Travail de Bachelor Patch de réparation matière composite - HEIG-VD
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
Département TIN Filière Systèmes industriels Orientation Conception Travail de Bachelor Patch de réparation matière composite Non confidentiel Étudiant : Rui Oliveira Moreira Travail proposé par : Olivier Bicart-See SBB CFF FFS Quai des Ateliers 1 1400 Yverdon-les-Bains Enseignant responsable : Joël Cugnoni Année académique : 2020-2021 Yverdon-les-Bains, le 21 avril 2021

Patch de réparation matière composite Département TIN Filière Systèmes industriels Orientation Conception Étudiant Rui Oliveira Moreira Enseignant responsable Joël Cugnoni Travail de Bachelor 2020-2021 Patch de réparation matière composite SBB CFF FFS Résumé publiable Ce projet consiste à développer un patch de réparation pour des composants en matière composite. Des délais de réparation assez courts imposent une certaine discipline lors de la réparation et application du patch. Ce travail est une demande particulière de l’entreprise SBB CFF FFS, qui souhaite disposer d’une méthode de réparation rapide de composants en fibre de verre pour stabiliser temporairement des dommages en attente d’une réparation en atelier. L’objectif de ce travail est : La démarche adoptée dans ce travail est essentiellement pratique, avec beaucoup d’essais, mais se base sur une partie théorique qui aide à dimensionner le patch. Ce sont des essais de traction qui simulent une bonne partie des efforts subis par les composants en composite dans les trains. Plusieurs fournisseurs sont présélectionnés et testés afin d’avoir une large gamme de produits à comparer dont le but étant d’assurer une solution viable. Après avoir étudié les différentes possibilités, un fournisseur de résine époxyde (classique) et un fournisseur de résine polyester UV se sont démarqués. L’un par sa robustesse (époxyde) et l’autre par sa rapidité de polymérisation (UV). Ce qui ressort de ce travail est que dans le marché actuel il existe des produits, parfois axés sur d’autres domaines, pouvant répondre à ce qui est demandé. Le travail répond donc aux besoins fixés et propose des solutions. Étudiant : Date et lieu : Signature : Oliveira Moreira Rui …………………………………… …………………………………… Enseignant responsable : Date et lieu : Signature : Cugnoni Joël …………………………………… …………………………………… Nom de l’entreprise/institution : Date et lieu : Signature : Bicart-See Olivier …………………………………… …………………………………… OLIVEIRA MOREIRA Rui Page 1 sur 75
Patch de réparation matière composite Préambule Ce travail de Bachelor (ci-après TB) est réalisé en fin de cursus d’études, en vue de l’obtention du titre de Bachelor of Science HES-SO en Ingénierie de Conception. En tant que travail académique, son contenu, sans préjuger de sa valeur, n'engage ni la responsabilité de l'auteur, ni celles du jury du travail de Bachelor et de l'Ecole. Toute utilisation, même partielle, de ce TB doit être faite dans le respect du droit d’auteur. HEIG-VD Le Chef du Département Yverdon-les-Bains, le 21 avril 2021 OLIVEIRA MOREIRA Rui Page 2 sur 75
Patch de réparation matière composite Authentification Le soussigné, Rui Oliveira Moreira, atteste par la présente avoir réalisé seul ce travail et n’avoir utilisé aucune autre source que celles expressément mentionnées. Yverdon-les-Bains, le 21 avril 2021 Rui Oliveira Moreira OLIVEIRA MOREIRA Rui Page 3 sur 75

Patch de réparation matière composite Table des matières 1 Entreprise Partenaire ............................................................................................................................................6 2 Introduction ..........................................................................................................................................................6 2.1 Problématique/Besoin ..................................................................................................................................6 3 Cahier des charges ................................................................................................................................................7 3.1 Dommages ....................................................................................................................................................7 3.1.1 Dommage de type A .............................................................................................................................8 4 Théorie ..................................................................................................................................................................9 4.1 Fibres ............................................................................................................................................................9 4.1.1 Fibre de verre........................................................................................................................................9 4.2 État de l’art .................................................................................................................................................11 4.2.1 Matrice organique thermodurcissable ...............................................................................................12 4.3 Calculs Théoriques ......................................................................................................................................13 5 Matériaux et méthode ........................................................................................................................................14 5.1 Démarche ...................................................................................................................................................14 5.1.1 Outils utilisés.......................................................................................................................................14 5.1.2 Technique ...........................................................................................................................................15 5.2 Caractérisation du matériau de base .........................................................................................................16 5.3 Dimensionnement de la conception du patch de réparation ....................................................................17 5.4 Renforts ......................................................................................................................................................18 5.5 Présélection des résines .............................................................................................................................19 5.6 Prégel utilisé pour remplir les fissures .......................................................................................................20 5.7 Résines sélectionnées .................................................................................................................................21 5.7.1 Walter Mäder .....................................................................................................................................21 5.7.2 Suter Kunststoffe (SwissComposite) ...................................................................................................22 5.7.3 EasyComposite....................................................................................................................................23 5.7.4 WestSystem ........................................................................................................................................24 5.7.5 Solarez ................................................................................................................................................25 5.7.6 Kwasny ................................................................................................................................................27 5.8 Résumé des résines présélectionnées ........................................................................................................28 5.8.1 Conseils pour l’utilisation des résines.................................................................................................28 5.9 Méthodes de réparation.............................................................................................................................29 5.9.1 Description de la méthode .................................................................................................................30 5.9.2 Temps de gel des résines ....................................................................................................................32 OLIVEIRA MOREIRA Rui Page 4 sur 75
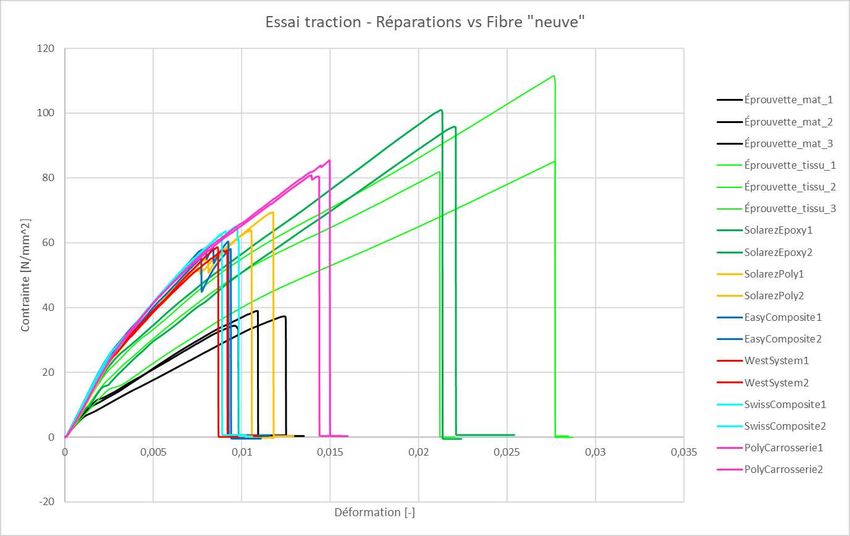
Patch de réparation matière composite 5.9.3 Fabrication des éprouvettes de référence avec produits utilisés aux CFF .........................................33 6 Résultats .............................................................................................................................................................34 6.1 Paramètres .................................................................................................................................................34 6.1.1 Résultat de la polymérisation des résines en pot ...............................................................................34 6.2 Caractérisation du matériau de base .........................................................................................................34 6.2.1 Résultat des éprouvettes issues de la toiture ....................................................................................34 6.2.2 Résultat des éprouvettes avec résine Walter Mäder .........................................................................36 6.2.3 Résultats des calculs ...........................................................................................................................38 6.3 Réparations sur éprouvettes Walter Mäder (tissu) ....................................................................................38 6.4 Réparations sur éprouvettes toiture ..........................................................................................................39 6.5 Éprouvettes « neuves » ..............................................................................................................................40 6.6 Pourcentage volumique de fibres par étape de fabrication.......................................................................41 6.7 Autre méthode - pourcentage volumique de fibres par étape de fabrication ...........................................42 7 Analyse ................................................................................................................................................................43 7.1 Caractérisation du matériau de base .........................................................................................................43 7.1.1 Résultats en traction ...........................................................................................................................43 7.2 Comparaison éprouvettes « neuves » ........................................................................................................44 7.3 Comparaison réparations vs matériau de base ..........................................................................................45 7.4 Choix intermédiaires...................................................................................................................................45 7.5 Comparaison 2èmes réparations et matériau de base ..............................................................................46 7.6 Comparaison globale ..................................................................................................................................47 8 Conclusion...........................................................................................................................................................48 9 Planning ..............................................................................................................................................................50 10 Table des Illustrations .........................................................................................................................................51 10.1 Liste des tableaux .......................................................................................................................................51 10.2 Liste des figures ..........................................................................................................................................51 11 Bibliographie .......................................................................................................................................................53 11.1 Littérature ...................................................................................................................................................53 11.2 Liens utiles ..................................................................................................................................................53 12 Annexe ................................................................................................................................................................55 OLIVEIRA MOREIRA Rui Page 5 sur 75
Patch de réparation matière composite 1 Entreprise Partenaire Ce travail a été développé pour, et en collaboration avec, la division Voyageurs de l’entreprise des Chemins de fer fédéraux, CFF. Les CFF, créés en 1902, sont la référence en Suisse en ce qui concerne le transport de personnes et marchandises par les voies ferrées dans le pays. L’État fédéral détient la totalité du capital de la société. Étant la principale entreprise ferroviaire en Suisse et comptant plus de 33'000 collaborateurs, l’entreprise aspire à l’innovation et à réaliser la mobilité de Figure 1 - logo SBB CFF FFS26 demain. Vincent Ducrot est le CEO actuel, entré au poste en avril 2020. Selon Vincent Ducrot, actuellement, les CFF ne disposent pas d’assez de trains de réserves et les investissements ne sont pas assez grands dans l’entretien de la flotte pour s’attendre à plus. Outre le manque d’investissement, il existe aussi un point qui peut toujours être revu à la hausse, la qualité. Ce point permet la réalisation de ce projet, qui vise à réparer temporairement un défaut pour permettre aux révisions, et réparations, planifiées d’avoir le temps suffisant à la réalisation d’un travail de qualité. 2 Introduction 2.1 Problématique/Besoin Certains accidents causent des dommages qui « handicapent » les véhicules, ils sont inutilisables jusqu’à ce que les composants soient réparés. Un patch applicable en un délais assez court permettrait aux composants d’être temporairement réparés, et ainsi, aux véhicules de continuer de tourner en attendant « sagement » leur révision respective dans les ateliers prévus à cet effet. Figure 2 - Dommage sur composant en composite MPRFV - BBA 20195617 (Fichier interne SBB-CFF- FFS) Figure 3 - Dommage sur composant en composite MPRFV - BBA 20195617 (Fichier interne SBB-CFF-FFS) OLIVEIRA MOREIRA Rui Page 6 sur 75

Patch de réparation matière composite 3 Cahier des charges • Réparation temporaire de dégâts (principalement de type A) présents sur composants en matière composite • Restaure l’intégrité structurelle afin d’éviter la détérioration du composite • Tenue du patch pour une exposition minimum équivalente à 6 mois et idéalement 12 mois • Définir une préparation de surface assurant l’adhésion • Résistance du patch seul supérieur ou égal au composite de base • Mise en œuvre par personnel certifié pour collage normé DIN 6701 (NTH) • Applicable dans un centre d’entretien • Applicable en une durée maximale de 4h (immobilisation du train) • Véhicule exploitable au maximum 24h après la réparation effectuée • Permet l’application de peinture avant début d’exploitation (aspect esthétique) 3.1 Dommages Les dommages sont classés selon un catalogue des défauts défini par l’entreprise (CFF). La désignation et classification des dommages est interne à l’entreprise. Seule la faisabilité concerne le patch et peut être sujet à des modifications. Tableau 1 - Types de dommages selon SBB-CFF Designation – type de dommage Classification Faisabilité Eviter dommage dommages suppl Fissures ou microfissures du gelcoat A Faisable ok 1 Dommage ou fissure de la peau extérieure A Faisable Ok 1 Dommage de la peau jusqu’à la mousse B Difficile 3 Délaminage de la peau extérieure B Difficile 3 Perforation de la peau et de la mousse C Très difficile Ok Dommage structurel – Structure instable (Cabine) D Difficile ok 3 Assainissement de la cabine E Très difficile Ok 9 Partie de fibre manquante (jupes) F Très difficile 9 Dommage dans une zone critique (trou de fixation G Très difficile 9 jupes) Perforation de la fibre (impacts traversants) H Très difficile 9 Infiltrations d’eau (mousse imbibée) I Difficile 3 Selon le cahier des charges, le patch doit réparer temporairement les dommages de type A. Les détails des réparations (Chap. 2.1) se trouvent dans le fichier de type BBA correspondant au numéro 20195617 – Réparation composants en composite MPRFV. (Fichier interne SBB-CFF) OLIVEIRA MOREIRA Rui Page 7 sur 75

Patch de réparation matière composite 3.1.1 Dommage de type A Procédure de réparation des dommages de type A. Ce type de dommage concerne les fissures et microfissures du gelcoat ainsi que des fissures sur la peau extérieure. 1. Fraiser ou meuler la fissure en profondeur afin de la supprimer complétement. 2. Retirer/souffler la poussière 3. Dégraisser4 4. Injecter la colle6 sur la saignée 5. Laisser bien déborder la colle6 afin de former un bourrelet sur la zone à réparer. Cela évite ainsi le retrait de la colle6 lors du séchage et la formation de cratères. 6. Placer un scotch orange par-dessus la colle6 afin d’éviter le Figure 4 - Photo fissure SBB-CFF fluage (pour les surfaces inclinées) 7. Laisser sécher au moins 8 heures à température ambiante. Le temps de polymérisation complet de la colle6 pour une adhérence optimale est de 48/72 h Retirer le scotch orange et poncer le surplus de colle6 afin d’obtenir une surface plane 3.1.1.1 Observation Le fait de se focaliser sur la réparation de type A, n’empêche pas un certain degré d’efficacité du patch à « freiner » ou à réparer temporairement d’autres types de dommages apparaissant, ou se propageant, sur les pièces en composite fibre. Figure 5 - Différents types de dommages rencontrés sur pièces composites [Torres, 1986] 1 OLIVEIRA MOREIRA Rui Page 8 sur 75
Patch de réparation matière composite 4 Théorie 4.1 Fibres Les composites gagnent peu à peu du terrain sur les matériaux métalliques mais le marché des matériaux composites tels que la fibre de verre reste encore faible face aux métaux. Néanmoins, les composites (base et haute performance) restent l’avenir et seront probablement une très bonne alternative aux matériaux métalliques dont les sources premières s’épuisent de plus en plus vite. L’électronique, le bâtiment, l’industrie mais principalement l’automobile constituent la grande partie du marché des matériaux composites. Or ce n’est pas forcément dans ces domaines que les avancées technologiques se font ressentir le plus. L’aéronautique, l’industrie du sport, l’industrie spatial et quelques autres secteurs utilisent presque uniquement des matériaux composites à hautes performances, et ce sont eux qui requièrent un savoir- faire et une maîtrise accrus. Il est intéressant de noter que malgré un pourcentage de production très faible (1% de la production globale de composites – en France), le chiffre d’affaires concernant les matériaux composites à hautes performances reste bien supérieur à ce pourcentage. Cela est dû aux investissements nécessaires pour les recherches et le développement de tels matériaux. Les matériaux composites ont l’avantage d’être très légers flexibles et résistants (corrosion incluse). Les composites peuvent être constitués de différents genres de fibres, tels que : le verre ; le carbone ; organiques ; oxydes ; le carbure de silicium… Chacune possède des propriétés et des fonctionnalités différentes. Les fibres peuvent être utilisées pour renforcer, presque, n’importe quel matériau existant. 4.1.1 Fibre de verre La production de fibres de verre (en particulier) a débuté en 1930 aux États-Unis. Jusqu’au début des années 2000, 99% des renforts en composite sont faits à base de fibres de verre. 4.1.1.1 Composition chimique La composition chimique de la fibre de verre est plutôt complexe et variée mais les éléments de base sont les suivants : • Silice (SiO2) – ayant une température de fusion → 1'750 [°C] La silice est l’élément principal du mélange. • Oxyde de Sodium (Na2O) • Oxyde de potassium (K2O) • Fluor (F) • Oxyde de Calcium (CaO) • Oxyde de Magnésium (MgO) • Oxyde de Bore (B2O3) Le mélange des différents éléments fait chuter la température de fusion à 1'200 [°C] • Alumine (Al2O3) L’ajout d’alumine permet de modifier et stabiliser les propriétés physiques de la structure. OLIVEIRA MOREIRA Rui Page 9 sur 75
Patch de réparation matière composite 4.1.1.2 Types Il existe plusieurs sortes de fibre de verre, chacune à ses avantages et ses inconvénients, et par conséquent leurs utilisations différent. • Type E – Utilisé pour la création de renforts ; Possède de bonnes propriétés électriques ; Densité et module de Young similaires à l’Aluminium (Al). (E – Electric) • Type S – Utilisé pour des structures à hautes performances en verre résine. Possède plus d’Alumine que les fibres de Type E ; Meilleures propriétés mécaniques. (S – Strength, force) • Type R – Utilisé pour des structures à hautes performances en verre résine. Possède plus d’Alumine que les fibres de Type E ; Meilleures propriétés mécaniques. (R – Résistance) • Type C – Bonne résistance à la corrosion en milieux acides (C – Corrosion) • Type D – Applications Diélectriques (D – Diélectrique) Tableau 2 - Composition et propriétés des fibres de verre [2] Type de verre E S R C D SiO2 54 65 60 65 74 Al2O3 15 25 25 4 CaO 18 9 14 0,2 MgO 4 10 6 3 0,2 B2O3 8 5,5 23 F 0,3 Fe2O3 0,3 TiO2 0,1 Na2O 8 1,2 K2O 0,4 0,5 1,3 Propriétés Densité 2,54 2,49 2,49 2,49 2,16 Résistance (20°C) [Gpa] 3,5 4,65 4,65 2,8 2,45 Module élastique (20°C) [Gpa] 73,5 86,5 86,5 70 52,5 Déformation à la rupture (20°C) [GPa] 4,5 5,3 5,3 4 4,5 4.1.1.3 Structure La structure de la fibre de verre suit les étapes de fabrication suivantes : • filée à 1 ou 2 [mm] de diamètre • Filaments étirés pour diamètre final entre 5 et 15 [µm] • Fragiles et élastiques • Abrasives • Ensimage o Résine revêtue pendant le filage des fibres o Lubrifiant pour transformation en tissu o Adhésif avec la résine o Peut contenir un agent antistatique OLIVEIRA MOREIRA Rui Page 10 sur 75
Patch de réparation matière composite 4.2 État de l’art Comme ce qui a été dit dans le chapitre précédent, de nos jours la technologie concernant les matériaux composites, ne cesse d’évoluer. Des stratifiés composite peuvent avoir des caractéristiques similaires voire supérieures à certains métaux. Les fibres de verre se retrouvent le plus souvent sous la forme d’un drapage de fibres tissées ou non tissées (Mat). Figure 7 - Tapis - Mat de fibre de verre Figure 6 - Toile/Roving - tissu de verre ou carbone Le mat constitue un agglomérat de fibres de verre sans tissage ni orientation particulière. Il propose une déformation facile et une bonne résistance en compression. Le plus souvent, le mat est utilisé comme support dans une stratification. Il est disponible en plusieurs épaisseurs (p.ex. : 300g/m², 450g/m² et 600g/m²). La déformabilité dépendra de l’épaisseur du mat. La toile est tissée. Elle possède une bonne résistance en traction et en flexion. Par sa nature tissée, il existe un risque de délamination. La toile est souvent utilisée pour solidifier une stratification. Comme pour le mat, il en existe en plusieurs épaisseurs (p.ex. : 300g/m², 500g/m² et 800g/m²). Quel que soit le substrat utilisé, il faut une matrice pour servir de liant et rendre toute la structure (peau) solidaire. La matrice a pour but de transmettre les efforts mécaniques aux renforts. Il existe trois grandes familles de matrices : 1. Organiques – constitué de résine polymère, renfort en fibre de verre et/ou fibre de carbone. a. Thermoplastiques – longues molécules linéaires (liaisons faibles). Plus ductile que les thermodurcissables. b. Thermodurcissables – structure moléculaire tridimensionnelle (liaisons covalentes). Plus rigide et plus résistant que les thermoplastiques. Figure 8 - structure d'un stratifié en composite fibre24 2. Céramiques – céramique en matrice et en renfort 3. Métalliques – matrice en métal léger, renfort céramique ou métallique. OLIVEIRA MOREIRA Rui Page 11 sur 75
Patch de réparation matière composite Dans le cadre de ce travail, la peau étudiée possède une matrice organique thermodurcissable, c’est donc logique de s’y intéresser en priorité. 4.2.1 Matrice organique thermodurcissable Une matrice organique est une résine, mais, dans les résines aussi il existe différentes sortes : • Polyesters insaturés – utilisés le plus souvent avec la fibre de verre dans de diverses applications • Époxydes – bonnes caractéristiques mécaniques, utilisé pour des pièces que l’on veut performantes • Vinylester – plus adéquate pour résister aux « attaques » chimiques • Phénoliques – utilisé dans le transport civil par son ignifugation • Polymides – utilisé pour des applications à haute température (+300 °C) Les trois dernières sont des résines assez particulières et utilisables dans des situations bien spécifiques. Celles qui sont le plus intéressantes pour ce projet sont les résines polyester et les résines époxydes, utilisables pour des renforts en fibre de verre et/ou en fibre de carbone. • Résine Polyester – résine la plus répandue dans la fabrication de matériaux composites. Il s'agit d'une résine thermodurcissable liquide, à laquelle on ajoute des charges. Il s'agit en général de composites à faible coût. o Temps de traitement de la résine peut être déterminé par l’utilisateur o Le mélange avec le durcisseur peut varier (généralement de 1 – 2.5 %) o Relativement libre dans le choix du tissu de renfort o Ne convient pas aux surfaces lisses tel que le verre et le métal o Odeur distincte, forte et nécessite du temps pour la faire s’échapper. • Résine Époxyde – Utilisée pour le moulage, recouvrement, mastics, colles et remplissage. Polymère fluide thermodurcissable qui catalyse et devient solide. Pour s’affermir la résine nécessite un durcisseur. o Possède une grande résistance pour les hydrocarbures et les chimiques o Excellentes propriétés mécaniques o Adhérence sur énormément de supports • Résine UV – résine synthétique. Utilisable pour des bijoux, et petites surfaces pour scellement. Durcit rapidement à l’aide d’une lampe UV spéciale. Utilisable sans durcisseur. o Utilisable longtemps, durcissement avec lampe UV o Ne se conserve pas au-delà de 6 mois o Couches minces de 3 à 4 [mm]. (Nécessite plusieurs couches coulées pour des raisons de sécurité) OLIVEIRA MOREIRA Rui Page 12 sur 75
Patch de réparation matière composite 4.3 Calculs Théoriques Les éprouvettes sont soumises à une force de traction. La section de l’échantillon est tirée jusqu’à la rupture. La contrainte normale est calculée à l’aide de la formule suivante : = = ⋅ La force d’arrachement du patch, contrainte en cisaillement, doit être supérieure à la force de traction que le matériau de base est capable de subir. ⋅ > ⋅ ⋅ Le pourcentage volumique de fibre est donné par les formules suivante : = ∙ = ∙ = ∙ 100 = ∙ 100 + Pour définir l’épaisseur de la réparation nécessaire à ce que la contrainte normale exercée sur le patch ne soit pas supérieure à celle du substrat : Figure 9 - schéma réparation par patch - définir l'épaisseur34 1 ⋅ 1 ⋅ = 2 ⋅ 2 ⋅ OLIVEIRA MOREIRA Rui Page 13 sur 75
Patch de réparation matière composite 5 Matériaux et méthode 5.1 Démarche • Caractérisation du substrat de base • Analyse approfondie de la matière – pourcentage de fibre/résine - microscopie o Fabrication d’éprouvettes ayant un meilleur pourcentage fibre/résine o Caractérisation des éprouvettes o Analyse approfondie de la matière – microscopie – comparaison avec substrat de base • Dimensionnement du patch • Paramétrage o Sélection des résines ▪ Tests de polymérisation – définition des temps de gel – présélection des résines o Préparation de surface • Réparations • Caractérisation des éprouvettes réparées • Amélioration des éprouvettes pour les meilleurs candidats • Caractérisation des éprouvettes • Sélectionner choix finaux o Procédure complète pour le/les choix final/finaux 5.1.1 Outils utilisés Pour les éprouvettes (découpe, préparation, réparation) - Masque avec filtre - Perceuse-visseuse - Tenue de protection jetable - Ponceuse orbital - Gants jetables - Papier à poncer - Lunettes de protection - Outil multifonctions Dremel - Pinceaux - CNC (découpe précise) - Rouleau à débuller - Scie à vibration - Pistolet à mesure thermique - Balance - Pots jetables - Ciseau à tissu - Bâtons à mélanger - Feun - Scie à métaux - Pied à coulisse - Marqueurs indélébiles - Règle - Lampe UV - Scotch - Plastique de protection Pour les essais microscopiques - Produits pour enrobage manuel - Tables de polissage manuel - Microscope numérique Keyence Pour les essais de traction - Machine de traction Shimadzu AGS-X (20 [kN]) OLIVEIRA MOREIRA Rui Page 14 sur 75
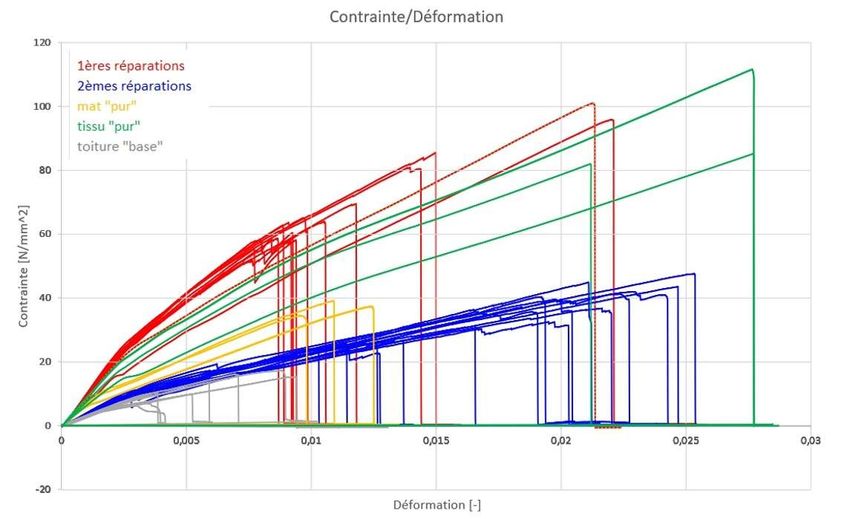
Patch de réparation matière composite 5.1.2 Technique 5.1.2.1 Microscopie Préparation des enrobages à froid avec le DEMOTEC 35 Pour un moule d’enrobage de 30 mm de diamètre : 1. Préparer environ 18 ml de poudre + 7.5 ml de liquide dans des récipients séparés. 2. Verser d’abord le liquide, puis la poudre dans le gobelet prévu à cet effet, puis couler la résine dans le moule. 3. Temps de polymérisation : environ 10 à 15 minutes. 4. Démouler. Figure 10 - produits d'enrobage et enrobage éprouvette Il est aussi possible de faire un enrobage avec une résine de polymérisation, époxyde ou polyester, avec les mesures et précautions nécéssaires pour un même résultat. Procédure de polissage Utiliser les tables de polissage, du disque avec le grain le plus grand jusqu’au plus fin pour un effet « miroir ». Figure 11 - Procédure de polissage de l'enrobage Utilisation du microscope Le microscope numérique Keyence permet une luminosité différente et, dans ce cas meilleur que sur un microscope classique, ce qui permet d’avoir une bonne vision des détails de l’échantillon. Figure 13 - vue microscope "classique" Figure 12 - vue microscope numérique (Keyence) Les fibres retenues dans la résine se distinguent plus clairement sur le microscope numérique. Remarque : Les images ne sont pas à la même échelle. OLIVEIRA MOREIRA Rui Page 15 sur 75
Patch de réparation matière composite 5.1.2.2 Essais de traction Une fois les éprouvettes découpées et prêtes pour l’essai de traction, il faut les fixer dans la machine de traction. Le choix de la méthode est important. Une vitesse de traction trop élevée risque de négliger certaines réactions de l’éprouvette, il faut privilégier une vitesse plus lente pour que le graphique démontre la vraie évolution de la matière en fonction de l’évolution de la force de traction. La vitesse utilisée dans ce projet est de 5 [mm/min] en traction simple. La zone de l’éprouvette qui sera en course est définie par des standards. Il est primordial d’avoir une zone d’accroche suffisante pour éviter que l’éprouvette glisse ou que cela fausse les résultats. Dans ce projet la zone de course était de 250 [mm] pour une partie des éprouvettes et de 200 [mm] pour les autres. Les tab, zone d’accroche, ayant en moyenne une Figure 14 - Photo essai de traction longueur de 30 [mm]. 5.2 Caractérisation du matériau de base La définition des caractéristiques de base de la matière constituant la peau des composants de train a été faite en plusieurs étapes. À la suite des essais de traction sur les éprouvettes préalablement découpées d’un capot de toiture usé, il s’est avéré intéressant de vérifier la constitution au microscope. L’analyse microscopique de la structure de la peau a donné des informations importantes pour comprendre les résultats obtenus lors des essais de traction. Figure 15 - Découpe des éprouvettes dans le morceau de toiture Pour créer un patch plus robuste et similaire aux réparations effectuées en interne (lors de la révision des véhicules), des éprouvettes utilisant les deux renforts disponibles aux CFF ainsi que leur résine de réparation (matrice) ont été fabriquées. Figure 16 - Éprouvettes fabriquées en résine et renfort disponibles dans les ateliers CFF Une deuxième analyse microscopique permet la comparaison entre les deux peaux. La caractérisation se termine lorsque toutes les informations requises à la fabrication du patch sont obtenues et que ces informations peuvent être utilisées pour la validation des réparations avec les différents candidats. OLIVEIRA MOREIRA Rui Page 16 sur 75
Patch de réparation matière composite 5.3 Dimensionnement de la conception du patch de réparation Le dimensionnement du patch prend en compte les données obtenues lors de la caractérisation du matériau de base. Dans notre cas, les pièces étudiées à la base sont relativement faibles en fibres et ne correspondent que partiellement à ce qui se fait actuellement au sein de l’entreprise SBB-CFF (beaucoup de composants ont été réparés par endroit et possèdent donc un pourcentage de fibre plus élevé à l’emplacement des réparations). Le patch se veut apte à réparer le composant en composite, qu’il ait été réparé lors d’une révision ou encore totalement conforme à l’origine de sa fabrication. Les données prises en compte sont donc celles obtenues pour une peau de réparation, constituée par le tissu avec pontage et la résine utilisés par les CFF. Données qui sont issues des tests de traction effectués sur les éprouvettes de la peau de réparation. Les formules contenues dans le chapitre 4.3 : ⋅ > ⋅ ⋅ Permet de calculer l’aire de collage nécessaire au patch pour une certaine valeur de contrainte en cisaillement dynamique. Cette valeur est donnée par Scotch Weld2, qui sert ici de référence avec une valeur fournie sur un produit équivalent : = 30 [ ] Si on considère un facteur de sécurité de 2, notre contrainte est divisée par ce même facteur : = 15 [ ] La contrainte normale, est une moyenne des valeurs obtenues graphiquement : ≅ 120 [ ] = 1.6 [ ] = 25 [ ] Avec les données précédentes il est possible de calculer l’aire de collage : ≅ 320 [ 2 ] La longueur de réparation est donc : ≅ 12.8 [ ] En appliquant la formule concernant les épaisseurs de substrat et de réparation : 1 ⋅ 1 ⋅ = 2 ⋅ 2 ⋅ Sachant que la largeur est la même pour les deux parties de la réparation. En utilisant la valeur de contrainte obtenue pour une peau à 40%, pour simuler la contrainte du patch : 1 = 200 [ ] Et la valeur utilisée précédemment pour mais en 2. De même pour 2 = . 1 = 0.96 [ ] Cette valeur correspond à l’épaisseur de patch pour une réparation de l’éprouvette fabriquée aux CFF. Ces valeurs suffisent pour un dimensionnement sommaire de la réparation. Les résultats pratiques permettent de vérifier la théorie. OLIVEIRA MOREIRA Rui Page 17 sur 75
Patch de réparation matière composite 5.4 Renforts Tableau 3 - Matériel CFF – tissu et mat Position Matériel Fabriquant N° fournisseur N° article SBB Quantité 1. Mat 150 [g/m2] SwissComposite 190.0812 2 Mat 450 [g/m ] SwissComposite 501.1450 2. Tissu de verre avec pontage SwissComposite 190.1158 Utilisation de mat et tissu pour la fabrication d’éprouvettes équivalentes aux réparations faites lors de la réparation des composants en composite au sein des CFF. Produits fournis par les ateliers CFF. Figure 17 - description du pontage (Swiss Composite) Le tissu utilisé pour les réparations par la suite est du même grammage que celui utilisé par les CFF mais il ne possède pas de promoteur d’adhérence. Ceci permet au tissu de bien fonctionner avec tous les types de résines et non pas seulement avec des résines spécifiques au pontage. OLIVEIRA MOREIRA Rui Page 18 sur 75
Patch de réparation matière composite 5.5 Présélection des résines La matrice en résine qui compose la peau du patch doit « obéir » à certains critères. Ces critères permettent de faire un premier tri parmi la vaste quantité de résines présentes dans le marché. Le premier critère qui délimite le champ de recherches est contenu dans le chapitre 4.2.1. Pour que cela convienne au projet, la résine doit être, en priorité, de nature époxyde ou polyester. Ensuite, le cahier des charges permet de rédiger les critères suivants : Tableau 4 - critères de présélection des résines caractèristiques voulues applicable par des températures variables entre 0 et 40 °C si nécéssaire, chauffer pour atteindre le TG température de durcissement ne doit pas dépasser les 80 °C Critères de sélection vie en pot - avoisinant les 30 minutes - marge de manœuvre pour le collaborateur traitement de surface nécéssaire temps de durcissement (80%) ne doit pas dépasser 24h température de service en dessous des 80°C Le dernier point de la présélection sont la disponibilité et la similitude entre les produits. Le projet ayant une durée déterminée, il est impératif de s’assurer que les produits arriveront dans des délais et quantités raisonnables pour procéder aux tests. Les différentes entreprises qui proposent des résines ont souvent leurs propres formules mais finalement, la résine de l’entreprise x aura les mêmes caractéristiques que celle de l’entreprise y, avec une dénomination différente. Tous ces points permettent d’avoir des produits variés disponibles pour les sessions de test et classement des futurs candidats. OLIVEIRA MOREIRA Rui Page 19 sur 75
Patch de réparation matière composite 5.6 Prégel utilisé pour remplir les fissures Figure 18 - propriétés prégel Solarez Ce produit réagissant aux UV est très pratique pour tenir le délai imposé pour la réparation. Il se polymérise très vite au contact des rayons UV, environ 3 min. Contient directement des morceaux de fibre de verre, comme un prégel « classique ». OLIVEIRA MOREIRA Rui Page 20 sur 75
Patch de réparation matière composite 5.7 Résines sélectionnées 5.7.1 Walter Mäder Résine actuellement utilisée dans les ateliers CFF, d’Yverdon, pour la réparation de composants en matière composite. Résine de type Polyester qui est directement pré-accélérée, le durcisseur est rajouté à hauteur de 2% selon des tests faits à l’interne (CFF). Dénomination résine : Giralithe® Ditra GL 2109-10 XP white 3010 Description contenue dans la documentation interne à l’entreprise : Tableau 5 - Matériel CFF - résine Position Matériel Fabriquant N° fournisseur N° article SBB Quantité 1. Giralithe Ditra GL 2109-10/11 (base) Walter Mäder AG 923.3.0.0001 .. Kg NUVOCURE ME 60-210 (durcisseur) Walter Mäder AG 891.3.0.0001 HW 25 Kg Beschleuniger N / 0,4% CO Walter Mäder AG 892.0.0.0001 .. Kg (accélérateur) Description Base Ratio Durcisseur Ratio Accélérateur Ratio Giralithe Ditra GL NUVOCURE ME Beschleuniger N / 0,1 – 0,5 % Résine 100 gr. 1,5 % 2109-10/11 60-210 0,4% CO Idéal 0,45 % Figure 19 - propriétés résine Walter Mäder OLIVEIRA MOREIRA Rui Page 21 sur 75
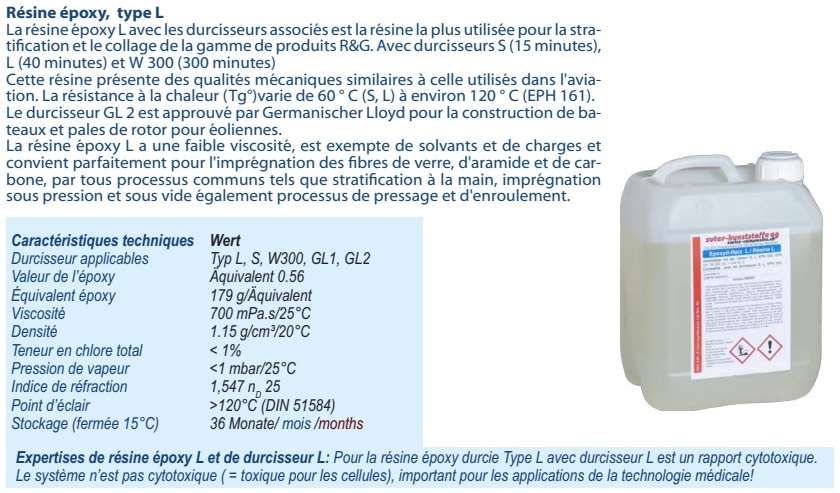
Patch de réparation matière composite 5.7.2 Suter Kunststoffe (SwissComposite) Résine déjà présente dans le laboratoire utilisé pour le projet et malgré tout un choix intéressant car, elle correspond bien au cahier des charges. Dénomination résine : Résine époxyde L Figure 20 - propriétés résine Swiss Composite32 Dénomination durcisseur : Durcisseur S Figure 21 - Propriétés durcisseur Swiss Composite32 Figure 22 - Caractéristiques R+D Swiss Composite32 OLIVEIRA MOREIRA Rui Page 22 sur 75
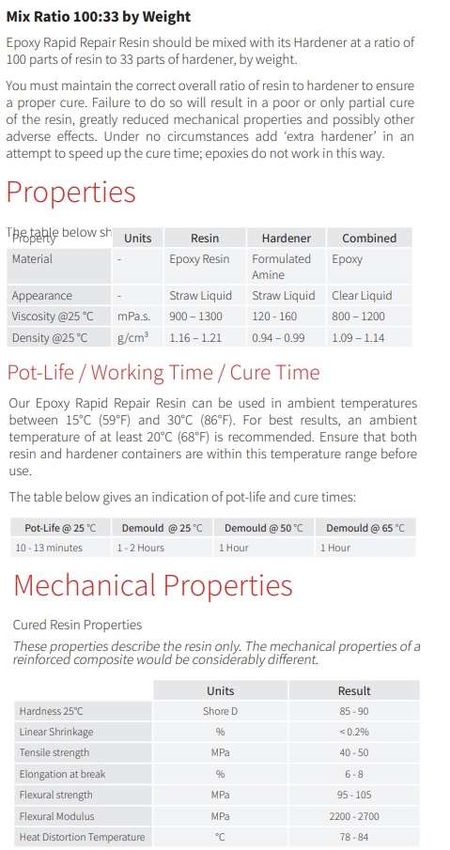
Patch de réparation matière composite 5.7.3 EasyComposite Autre résine époxyde, différente de la résine de chez Swiss Composite, et qui semble aussi être un bon candidat selon les critères. Dénomination Résine et Durcisseur : Résine et durcisseur Epoxy Rapid Repair Figure 23 - Propriétés résine et durcisseur Easy Composite29 OLIVEIRA MOREIRA Rui Page 23 sur 75
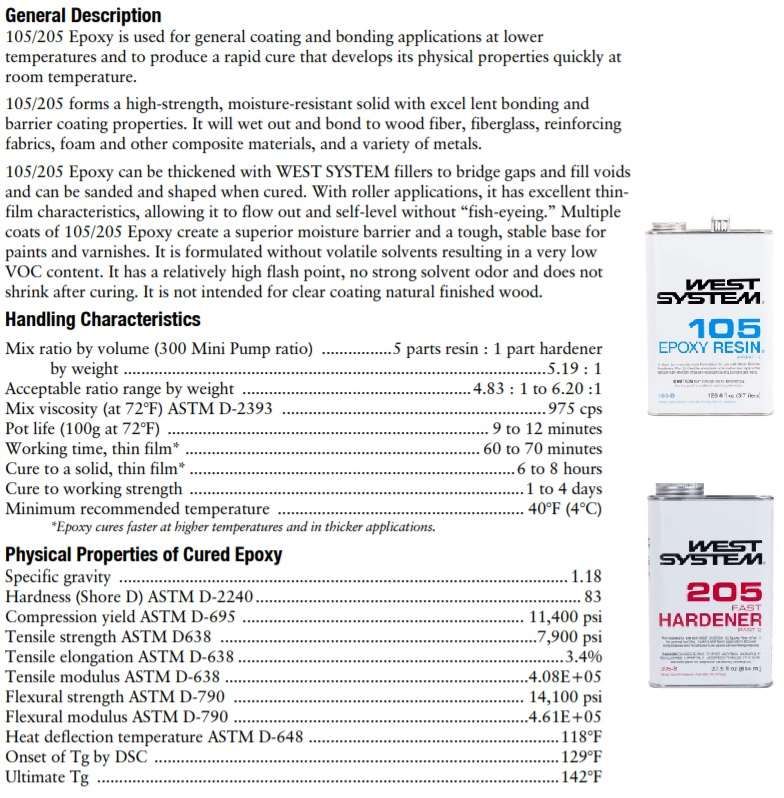
Patch de réparation matière composite 5.7.4 WestSystem Troisième résine époxyde, un produit de chez West System qui ont une très bonne réputation sur le marché et dont un des produits correspond bien aux critères. Dénomination Résine et Durcisseur : Résine époxyde 105 et durcisseur rapide 205 Figure 24 - propriétés résine et durcisseur West System31 Reconversions utiles : 1 [Psi] = 0,00689476 [MPa] (1 [°F] − 32) × 5/9 = -17,22 [°C] 1 [cps] = 0.1 [Pa*s] OLIVEIRA MOREIRA Rui Page 24 sur 75
Patch de réparation matière composite 5.7.5 Solarez Solarez est une entreprise américaine spécialisée dans le traitement de planches de surf, une grande partie de leurs produits sont destinés à ce secteur-là. Mais leurs produits ont une particularité qui est un facteur non négligeable dans ce projet, leur temps de polymérisation est extrêmement rapide car, certaines résines proposées par Solarez sont des résines réagissant aux UV et qui ne nécessitent pas de rajout de matière (durcisseur). Ce sont ces résines aux UV qui sont sélectionnées, sous forme de kits de réparation, époxyde et polyester. Les pots de résine sont assez difficiles à se procurer en Suisse mais les kits de réparation, très complets, ont quelques revendeurs dans le pays. (exemple : Cloud-9.ch) Dénomination de la résine : Résine Polyester Dual-Cure Figure 25 - Propriétés résine et kit Polyester Solarez28/33 OLIVEIRA MOREIRA Rui Page 25 sur 75
Patch de réparation matière composite En plus du kit contenant la résine polyester, un kit équivalent contenant une résine époxyde est aussi un bon candidat. Cette résine, contrairement à la résine polyester de chez Solarez, nécessite l’ajout d’un durcisseur. Dénomination de la résine et durcisseur : Kit époxyde Wahoo 2 parties Figure 26 - Propriétés résine et kit époxyde Solarez28/33 OLIVEIRA MOREIRA Rui Page 26 sur 75
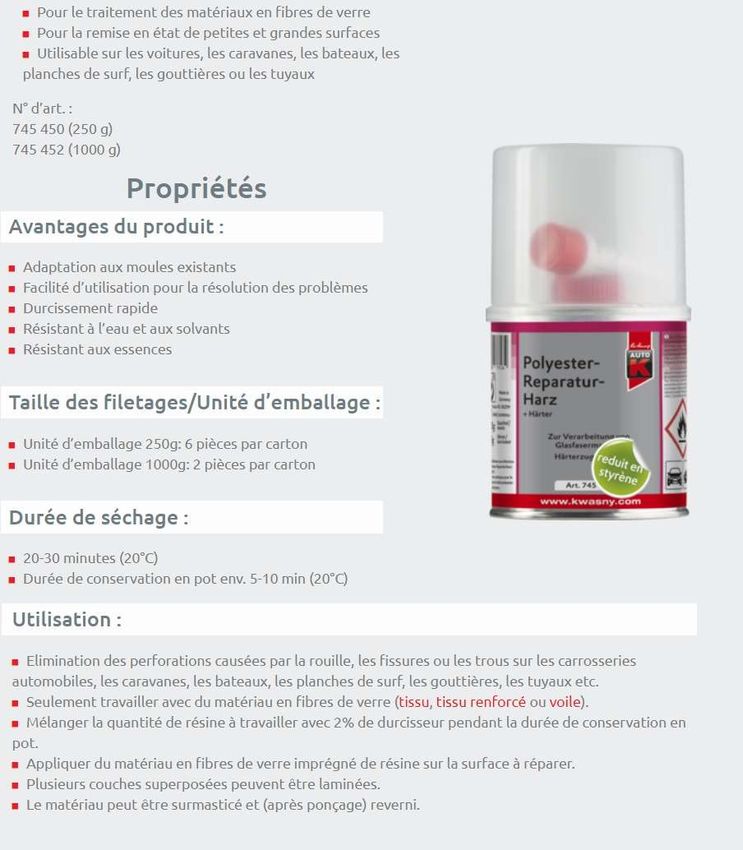
Patch de réparation matière composite 5.7.6 Kwasny Cette dernière résine choisie est une résine polyester, de la gamme auto-K de chez Kwasny, qui se trouve dans une grande majorité des revendeurs de produits de bricolage. Son utilisation première est la carrosserie automobile, il semble donc très intéressant de la tester pour voir si une résine aussi facile à se procurer pourrait correspondre au patch de réparation. Dénomination de la résine et durcisseur : Auto-K résine polyester de réparation Figure 27 - propriétés résine polyester Kwasny30 OLIVEIRA MOREIRA Rui Page 27 sur 75
Patch de réparation matière composite 5.8 Résumé des résines présélectionnées Tableau 6 - résumé des résines Temps de Temp. de Fabricant Désignation Type Durcissement travail service Swiss Composite Harz L + Härter S époxyde 15 min 16 - 24h 60°C west harz 105 + härter 6-8h (1-4 jours West System époxyde 9-12 min - 205 le total) Acrylic modified Solarez acrylic poylesther UV polyester or epoxy resin Solarez epoxy resin époxyde Giralithe ditra 2109-10 Walter Mäder polyester 18-23 min < 89°C xp / 2109-11 xp kit reparation et résine Easy Composite époxyde 15 min 1-2h ? reparation 15min Kwasny polyesther rapide polyester 4-7 min 20-30min Figure 28 - Photo des produits présélectionnés 5.8.1 Conseils pour l’utilisation des résines Certaines résines ont un temps de polymérisation à la base plus long que celui qui est nécessaire pour ce projet. Il est conseillé d’utiliser un foehn/lampe chauffante pour activer plus rapidement les polymérisations des différentes résines, en particulier les résines époxy testées. Ne pas oublier de contrôler cette température de chauffe à l’aide d’un thermomètre laser. Il ne faut pas dépasser les 80 °C ou la mousse contenue dans la peau sandwich de la toiture risque de se délaminer. OLIVEIRA MOREIRA Rui Page 28 sur 75
Patch de réparation matière composite 5.9 Méthodes de réparation Plusieurs méthodes de réparation peuvent s’adapter à une réparation par patch. Ces méthodes ne présentent pas de grandes différences et peuvent toutes bien convenir à notre cas. Pour certains types de peaux une ou l’autre présentera des meilleurs atouts mais ce n’est pas le cas pour ce projet. • Réparation échelonnée Ponçage échelonné du substrat et plis de fibre échelonnés pour la réparation. Figure 29 - Exemple de réparation par patch (stepped) [Airbus, 2006] Figure 30 - Schéma réparation échelonnée (https://www.wikiwand.com/en/Composite_repair)1 • Réparation par patch échelonné Ponçage du substrat sans faire d’échelons. Figure 31 - Schéma réparation par patch échelonnée (https://www.wikiwand.com/en/Composite_repair)1 • Réparation par patch (surépaisseur) Remplir le trou et refaire une peau par-dessus. Figure 32 - Schéma réparation par patch - surépaisseur (https://www.wikiwand.com/en/Composite_repair)1 La méthode choisie pour ce projet est celle de la surépaisseur, mais sous un format légèrement différent. OLIVEIRA MOREIRA Rui Page 29 sur 75
Vous pouvez aussi lire