Assemblage des structures composites et multi-matériaux : vers une conception intégrant les variabilités de mise en oeuvre
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
Colloque Supméca 2015 - Les Assemblages Mécaniques
Assemblage des structures composites et multi-matériaux :
vers une conception intégrant les variabilités
de mise en œuvre
Christophe Bois1,a, Hervé Wargnier1, Ramzi Askri1, Julie Lecomte1,2, Erwann LE GOFF1,3
1
Univ. Bordeaux, I2M, UMR 5295, 15 rue Naudet CS 10207, 33175 Gradignan Cedex, France
2
ASTF, 8 Avenue du Val d’Or, 33700 Mérignac, France
3
Advanced Manufacturing Research Center with Boeing, Rotherham S605TZ, UK
Résumé. L’augmentation des cadences de fabrication dans les secteurs comme
l’aéronautique ou l’éolien oblige les industriels à rationaliser leurs processus
d’assemblage. Cependant le principe d’interchangeabilité des pièces peut conduire à des
tolérances qui ne sont pas physiquement ou économiquement réalisables. Définir les
tolérances justes nécessaires au bon fonctionnement du produit est donc cruciale. Pour
cela, il faut disposer d’outils d’analyse et de prédiction du lien entre les variabilités de
mise en œuvre et le comportement du produit afin d’évaluer en phase amont et de manière
globale les différentes solutions. Cet article concerne les assemblages composite-métal
multi-fixations. Les spécificités liées à l’assemblage de sous-ensembles présentant une
pièce en composite sont présentées. Différents types de modèles dédiés aux assemblages
multi-fixations sont proposés et leurs utilisations illustrées à travers des exemples.
L’intérêt de ces outils est démontré à travers la problématique du tolérancement des
défauts de localisation d’alésages de fixation. Ils permettent en effet de comprendre et
formaliser les règles métiers mises en place par les industriels suite à de vastes campagnes
d’essais et au retour d’expérience.
1 Introduction
Les structures complexes telles que la voilure ou le fuselage d’un aéronef ou la caisse d’une
voiture ou d’un train sont souvent réalisées par assemblage de plusieurs sous-ensembles par soudage,
collage, éléments de fixation mécanique ou sertissage. L’organisation de la production et le besoin de
sous-traitance imposent un séquencement de la fabrication en deux étapes principales que sont la
fabrication des sous-ensembles et leurs assemblages. Lorsque les tolérances imposées par le principe
d’interchangeabilité des pièces ne sont pas physiquement ou économiquement réalisables, certaines
surfaces fonctionnelles pour l’assemblage des pièces sont réalisées ou reprises pendant la phase
d’assemblage engendrant des coûts directs de par les opérations réalisées ou indirects de par les temps
induits d’occupation de la chaine d’assemblage. Parmi ces opérations, on peut citer le contreperçage
de trous de fixation, le calage par mastique ou adhésif, ou encore l’ajustage par ponçage ou usinage.
a
Corresponding author: christophe.bois@u-bordeaux.frColloque Supméca 2015 - Les Assemblages Mécaniques
Si ces opérations ont été éliminées depuis des décennies dans certains secteurs comme l’automobile,
elles sont encore largement utilisées dans l’aéronautique, le nautisme ou l’éolien notamment en raison
de l’utilisation de pièces en matériaux composites. L’augmentation des cadences de fabrication dans
ces secteurs oblige donc les industriels à revoir leurs méthodes de développement de produits.
Même si les techniques de fabrication évoluent et permettent d’atteindre des tolérances de plus en
plus faibles, un verrou majeur demeure la définition des tolérances justes nécessaires au bon
fonctionnement du produit. Pour lever ce verrou, il faut disposer d’outils d’analyse et de prédiction du
lien entre les défauts à tolérancer et le comportement du produit afin d’évaluer en phase amont d’un
développement de produit de manière globale plusieurs combinaisons matériaux – technologie
d’assemblage – architecture – procédés de fabrication et gamme d’assemblage. Ces outils reposent sur
deux aspects : la représentation des défauts ou des variabilités de mise en œuvre et l’étude de leurs
influences sur la répartition des transferts de charges dans les zones de liaison. En raison des coûts et
délais induits par les études expérimentales, la simulation est un outil indispensable dans le processus
de conception des structures.
Dans cet article nous nous intéressons aux assemblages composite-métal multi-fixations. Dans une
première partie les spécificités liées à l’assemblage de sous-ensembles comportant une pièce en
composite sont présentées. Ensuite différents types de modèles dédiés aux assemblages multi-fixations
sont proposés et leurs utilisations illustrées à travers des exemples. La dernière partie illustre, à travers
la problématique du tolérancement des défauts de localisation d’alésages de fixation, comment il est
possible de comprendre et de formaliser les règles métiers mises en place par les industriels suite à de
vastes campagnes d’essais et au retour d’expérience.
2 Gamme d’assemblage et transfert de charge : spécificité des
assemblages composites
Un choix a priori de procédés de fabrication et de gamme d’assemblage va conditionner ou du
moins limiter les architectures possibles mais aussi modifier drastiquement les transferts de charge
dans la zone d’assemblage. Par exemple, si un joint d’adhésif, en plus de supporter des charges, sert
également à caler (combler un jeu variable), son comportement mécanique souffrira de fortes
variabilités aussi bien en raideur qu’en résistance puisque celui-ci sera dépendant de l’épaisseur du
joint [1].
Les assemblages primaires, fortement sollicités, comportant un grand nombre de fixations
nécessitent un niveau de performance élevé, ce qui passe par une maîtrise et une optimisation des
chemins de transfert d’effort. L’utilisation récente des matériaux composites dans les structures
primaires conduit à quelques spécificités liées au fait de ne pouvoir appliquer un effort de précharge
important en raison de la faible résistance hors plan de ce type de matériau. D’ordinaire, dans les
assemblages métalliques, la précharge permet de transmettre les sollicitations par adhérence entre les
surfaces de recouvrement des pièces. Dans le cas des assemblages où l’une des pièces est en
composite, la quasi-totalité de l’effort appliqué est donc transmise par le biais du contact entre les fûts
des boulons et les surfaces des alésages des pièces. Les fûts des fixations sont alors lisses. Le serrage
sera faible et contrôlé. Le mode de transfert de charge est donc l’élément décisif. Tandis qu’un
transfert par adhérence accepte un jeu alésage-fixation important, un transfert par contact direct
implique un jeu faible pour améliorer la tenue en matage, maîtriser la répartition des charges entre les
fixations et éviter les déplacements importants lors des sollicitations alternées. Par conséquent, le
mode de transfert de charge conditionne le tolérancement des pièces et donc les gammes de
fabrication et d’assemblage. Un transfert de charge par le biais des fûts de fixation oriente donc vers
des gammes d’assemblage complexes avec contreperçage, de manière à pouvoir réaliser des
tolérances de positionnement des alésages relativement faibles et ainsi assurer le montage des
fixations avec jeu faible.
La formalisation du lien entre tolérances et comportement mécanique sous la forme de modèles
prédictifs est donc un enjeu majeur pour la conception des assemblages composites ou composite-
métal.Colloque Supméca 2015 - Les Assemblages Mécaniques
3 Modélisation des assemblages multi-fixations
La modélisation des transferts de charge dans les assemblages multi-fixations composites ou
composite-métal nécessite la prise en compte d’un certain nombre de phénomènes physiques. Ces
phénomènes peuvent être modélisés explicitement par des lois de comportement à l’échelle du
matériau et de l’interface ou implicitement par des lois macroscopiques identifiées sur des essais ou
des simulations fines.
Les modèles à physique « explicites » utilisent généralement un maillage EF volumique pour les
fixations et les pièces avec alésage [2–9]. Le filetage des éléments peut également être représenté
explicitement. Des lois d’interface de type contact frottant sont introduites au niveau du fût, des têtes,
des plans de recouvrement et éventuellement du filetage. Les différents mécanismes
d’endommagement dans le composite (délaminages, fissuration matricielle et ruptures de fibres)
peuvent être introduits par des lois d’endommagement à l’échelle du pli (mésoscopique). La précharge
est modélisée par une interférence géométrique initiale sous tête, une pré-contrainte dans la fixation
ou en simulant explicitement le serrage de l’écrou ou l’opération de montage du rivet. Ce type de
modèle a l’avantage d’introduire les phénomènes à des échelles cohérentes avec leurs physiques ce
qui permet d’étendre leur domaine de validité. Toutefois les temps de génération des modèles, de
calcul et d’exploitation nécessaire ne permettent pas de réaliser des études paramétriques vastes. Ces
modèles servent essentiellement à identifier et analyser les phénomènes mis en jeux, et à valider les
modèles simplifiés (« implicite »).
Dans les modèles « implicites » chaque fixation est représentée par un ressort, un connecteur ou un
macroélément dont le comportement est enrichi pour introduire l’effet de la précharge (phase
d’adhérence et de glissement), l’effet du jeu (rattrapage et prise de contact), l’effet des non-linéarités
matériaux (matage par plasticité ou endommagement) [9–17]. L’interaction du modèle de fixation
avec celui des pièces est le plus souvent ponctuelle (sur un nœud de maillage EF par exemple) mais
elle peut également être répartie même si l’objectif n’est pas de prédire l’état de contrainte autour de
l’alésage. Ce type de modèle a l’avantage de pouvoir être résolu analytiquement ou semi-
analytiquement pour les problèmes 1D ou avec des éléments coques pour les problèmes 2D et par
conséquent de permettre des études paramétriques rapides. Leur domaine de validité est cependant
limité et leur identification pas toujours évidente.
Dans les sections suivantes les différents types de modèle développés à l’I2M sont succinctement
présentés et leurs aptitudes illustrées sur un exemple.
3.1 Modélisation « explicite » 3D
Comme illustré sur la Figure 1, la modélisation « explicite » 3D permet de représenter les détails
géométriques de la fixation (filetage, rayon de raccordement) mais également la stratification de la
pièce composite (1 élément par pli). Les mécanismes de dégradation et les sources de non-linéarité
(plasticité pour les métaux, endommagement et viscoélasticité pour le composite) peuvent y être
introduit à une échelle pertinente [4,5,7,8]. Ces modèles permettent d’analyser les modes de
déformation et de rupture des zones de fixation y compris en présence de géométrie complexe
(alésage renforcé par bague [6,7], fixation à tête fraisée, rivet …). Ce type de modèle permet
notamment d’étudier l’effet du coefficient de frottement [2], du jeu [3], des défauts de localisation [9]
ou de la précharge [18].
Les Figures 2 et 3 illustrent la capacité de ce type de modèle à prédire le scénario de dégradation et
les pertes de rigidité induites par les différents mécanismes d’endommagement [7]. Le rôle du
confinement (présence d’une tête de fixation ou d’une rondelle) est notamment bien représenté grâce à
la modélisation du délaminage et la prise en compte des non-linéarités géométriques à l’origine du
flambage des plis extérieurs.Colloque Supméca 2015 - Les Assemblages Mécaniques
Chargement
Z
Vis
X
Y
Ecrou
Encastrement (a) (b)
Figure 1. (a) modèle EF 3D d’un assemblage simple recouvrement, (b) modèle EF 3D d’une fixation.
Var. endommagement
40000 délaminage interface 45/0
dépasse 0,5
Flambage des plis
délaminés Diamètre alésage : 8mm
Matériau : Carbone époxy
30000 Stratification : [90/45/0/-45]2s
Var. endommagements
sens fibre dépasse 0,1
Effort (N)
Initiation délaminage Axe
20000 encastré
interface 45/0
x
Plan de
Initiation endommagements sens fibre
10000 y symétrie
plis 0°
z
Initiation endommagement
matriciel
0
0 0.05 0.1 0.15 0.2 0.25 Déplacement
Déplacement (mm) imposé selon - x
Figure 2. Prédiction du scénario d’endommagement sur un essai de matage sans confinement.
3.2 Modélisation « implicite » 1D
Le modèle « implicite » 1D a pour objectif de prédire la répartition des charges entre fixations
dans un assemblage à n rangées de boulons. Comme illustré sur la Figure 4, chaque substrat est divisé
en n+1 morceaux modélisés par des poutres sollicitées en traction. Chaque fixation est modélisée par
un ressort uni-axial relié à chacun des substrats. La loi de comportement du ressort représentant la
fixation intègre le jeu, le cumul de déplacement engendré par la déformation de la fixation et la
concentration de contrainte autour des alésages, ainsi que les mécanismes d’endommagement par
matage (cf. Figure 5a). Un défaut de localisation peut être introduit dans le modèle. Le détail de ce
travail pourra être trouvé dans [9].Colloque Supméca 2015 - Les Assemblages Mécaniques
1
0.9
essai
raideur relative 0.8 Cas non-confiné simulation modèle complet
simulation modèle complet
0.7
Cas confiné essai
Perte de raideur relative
0.6
0.5
Perte de
0.4
0.3
0.2
0.1
0
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
Effort (N) 4
x 10
Effort (N)
Figure 3. Comparaison essai calcul de la perte de raideur sur un essai de matage.
L
δ pi δ pi +1
r Adherent 2
-F/ 2
Bolt #i Bolt #i+1
r
F/ 2 x
r r
- Fi / 2 Half-adherent 1 - Fi + 1 / 2
di = e + (i − 1) p
di +1= e + ip
Figure 4. Schéma de principe du modèle analytique 1D d’assemblage double recouvrement multi-fixations.
Sur la Figure 5b sont comparées les évolutions des efforts transmis par chaque fixation entre le
modèle analytique et le modèle 3D pour un assemblage double recouvrement à 2 fixations de diamètre
6.35mm avec faible jeu radial (0.025mm sur chaque fixation) et un défaut de localisation de 0.15mm.
Le substrat intérieur d’épaisseur 5mm est en composite à fibres de carbone et les substrats extérieurs
d’épaisseur 5mm sont en alliage d’aluminium. On distingue 5 étapes. Le défaut étant trop important
pour être compensé par le jeu, après montage les deux fixations supportent des charges opposées.
Durant la première étape de chargement, le boulon 2 se décharge tandis que le boulon 1 est chargé
d’avantage. Lorsque le boulon 2 est totalement déchargé, le jeu est rattrapé et le boulon 1 supporte la
totalité du chargement extérieur (étape (2)). L’étape (3) démarre lorsque le jeu dans le boulon 2 est
entièrement rattrapé. L’incrément d’effort est alors repris par les deux fixations. L’étape (4) démarre
lorsque le boulon 1 atteint la limite de matage. La perte de raideur tangente engendre une modification
des taux de transfert de charges entre les boulons qui tend vers une équirépartition des charges.
L’étape (5) démarre lorsque le boulon 2 atteint à son tour la limite de matage. Les efforts entre
fixations sont alors très proches. Par ailleurs la Figure 5b montre que pour une configuration donnée
(dimensions et matériaux des substrats et des fixations figés), le modèle analytique peut remplacer un
modèle EF 3D très riche pour étudier l’influence de la position et du nombre de fixation, des jeux et
des défauts de localisation.Colloque Supméca 2015 - Les Assemblages Mécaniques
4
x 10 x 10
4
2 3
(1) (2) (3) (4) (5)
1.8
2.5
1.6
α k0
1.4 Fc 0 2
Effort transmis (N)
1.2 Fm
Effort (N)
1.5
1 F1 Modèle analytique, sans matage
F2 Modèle analytique, sans matage
1
0.8 F1 Modèle analytique, avec matage
k0 F2 Modèle analytique, avec matage
0.6 0.5
F1 MEF (sans matage)
0.4 F2 MEF (sans matage)
Jeu A0 Expérimental 0
0.2 Modèle analytique
0 -0.5
0 0.05 0.1 0.15 0.2 0 1 2 3 4 5 6
Déplacement (mm) Effort total F (N) 4
x 10
(a) (b)
Figure 5. (a) loi de comportement macroscopique associée à la fixation (diamètre 6.35mm), (b) comparaison de
l’évolution des efforts transmis par chaque fixation entre le modèle analytique et le modèle 3D.
3.3 Modélisation « semi-explicite » 2D½
Le besoin d’outils de simulation riches et robustes d’assemblage de pièces complexes comportant
des dizaines de fixations et la capacité croissante des moyens informatiques (puissance de calcul et
méthode de résolution [19,20]) nous a amenés à proposer des modèles intermédiaires « semi-
explicites ». Dans ces modèles, les pièces avec leurs alésages sont modélisées par des éléments de
type plaque épaisse tandis que le modèle de fixation est réduit à quelques degrés de liberté. L’intérêt
de ces modèles est de prédire à la fois la répartition des charges entre fixations mais également les
champs de contrainte autour des alésages permettant ainsi d’éviter une étape de re-analyse locale ou
l’utilisation de critères macroscopiques au domaine de validité étroit.
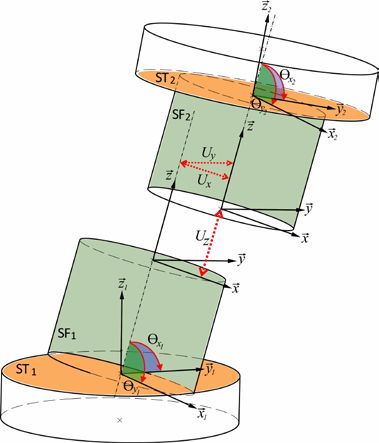
Figure 6. Définition des surfaces rigides et des degrés de liberté du modèle de fixation.Colloque Supméca 2015 - Les Assemblages Mécaniques
Le modèle développé à l’I2M, nommé MCRS (Multi-Connected Rigid Surfaces) consiste à
remplacer le maillage fin 3D de la fixation par des surfaces rigides cylindriques pour le fût et planes
pour les têtes connectées élastiquement. Les interactions fixations pièces sont, comme pour le modèle
« explicite » 3D, de type contact frottant. Le choix du découpage présenté sur la Figure 6 en 4 surfaces
rigides avec 7 degrés de liberté (2 rotations au niveau des têtes et 3 translations au niveau du fut) a été
fait en analysant les modes de déformation sur le modèle « explicite » 3D d’un assemblage à 2
boulons chargé uni-axialement. L’identification des souplesses est réalisée à partir des flux d’effort et
de moment, ainsi que de l’énergie de déformation dans la fixation mesurés sur le modèle « explicite »
3D à 2 boulons. De plus ces modèles permettent d’introduire explicitement les variabilités
géométriques (jeu, défaut de forme, défaut de localisation). Le gain de temps de calcul par rapport à
un modèle explicite 3D est de l’ordre de 95%. Le détail de ce travail pourra être trouvé dans [21].
Axe de
chargement
(a)
(b) (c)
Figure 7. (a) Définition de l’assemblage simple recouvrement à 6 boulons. (b) Répartition des charges pendant la
phase de glissement (déplacement 0.2mm). (c) Répartition des charges près de l’initiation du matage
(déplacement 0.7mm)Colloque Supméca 2015 - Les Assemblages Mécaniques
La Figure 7 illustre la capacité du modèle à prédire la répartition des charges dans un assemblage
simple recouvrement à 6 fixations chargé de manière excentrée (support de la résultante de l’effort
décalé de 10 mm par rapport au plan médian comme illustré sur la Figure 7a). La qualité de la
prédiction est similaire en présence de variabilité sur les jeux ou les positions des alésages.
4 Compréhension et formalisation des règles métiers
La conception des assemblages mécaniques, et en particulier des assemblages composites, est
basée sur des règles de conception métier. En particulier l’espacement entre fixations est choisi proche
de 5 fois le diamètre des fixations privilégiant ainsi une dégradation par matage avant la rupture en net
section (entre 2 fixations) aux dépens d’une résistance maximale [22,23]. Ce choix est souvent justifié
du fait que la dégradation par matage est progressive alors que celle en net section est brutale. Pour
être plus précis, une rupture en net section aggraverait la répartition des charges entraînant un risque
de rupture en chaîne alors qu’à l’inverse, comme on l’a vu dans la section 2.2, le matage améliore la
répartition des charges. Ce point est particulièrement important en présence de variabilité sur les jeux
ou les positions des alésages. En effet, comme le montre l’exemple de la Figure 5b, avec un défaut de
localisation égal à 0.02 fois le diamètre, l’un des alésages matera alors que l’autre sera à peine chargé.
Lors de la conception, on tolère donc généralement une déformation résiduelle après matage (appelée
communément ovalisation, noté A0 et définie sur la Figure 5a) afin de ne pas avoir des conceptions
trop conservatives. Cette ovalisation doit rester faible pour limiter l’amplitude des déplacements
relatifs entre pièces lors de chargement alternés.
Le modèle « implicite » 1D présenté dans la section 2.2 permet de formaliser ces règles métier.
Prenons l’exemple de l’assemblage double recouvrement à 2 fixations de la section 2.2 avec une
ovalisation tolérée A0 = 0.05mm. On définit ainsi un effort Fc 0 que peut transmettre chaque fixation
(Figure 5a). La performance relative de l’assemblage, définie comme le rapport entre l’effort maximal
transmis par l’assemblage pour un défaut de localisation donné et l’effort maximal de référence
correspondant à un défaut nul, est tracée sur la Figure 8. Pour une perte de performance donnée, 10%
sur la Figure 8, on peut définir les écarts supérieurs δ pmax et inférieurs δ pmin qui définissent la
tolérance de localisation. Un industriel qui connaît les capabilités et les coûts de ces procédés peut
ainsi réaliser une analyse globale coût performance.
1,05
1
0,95
1-λ = 0,9
Fmax/Fmax δp=0
0,85
0,8
0,75
0,7
0,65
0,6
δp δp δp
min opt max
0,55
-0.2 -0.15 -0.1 -0.05 0 0.05 0.1 0.15
δ p (mm)
Figure 8. Performance relative de l’assemblage en fonction du défaut de localisation pour une ovalisation
donnée.Colloque Supméca 2015 - Les Assemblages Mécaniques
5 Conclusions
Les travaux menés à l’I2M de Bordeaux visent à formaliser le lien entre les variabilités de mise en
œuvre et les performances mécaniques d’un assemblage. Dans cet article, après avoir décrit les
spécificités des assemblages composites ou composite-métal, différents modèles permettant de traiter
le cas des assemblages multi-fixations comportant des variabilités géométriques sont présentés et
exploités.
Les travaux en cours portent sur l’identification et la représentation des défauts et notamment des
défauts d’état de surface [24], de forme et d’orientation [25] sur pièces composites de type caisson ou
panneau raidi. En effet les normes de tolérancement ne permettent pas une représentation adaptée ou
suffisamment riche pour formaliser le lien entre les variabilités de mise en œuvre et les performances
mécaniques. Ces travaux sont menés en collaboration avec l’équipe « Analyse de variabilité et
optimisation pour l’aide à la décision » du Département Ingénierie Mécanique et Conception de
l’I2M, de l’équipe « Procédés d'enlèvement de matière » du Département Matériaux, Procédés,
Interactions de l’I2M, ainsi que de l’ICA de Toulouse.
References
[1] Ji G, Ouyang Z, Li G, Ibekwe S, Pang S-S. Effects of adhesive thickness on global and local
mode-I interfacial fracture of bonded joints. International Journal of Solids and Structures
2010;47:2445–58. doi:10.1016/j.ijsolstr.2010.05.006.
[2] McCarthy CT, McCarthy MA, Stanley WF, Lawlor VP. Experiences with modeling friction in
composite bolted joints. Journal of Composite Materials 2005;39:1881–908.
doi:10.1177/0021998305051805.
[3] McCarthy CT, McCarthy MA. Three-dimensional finite element analysis of single-bolt, single-
lap composite bolted joints: Part II - Effects of bolt-hole clearance. Composite Structures
2005;71:159–75. doi:10.1016/j.compstruct.2004.09.023.
[4] Gohorianu G. Interaction entre les défauts d’usinage et la tenue en matage d’assemblages
boulonnés en carbone/époxy. Thèse de doctorat Université Toulouse III, 2008.
[5] Adam L, Bouvet C, Castanié B, Daidié A, Bonhomme E. Discrete ply model of circular pull-
through test of fasteners in laminates. Composite Structures 2012;94:3082–91.
doi:10.1016/j.compstruct.2012.05.008.
[6] Le Goff E, Bois C, Wargnier H, Wahl J-C. Impact of material degradations on load transfer and
assembly behavior. Application to reinforced holes in composite assembly. ECCM15 - 15TH
European Conference on Composite Materials, Venice: 2012.
[7] Le Goff E. Etude des transferts de charges dans les alésages composites, application aux
renforcements par bague frettée collée. Thèse de doctorat Université Bordeaux 1, 2013.
[8] Egan B, McCarthy MA, Frizzell RM, Gray PJ, McCarthy CT. Modelling bearing failure in
countersunk composite joints under quasi-static loading using 3D explicit finite element
analysis. Composite Structures 2014;108:963–77. doi:10.1016/j.compstruct.2013.10.033.
[9] Lecomte J, Bois C, Wargnier H, Wahl J-C. An analytical model for the prediction of load
distribution in multi-bolt composite joints including hole-location errors. Composite Structures
2014;117:354–61. doi:10.1016/j.compstruct.2014.06.040.
[10] Chakhari J, Daidié A, Chaib Z, Guillot J. Numerical model for two-bolted joints subjected to
compressive loading. Finite Elements in Analysis and Design 2008;44:162–73.
doi:10.1016/j.finel.2007.11.010.
[11] Paroissien E. Contribution aux assemblages hybrides (boulonnés/collés) - Application aux
jonctions aéronautiques. Thèse de doctorat Université Toulouse III, 2006.
[12] Ekh J, Schön J. Finite element modeling and optimization of load transfer in multi-fastener
joints using structural elements. Composite Structures 2008;82:245–56.
doi:10.1016/j.compstruct.2007.01.005.Colloque Supméca 2015 - Les Assemblages Mécaniques
[13] Hoang-Ngoc CT, Paroissien E. Simulation of single-lap bonded and hybrid (bolted/bonded)
joints with flexible adhesive. Int J Adhes Adhes 2010;30:117–29.
[14] McCarthy CT, Gray PJ. An analytical model for the prediction of load distribution in highly
torqued multi-bolt composite joints. Compos Struct 2011;93:287–98.
[15] Bois C, Wargnier H, Wahl J-C, Le Goff E. An analytical model for the strength prediction of
hybrid (bolted/bonded) composite joints. Composite Structures 2013;97:252–60.
doi:10.1016/j.compstruct.2012.10.022.
[16] Kapidžić Z, Nilsson L, Ansell H. Finite element modeling of mechanically fastened composite-
aluminum joints in aircraft structures. Composite Structures 2014;109:198–210.
doi:10.1016/j.compstruct.2013.10.056.
[17] Bérot M, Malrieu J, Bay F. An innovative strategy to create equivalent elements for modelling
assembly points in joined structures. Engineering Computations (Swansea, Wales)
2014;31:453–66. doi:10.1108/EC-05-2012-0095.
[18] Caccese V, Berube KA, Fernandez M, Daniel Melo J, Kabche JP. Influence of stress relaxation
on clamp-up force in hybrid composite-to-metal bolted joints. Composite Structures
2009;89:285–93. doi:10.1016/j.compstruct.2008.07.031.
[19] Roulet V, Boucard P-A, Champaney L. An efficient computational strategy for composite
laminates assemblies including variability. International Journal of Solids and Structures
2013;50:2749–57. doi:10.1016/j.ijsolstr.2013.04.028.
[20] Roulet V, Champaney L, Boucard P-A. A parallel strategy for the multiparametric analysis of
structures with large contact and friction surfaces. Advances in Engineering Software
2011;42:347–58. doi:10.1016/j.advengsoft.2011.02.013.
[21] Askri R, Bois C, Wargnier H, Lecomte J. A reduced fastener model using multi-connected rigid
surfaces for the prediction of both local stress field and load distribution between fasteners.
Finite Elements in Analysis and Design n.d.:Under review.
[22] Nelson WD, Bunin BL, Hart-Smith LJ. Critical joints in large composite aircraft structure 1983.
[23] Hart-Smith LJ. Bolted joint analysis for composite structures. Joining and Repair of Composites
Structures, Kansas City, MO: 2004.
[24] Chérif M, Bois C, Landon Y. Rôle des défauts de perçage sur le comportement en matage des
composites stratifiés sous sollicitation de fatigue. Revue Des Composites et Des Matériaux
Avancés 2014;24:423–34.
[25] Ballu A. Recherche des modes technologiques de défauts géométriques sur un lot de pièces :
essais sur un ensemble de surfaces simulées. 14ème colloque Produits, Procédés, Systèmes,
intelligents et durables AIP Primeca, La Plagne: 2015.Vous pouvez aussi lire