
19Couche de fond - Primaire
•Anticorrosion:
Contient les pigments anticorrosion
inhibitifs – sacrificiels
Effet de barrière ÷ épaisseur de la couche
Primaire de soudure ou shopprimer
protection limitée contre la corrosion
permet les soudures :
qualité des cordons - fumées
20La couche intermédiaire
• Aplanir les inégalités de la surface
Aspect tendu et lisse
Couches de colmatage
• anticorrosion – inclure des lamelles
• épaisseur = barrière
• adhérence sur le primaire – avec la finition
• enduits (voitures accidentées)
poncer la surépaisseur
21La finition
•Aspect
Couleur – Brillance – Effets spéciaux
•Contact avec le monde extérieur
Dureté – Élasticité – Usure - Barrière UV
•Durabilité
Maintien de ces propriétés
22Appliquer une peinture
Préparation - Application - Séchage
23Séquence
• Préparer le substrat
Dégraissage
Sablage
• Préparer la peinture
Mélanger les 2 composants
Adapter la viscosité
• Appliquer la peinture
• Séchage du revêtement
24Le prétraitement
Une peinture de qualité inférieure peut
fonctionner sur un fond bien préparé.
Une excellente peinture ne fonctionnera
pas sur un substrat mal préparé.
25La préparation du substrat
• Avant peinture
Dégraisser
Surface rugueuse
Pas inverser dégraissage et sablage
• Indispensable
• Excessivement important
26La préparation du substrat
• décapage • couches de conversion
• délaquage • phosphatation
• dégraissage • anodisation
• nettoyage
• rinçage
• sablage
• sablage au CO2
27Dégraissage
• Procédés
aspersion (évt. haute pression)
au trempé
• Systèmes ouverts
• Systèmes fermés
solvants chlorés
28Salissures
• Organiques
graisses
huiles
inhibiteurs de corrosion
lubrifiants
terre
• Produit alcalin
29Salissures
• Inorganiques
rouille
corrosion
suie
tartre
poussières
abrasives de ponçage
• Produit acide
30Choix du produit de nettoyage
• En fonction des salissures
• En fonction du substrat
acier
non-ferreux
cuivre - bronze - laiton
assemblages des suscités
31Quand le dégraissage convient-il ?
• Vérification grossière
Pas de contamination visible
Tests : microscope
résidu non volatile
test du Scotch
fluorescence ultraviolette
uniformité d’un film d’eau
au gant blanc
Scotch : appliquer – enlever – papier blanc
Film d’eau : apparition de perles d’eau
32Sablage
• Qu’est-ce que c’est ?
La projection de particules abrasives sur un
substrat sous l’influence d’air comprimé
• dans le but
de préparer la surface
de nettoyer la surface
shot-peening
33Sablage =
• Préparation
Enlever l’indésirable - créer une rugosité
Surface prête pour être peinte
• Nettoyage
enlever vieux revêtements - rouille
décaper la peau de laminoir
• Béton - bois - polyester (bateaux) - verre
34Sabler
35Sablage
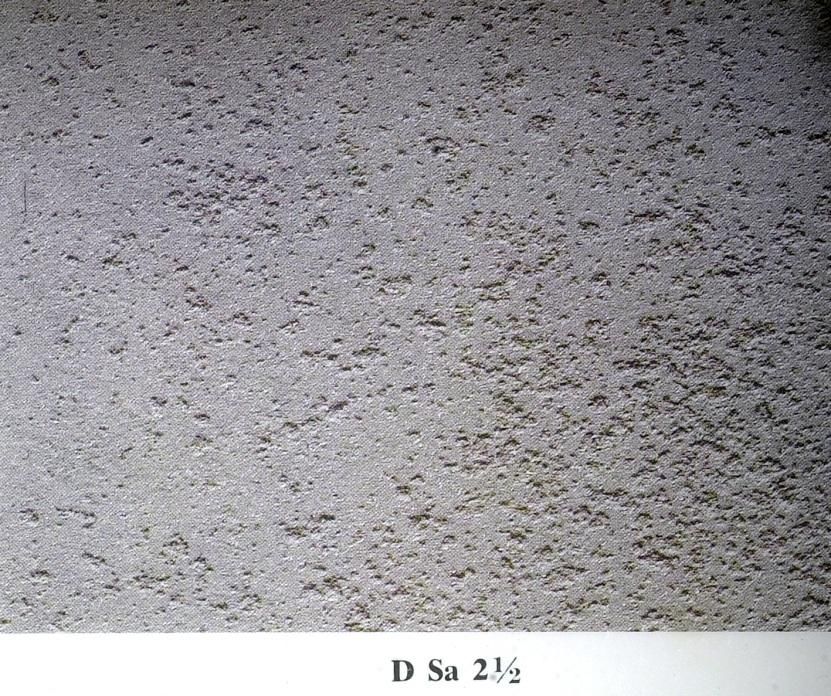
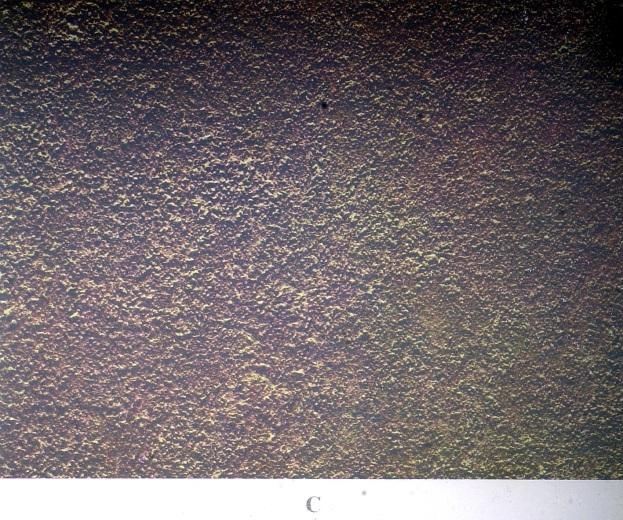
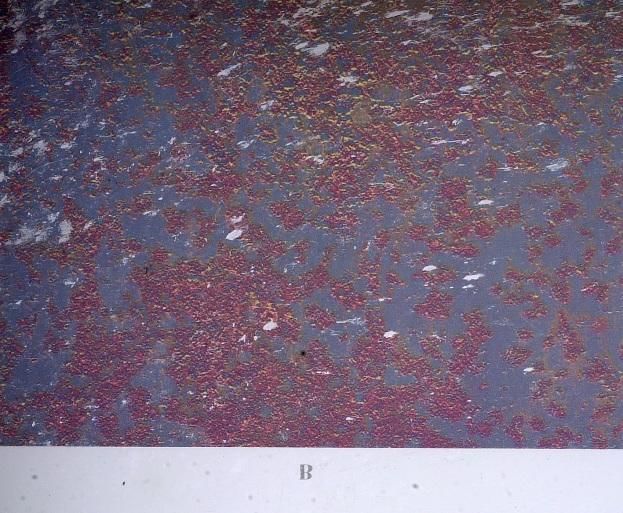
36Sabler une surface rouillée
• Degré d’enrouillement A – B – C – D
A. Peau de laminage ou calamine – très peu de rouille
B. Quelques points de rouille – la peau de laminage ou la
calamine commence à se détacher
C. La peau de laminage ou la calamine détachable ou en
grande partie consommée par la rouille – peu de
corrosion par piqûres
D. La peau de laminage ou la calamine complètement
consommée par la rouille – corrosion générale - piqûres
37Quand le sablage convient-il ?
À partir d’un degré d’enrouillement A – B – C - D
38Quand le sablage convient-il ?
• Norme ISO 8501
Visual assessment of surface cleanliness
Sa 2½
39Accrochage de la peinture
Il faut :
Une surface propre
Profil de la surface (rugosité)
40Rugosité de la surface
• Souvent imposée (ISO 8503) pour une
peinture
• Mesurée
Profilographe – Testex
exprimée en microns (µm)
• Souvent Rz – Parfois Ra
• 50 µm – 80 µm
41Rugosité de la surface
• Doit être correcte :
pas trop élevée
pas trop peu
42Choix des abrasifs
• Profondeur est « réglable » par:
dimensions, type, dureté de l’abrasif
pression de l’air comprimé
distance et angle d’attaque entre le jet et la surface
• Qu’est-ce qu’il faut enlever ?
Rouille
Calamine – peau de laminage
Ancienne peinture
• D’où le choix de l’abrasif
43Les abrasifs
U.S. SIEVES U.S. SIEVES
20-40 40-80
2-3 MILS 3/4-1.5 MILS
3/16"NOZZLE 1/8"NOZZLE
44Le masquage
• Parties à ne pas peindre = cacher
afin de mettre une autre couleur
afin de permettre le montage d’autres pièces
afin de protéger un filetage
afin de respecter certaines cotes
afin de mettre une deuxième couche dans un
dessin de camouflage
45Le masquage
• Ustensiles
Standard
sur mesure
• Choix du matériau en fonction
de la pièce à peindre
de la température de cuisson
du traitement prévu
46La préparation
de la peinture
47La préparation de la peinture
• 2K
Faire un mélange correct =
proportions base – hardener
résine – durcisseur
Pas trop à la fois : pot life
• 1K
48Proportions correctes
• Emploi de lattes de mélange
49Préparation de la peinture
• Bien mélanger les deux composantes
• (évt.) déterminer la viscosité
• (évt.) corriger la viscosité à 25 s (air
comprimé)
50Deux façons d’appliquer
• Pulvérisation
• Autres (non pulvérisation)
51Au pinceau – à la brosse
• C’est connu par tout le monde (DIY)
• Sur le plan industriel
stripe coating (soudures - coins - endroits difficiles)
maintenance
remise en peinture de structures - charpentes
• Peinture en bâtiment
52Au rouleau
• Très répandu dans le marché DIY
• Plafonds – murs
• Professionnels :
Pistolage interdit
Bâtiment
Charpentes
Retouches
53Application au trempé
• La pièce est trempée dans un bain de
peinture
Toutes les surfaces atteintes sont peintes
même les faces « intérieures »
puis laisser égoutter
puis cuisson dans un four
• Qualité finale médiocre => primaires
54Avantages
• Simple
Facile à automatiser
Facile à faire fonctionner
(procédures de travail - contrôle des bains)
• Densité élevée de pièces sur les portes-pièces
• Pas cher
petit investissement
55Désavantages
• Revêtement n’est pas uniforme
Face verticale : couche plus épaisse en bas qu’en haut
Traces d’écoulement aux alentours d’ouvertures
Dessous: gouttes de peinture
• Conception de la pièce (drainage)
• Production en grandes séries
Changer est difficile
56Désavantages
• Peinture au solvant
Inflammabilité
Vapeurs - santé des travailleurs
• Peinture à l’eau constituent la tendance
Effet moussant dans la pompe et les filtres
• Les attaches
Collent ensemble après le four
57Application par pistolage
• 4 processus
atomisation par air comprimé
conventionnelle
HVLP
atomisation airless (sans air)
atomisation airless assisté par de l’air
comprimé
atomisation électrostatique
58Air comprimé conventionnelle
• Introduction
Le plus ancien système (1920)
Le plus utilisé
59Avantages de l’air comprimé
conventionnel
• Contrôle
de la gerbe de pulvérisation
Facilement réglable, de points très fins à des
gerbes de production continue
Le degré d’atomisation est le plus élevé
LE système pour la meilleure qualité
petites pièces ou grandes surfaces
= même orifice
60Avantages
• Souplesse
Une grande gamme de peintures
(denses - moins denses)
Facilement entretenu
Changement de couleur rapide
61Air comprimé conventionnel
• Désavantages
Overspray :
perte de peinture 30%-70%
saturation plus rapide des filtres de la cabine
perte de solvants (COV)
Consommation d’air comprimé élevée
12 – 60 m³/hr (à 6.9 bar)
62Pistolets à gravité
• Godet au-dessus ou supérieur
• La peinture tombe dans le courant d’air
63Godet inférieur
Système à siphon
• La peinture est aspiré
Le réservoir se trouve en dessous
Un vide est créé par le passage
de l’air comprimé
64Système avec cuve externe
• Réservoir grand volume
Mise sous pression d’un réservoir
La peinture est ainsi forcée dans le pistolet
65Cuves externes
66HVLP
• High volume low pressure
• grand volume basse pression
Pression entre 0.007 et 0.7 bar
Consommation d’air entre 25 et 50 m³/hr
67Fonctionnement
• Le courant amène les particules de
peinture
à basse pression
dans une grande masse d’air
à vitesse lente
sur la pièce
68Avantages
• Rendement de transfert plus grand
65-75% (pertes 35-25%)
économie > 15% en réduisant les pertes
moins de overspray
Régulations environnementales respectées
69Désavantages
• Finition moins fine que la pulvérisation
classique
• Trop lent pour des grandes séries
Moins de matière amenée
70Airless
• Sans air
Une pompe met la peinture sous pression
Pression hydraulique (30-300 bar)
Orifice du gicleur 0.02 - 2 mm.
• à la sortie du gicleur
par la haute pression,
la peinture se divise en fines particules
qui prennent une grande vitesse
71Avantages
• Vitesse d’application la plus élevée
• Peinture délivrée fois 2
• Plus adapté pour peindre dans les
cavités
Pas d’air = pas de courant divergent
72Désavantages
• Pulvérisation
particules de peintures moins fines
ce qui se traduit dans l’aspect de la pièce
pas pour le secteur automobile
• Filtration de la peinture pour éviter l’orifice de se boucher
• Pas de réglage au niveau de la quantité de peinture
délivrée: pistolet = on or off
• Usure au niveau des gicleurs
73Danger
• Pompes 60:1
Air à l ’entrée = 5 bar
Pression de la peinture à la sortie du pistolet
= 300 bar
• Gardez une bonne distance, cela vous évitera de
vous faire couper un doigt ou une partie de pied
74Airless avec appui d’air
• La peinture sortante est pulvérisée
comme un airless normal
• puis pulvérisée davantage par des courants d’air
sortant d’orifices dans la tête du pistolet
• à basse pression éventuellement (appui HVLP)
75QUESTIONS ?
Vous pouvez aussi lire