Séance 5 - L'organisation de la production - FIMI - Connaissance de l'entreprise 2018-2019 - Moodle
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Séance 5 – L’organisation de la production FIMI - Connaissance de l’entreprise 2018-2019
Objectifs de la séance
L’organisation de la production :
Comprendre comment l'entreprise organise la production
pour créer de la valeur
• Analyse des entreprises comme système de production
• Les modes de production
• Les facteurs de production
• Organisation de la production :
• Division du travail, Taylorisme (OST), Fordisme, Toyotisme,
Lean Management, Industrie 4.0
• Le rôle de l’ingénieur dans le processus de production
2 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray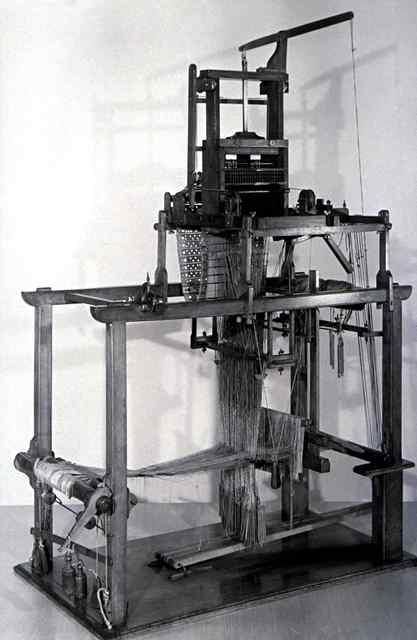
Un organigramme fonctionnel type d’entreprise
industrielle
Président Conseil d’administration
Directeur général
Dir Dir Dir Marketing / Dir Syst. Dir Qualité Dir Industriel
RH Financier Commercial Information
R&D – Bureau d’Etudes
Supply Chain
Industrialisation & Méthodes
Production
Ou
Dir Achats Achats - Approvisionnement
Planning - Ordonnancement
Fabrication - Maintenance
Stocks - Expéditions
3 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray
Quel mode de production choisir ?
• Matrice produit-procédé - Hayes & Wheelwright (Harvard 1979)
corrélation entre le cycle de vie des produits (Marketing) et le
processus de fabrication
4 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray
5 types de production
• Par projet : la fabrication se concentre sur un ou quelques produits uniques,
souvent complexes et de grandes dimensions. Les délais de production sont
élevés.
Exemples : grands travaux, maintenance aéronautique, ....
• Fabrication unitaire en atelier : produit unique fabriqué en atelier spécialisé
répondant à une demande exceptionnelle, unique ou ponctuelle.
Exemples : artisanat, fabrication d'outillages spéciaux ou de gabarits de
montage.
• Par lots : fabrication de produits similaires sur une base répétitive en volume
important. Le travail est découpé en opérations élémentaires sur des postes
différents, cependant non dédiés à la réalisation de ce produit (ce qui explique
les lots). Le flux est discontinu (interruption entre 2 lots).
Exemples : ateliers mécaniques ou de chaudronnerie, menuiserie,
équipements de maison.
5 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray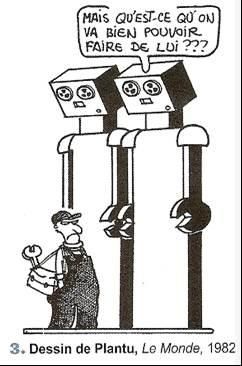
5 types de production
• En ligne : produit de faible variété et de très grand volume nécessitant un
investissement important. Le flux de production est continu sur des durées
importantes.
Exemples: chaîne de montage type automobile / aéronautique
• En process : il s'agit d'une fabrication en flux continu de transformation de
la matière première avec peu d'intervention humaine. Les investissements
sont très importants.
Exemple : raffinerie, sucrerie, sidérurgie, papèterie.
Le lean manufacturing s'adresse plus particulièrement à la fabrication par
lot et en ligne : il vise à fluidifier les flux, réduire les temps de production et
diminuer les volumes des séries.
En ce sens, le lean introduit un sixième type de fabrication permettant de
combiner les bénéfices de la production par lot (flexibilité « produit ») avec
les bénéfices de la chaîne (bas coûts et délais réduits), d'allier flexibilité et
bas coût en visant une "production personnalisée de masse".
6 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray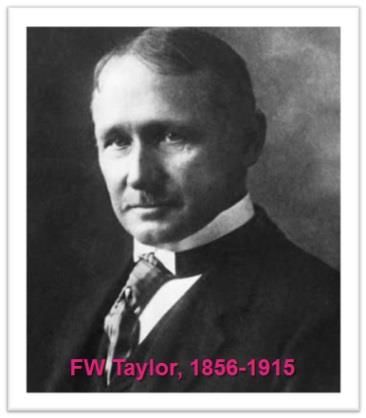
Economie: Les facteurs de production
On distingue 2 facteurs de production principaux :
Le travail (main d'œuvre)
Le capital fixe (moyens de production relativement durables, c'est-à-dire
dépassant la durée du cycle de production)
Rôle de l'entrepreneur : choisir une combinaison productive (combinaison
des facteurs de production) adéquate
Fonction de production : Y = f (L, K)
avec Y = production, L = travail et K = capital
Si L et K peuvent être remplacés l'un par l'autre, les facteurs de production
sont dits substituables; sinon ils sont complémentaires
le choix de la combinaison productive dépend notamment du coût
respectif des facteurs (mais aussi d’autres aspects stratégiques: visibilité
flexibilité, …)
Historiquement il existe une tendance à la substitution du capital au
travail (on remplace l'homme par la machine)
augmentation de l'intensité capitalistique
7 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray
La productivité
L'organisation de la production permet d'augmenter la productivité et
de diminuer les coûts
Productivité = indicateur d’efficacité de la combinaison productive
Productivité d’un facteur = quantité de biens obtenue pour
chaque dose de ce facteur, les autres restant constants.
La mise en place de la division du travail (spécialisation) a permis la
réalisation de gains de productivité
La spécialisation dans l’entreprise et par entreprise conduit au
développement des échanges
! Le coût de production n’est pas le seul critère de performance
d’une entreprise
8 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray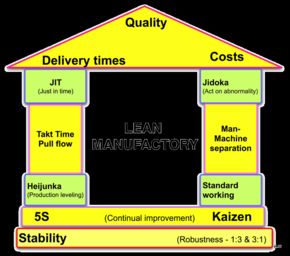
Histoire de l’organisation de la production
Situation de référence : Adam Smith (1723-1790)
observateur de la Révolution industrielle,
et « père de l’économie politique »
L’exemple de la manufacture d'épingles
dans « Recherche sur la nature et les causes de la richesse des
nations » (1776)
9 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production :
Le Taylorisme
Frederick Winslow Taylor (1856-1915)
Théorise la division du travail dans le cadre de l'OST (l'Organisation
Scientifique du Travail) pour augmenter la productivité du travail et le
contrôle du travailleur (The Principles of Scientific Management - 1911)
division horizontale du travail : décomposition du processus de
production en une succession de tâches élémentaires distinctes,
dont la réalisation peut être rendue la plus efficace possible (« The
one best way » + contrôle des temps + salaire au rendement)
division verticale du travail : hiérarchie des fonctions et des
responsabilités de la direction jusqu'à l'ouvrier
- Il est à l’origine de l’ingénieur « Méthodes »
- le temps de travail (3000h/an vers 1830) a été pratiquement
divisé par 2 en 150 ans)
- l’OST a permis l’accès à l’emploi de personnes non qualifiées
10 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production :
Le Fordisme
Henry Ford (1863-1947)
Perfectionne le système de Taylor dans l'automobile en introduisant
le travail à la chaine (pièces transportées sur un convoyeur)
Accroissement des gains de productivité
standardisation des produits
Programmation de la production
11 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production : Le Fordisme
Sur le plan (macro)économique le fordisme va de pair avec
• La production de masse
• L’accroissement des salaires (« five dollars a day »)
• Une consommation de masse
Dynamique socioéconomique du fordisme :
• "Cercle vertueux de la croissance" pendant les "Trente Glorieuses":
Augmentation de la production Hausse du niveau de vie
des ménages
• Transformation profonde des modes de vie : allégement des tâches
domestiques grâce aux équipements électroménagers,
développement de la civilisation de l’automobile, des moyens de
communication de masse, radio, télévision, etc.
12 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production : Les
limites de l'OST*
* Organisation Scientifique du Travail
Charlie Chaplin dans « Les
temps modernes » (1936)
• Résistance des salariés, travail peu gratifiant et peu motivant
Absentéisme, turn-over, accidents du travail
• Baisse des gains de productivité
Remise en cause du "compromis fordiste"
Fin du cercle vertueux des "Trente Glorieuses"
• Forte rigidité des processus productifs et standardisation des
produits
Inadapté au raccourcissement des cycles de vie de produits et à
la personnalisation de la demande de produits
13 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production :
Deming et le Toyotisme
W. Edwards Deming (1900-1993): à partir de 1950, il a
enseigné aux dirigeants des grandes sociétés japonaises
comment améliorer la conception, la qualité, en faisant appel
à diverses méthodes, dont les méthodes statistiques:
La démarche Qualité: améliorer les processus plutôt que
développer le contrôle, la roue de Deming
Mise en place à partir des années 1970 de nouvelles formes d'organisation de la
production:
Le Toyotisme est une forme d'organisation du travail dont l'ingénieur japonais
Taiichi Ôno (1912-1990) est considéré comme l'inventeur chez Toyota:
Système de Production de Toyota (ou TPS Toyota Production System):
des principes et objectifs dont la mise en œuvre s’appuie sur des
briques-outils/méthodes: le juste à temps, le kaizen, les cercles de qualité,
les 5 zéros (zéro stock, zéro défaut, zéro panne, zéro délai, zéro papier), le
kanban, SMED, Poka Yoke, …
14 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production : du
Toyotisme au Lean Management
Lean management : concept des chercheurs américains J Krafcik (MIT 1988
« Triumph of the Lean Production System »), puis J Womack et al (1990 « The
machine That Changed the World ») qui se sont penchés sur la success story du
"Toyota Productive System" (TPS)
Lean manufacturing = « fabrication maigre, sans gras, usine frugale »
Chasse au gaspillage de temps et de ressources
Participation de tous les salariés à l'amélioration continue (Kaizen)
Les 7 mudas (gaspillages): ce qui est fait mais qui n’ajoute pas de valeur
au produit): surproduction, attentes, transport, étapes inutiles, stocks,
mouvements inutiles, corrections/retouches.
On vise un système de production efficace (quantité, coûts, délais,
qualité) et efficient (économie de ressources)
C’est la recherche de l’optimisation de toute la chaîne de valeur
Focus sur le client: la valeur qu’il reconnaît et est prêt à payer
15 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production : du TPS au Lean
Management
La pensée lean repose sur deux concepts principaux:
- le juste à temps (JIT ou Just in Time)
- le jidoka (« automatisation à visage humain »)
16 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production : du TPS au Lean
Management (pour info)
Les principes du juste-à-temps : Les principes du jidoka :
- le temps Takt (produire au - la séparation de l'homme et de
rythme des ventes) la machine
- le lissage (heijunka) - les outils d'arrêt de production
- le flux continu en pièce à pièce au premier défaut (andon)
(« one-piece flow ») - les méthodes d'élimination des
- le flux tiré causes d'erreur (poka yoke)
- le changement rapide - les méthodes d'analyse de
d'outils (SMED) problème (« 5 pourquoi», roue
- l'intégration de la de Deming, 8D)
logistique. - la ré-ingénierie des
équipements de production.
17 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production : du Toyotisme au
Lean Management
• Le juste-à-temps : système de production qui vise à synchroniser et à
ajuster exactement le flux et le nombre des pièces avec le rythme de
montage
• Le kaizen : principe d’autonomisation des équipes chargées de définir les
temps standards de production et de se répartir les diverses opérations de
fabrication d'un produit afin de travailler plus efficacement et plus rapidement.
Principe d’amélioration continue du système
• L’autonomisation des machines : équipement des machines en dispositifs
d’arrêt, ce qui permet la surveillance de plusieurs machines par un même
opérateur
• Le kanban : système d’étiquettes qui indique le nombre de pièces à produire
ou à livrer, en évitant ainsi toute production excédentaire
• Le cercle de qualité : groupe de travail composé d’opérateurs et de cadres,
constitué autour des activités de kaizen (qualité, maintenance, sécurité, prix
de revient…)
• L'esprit d'équipe…
18 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayOrganisation de la production :
Limites/risques du Lean Management
Le Lean, ce sont des outils et des techniques, mais aussi des concepts
de management, d’organisation, de valeurs et de comportements
• Sa mise en œuvre est délicate: (conduite du changement / contraintes),
nécessaire cohérence (stratégie / opérationnel)
• La démarche participative des salariés peut être biaisée (si la direction est
focalisée sur les gains de productivité à court terme)
• Le lean peut provoquer une dégradation des conditions de travail :
intensification des cadences, troubles musculo-squelettiques ou
psychosociaux (surmenage, burn-out): > importance de « Muri » !
• Un retour au Taylorisme? Le lean conduit parfois à une plus grande
division du travail qui fait passer le savoir faire derrière la cadence
• Le lean peut s'accompagner d'un délitement des collectifs de travail suscité
par la logique du "flux tendu" et la mise en concurrence des sites de
production, des équipes, voire des individus dans la recherche de gains
de productivité
19 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayVers l’industrie 4.0 ou la quatrième
révolution industrielle
On parle aussi de smart industry, smart manufacturing, usine du futur, ou usine
intelligente
• Le concept d’industrie 4.0 tire ses origines d’une réflexion allemande achevée
en 2011. Cette réflexion lancée par le gouvernement de l’Allemagne, puis
menée par le monde universitaire de ce pays et les grands partenaires
industriels, portait sur l’avenir du secteur manufacturier.
• L’objectif est de définir les paramètres pouvant positionner le secteur
manufacturier allemand comme le plus performant en matière de productivité et
de flexibilité.
• L’industrie 4.0 ou quatrième révolution industrielle se caractérise
fondamentalement par l’automatisation, par une intégration des outils
numériques à la chaîne de valeur de l’entreprise, et leur utilisation optimale.
• Cela implique une redéfinition des métiers, l’exploitation et la gestion massive
des données, l’interconnexion des machines, la dématérialisation des canaux
de communication et de distribution et la restructuration de l’entreprise pour
une production flexible et personnalisée
Chaque usine doit se transformer en une usine connectée et
intelligente
20 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray21 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray
22 Connaissance de l’entreprise 2018-19 - Séance 5 - JF Doray
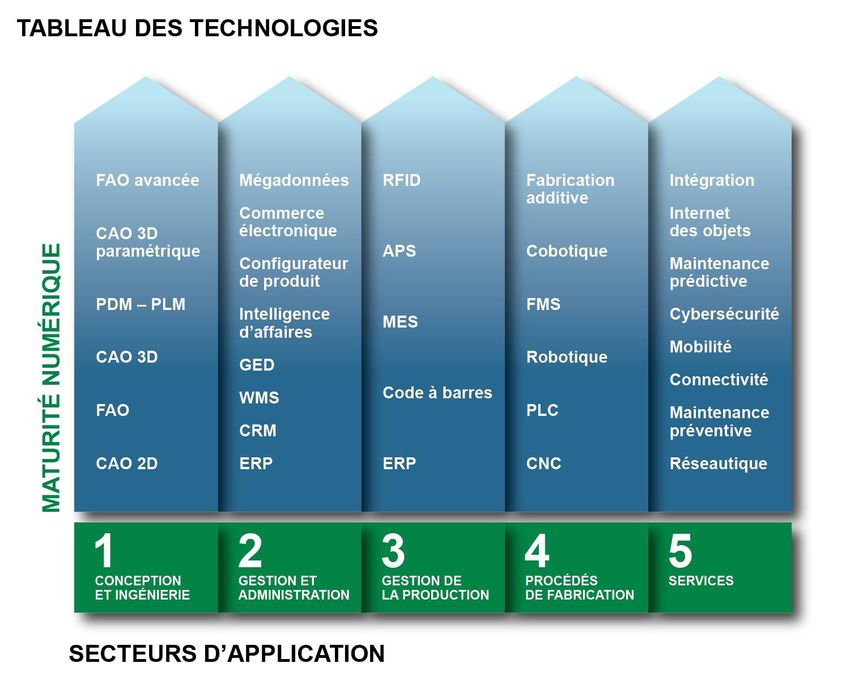
Lexique non exhaustif
• CAD (Computer Aided Design) CAO (Conception Assistée par Ordinateur)
• CAM (Computer Aided Manufacturing) FAO (Fabrication Assistée par Ordinateur)
• PLM (Product Lifecycle Management) Gestion du cycle de vie du produit
• PDM (Product Data Management)
• ECM (Electronic Content Management) GED (Gestion Electronique des Documents)
• WMS (Warehouse Management System)
• CRM (Customer Relationship Management) GRC (Gestion de la Relation Client)
• ERP (Enterprise Resources Planning) PGI (Progiciel de Gestion Intégrée)
• RFID (Radio Frequency IDentification)
• APS (Advanced Planning and Scheduling ou Advanced Planning Systems)
GPAO (Gestion de la Production Assistée par Ordinateur)
• MES (Manufacturing Execution System)
• GMAO (Gestion de la Maintenance Assistée par Ordinateur)
• Cobotique (domaine de la collaboration homme-robot, c'est à dire de l'interaction, directe ou
téléopérée, entre homme(s) et robot(s) pour atteindre un objectif commun
• FMS (Flexible Manufacturing System)
• PLC (Programmable Logic Controller) API (Automates Programmables Industriels)
• CNC (Computer Numerical Control) MOCN (Machine-Outil à Commande Numérique)
• IoT (Internet of Things) Internet des objets
23 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayLes enjeux et leviers d’action de la compétitivité
Quels sont les enjeux de compétitivité pour l’entreprise ?
Innovation - Différenciation - Augmentation des volumes - Productivité - Qualité
(performance/prix, service, fiabilité, réputation …)
Les pistes de réduction des coûts ?
Analyse de la valeur produit (Optimisation des spécifications attendues par le client) -
Réduction des coûts d’achat - Organisation du flux de fabrication - Lean Manufacturing -
Automatisation - Externalisation
Piste automatisation : quels sont les coûts en + ou en - ?
• + : Achats de machines et outillages (amortissement), renforcement compétences R&D,
méthodes, maintenance
• - : Réduction du nombre d’opérateurs
• ? Qualité, stocks, informatique, R&D (reconception produit)
Piste externalisation : quels sont les coûts en + ou en -?
• + : Renforcement compétences R&D, achats/approvisionnements (veille et évaluation
fournisseurs, négociation internationale, logistique), Qualité, ? finance/juridique (contrats,
assurances, changes); frais de déplacement
• - : Réduction du nombre d’opérateurs, méthodes, maintenance, coûts usine, taxes
24 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayCe qu’il faut retenir
• L’ingénieur est au cœur des enjeux du système productif
• Il n'existe pas de mode d'organisation optimal
• Les modes d'organisation de la production ont largement influencé
le rapport de l'homme au travail
• L'entreprise doit trouver un compromis viable:
• Economiquement (compétitivité)
• Socialement (fidéliser, former)
• Santé et Sécurité (attractivité, pénibilité, carrières longues)
• Qualité (produit, amélioration continue)
• Management des compétences (participation > motivation >
adaptation > évolution)
• Exemplarité, approche factuelle rigoureuse, communication
25 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayUne question récurrente
1801 - Métier Jacquard
Métier à tisser mécanique
programmable
par le lyonnais
Joseph Marie Jacquard
(1752 – 1834)
26 Connaissance de l’entreprise 2018-19 - Séance 5 - JF DorayVous pouvez aussi lire