Travail de Bachelor Conception d'une polisseuse à montres - HEIG-VD
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Département TIN Filière Systèmes industriels Orientation Conception Travail de Bachelor Conception d’une polisseuse à montres Non confidentiel Étudiant : Yann Salamon Enseignant responsable : Jean-Luc Beney Année académique : 2020-2021 Yverdon-les-Bains, le 29 juillet 2021

Département TIN Filière Systèmes industriels Orientation Conception Étudiant Yann Salamon Enseignant responsable Jean-Luc Beney Travail de Bachelor 2019-2020 Conception d’une polisseuse à montres Résumé publiable Dans les domaines de l’horlogerie et de la joaillerie, certaines pièces nécessitent un traitement de polissage. Le plus souvent, elles sont traitées sur des tourets à polir car ils sont simples de conception et d’utilisation. Le but de ce travail était donc de concevoir une machine pouvant proposer toutes les étapes de polissage en une seule fois. La deuxième utilité est de pouvoir polir différents matériaux sur la même machine. Ceci implique de monter plusieurs outils en simultané. La machine fonctionne grâce à un moteur à courant alternatif asynchrone qui est monté sur une courroie qui entraîne l’arbre. Sur ce dernier, il y’a la possibilité d’installer 3 meules et un outil d’ébavurage au bout à l’aide d’un tasseau. Un système d’aspiration permet d’évacuer les poussières et/ou les copeaux. La machine se branche sur une source de tension triphasée 400V. Étudiant : Date et lieu : Signature : Yann Salamon 30.07.2021 1267 Vich …………………………………… Enseignant responsable : Date et lieu : Signature : Jean-Luc Beney …………………………………… …………………………………… Page 1 sur 39
Préambule Ce travail de Bachelor (ci-après TB) est réalisé en fin de cursus d’études, en vue de l’obtention du titre de Bachelor of Science HES-SO en Ingénierie. En tant que travail académique, son contenu, sans préjuger de sa valeur, n'engage ni la responsabilité de l'auteur, ni celles du jury du travail de Bachelor et de l'Ecole. Toute utilisation, même partielle, de ce TB doit être faite dans le respect du droit d’auteur. HEIG-VD Le Chef du Département Yverdon-les-Bains, le 29 juillet 2021 Authentification Le soussigné, Salamon Yann, atteste par la présente avoir réalisé seul ce travail et n’avoir utilisé aucune autre source que celles expressément mentionnées. 1267 Vich, le 29 juillet 2021 Yann Salamon Page 2 sur 39
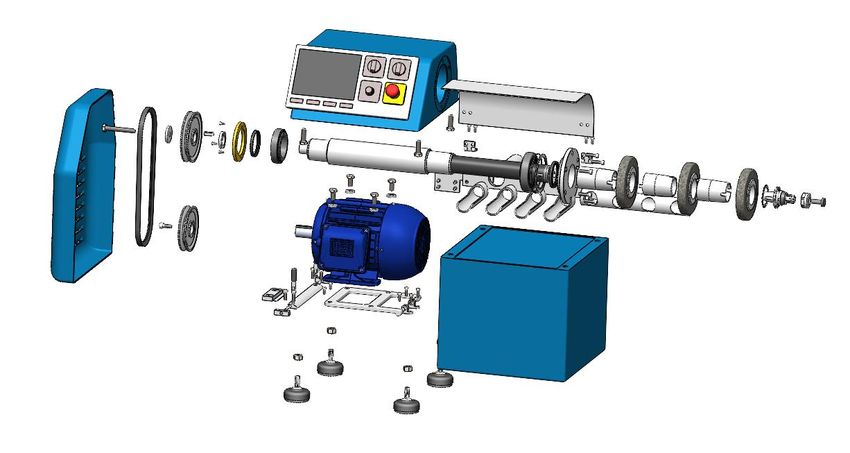
Table des matières Table des matières 1 Introduction ..........................................................................................................................................................7 2 Cahier des charges ................................................................................................................................................7 3 Planification ..........................................................................................................................................................8 4 Analyse fonctionnelle ...........................................................................................................................................9 5 Polissage .............................................................................................................................................................10 5.1 Procédé .......................................................................................................................................................10 5.2 Risques et précautions ...............................................................................................................................10 5.3 Polissage montre ........................................................................................................................................11 5.3.1 Préparation .........................................................................................................................................11 5.3.2 Polissage (finition) ..............................................................................................................................11 5.3.3 Nettoyage ...........................................................................................................................................11 5.3.4 Séchage ...............................................................................................................................................11 5.3.5 Contrôle ..............................................................................................................................................11 6 Première approche du projet .............................................................................................................................12 7 Cinématique ........................................................................................................................................................12 7.1 Touret CNC..................................................................................................................................................12 7.2 Mouvements secondaires ..........................................................................................................................13 7.3 Rotation uniquement .................................................................................................................................14 8 Cahier des solutions ............................................................................................................................................14 8.1 Architecture ................................................................................................................................................14 8.1.1 En série ...............................................................................................................................................14 8.1.2 Symétrique..........................................................................................................................................15 8.2 Moteur ........................................................................................................................................................15 8.2.1 Courant continu ..................................................................................................................................15 8.2.2 Courant alternatif asynchrone............................................................................................................15 8.2.3 Courant alternatif synchrone..............................................................................................................16 8.3 Transmission ...............................................................................................................................................16 8.3.1 Directe ................................................................................................................................................16 8.3.2 Courroie ..............................................................................................................................................16 8.3.3 Chaîne .................................................................................................................................................16 8.3.4 Engrenages .........................................................................................................................................16 9 Choix des solutions .............................................................................................................................................17 9.1 Architecture ................................................................................................................................................17 9.2 Moteur ........................................................................................................................................................17 Page 3 sur 39
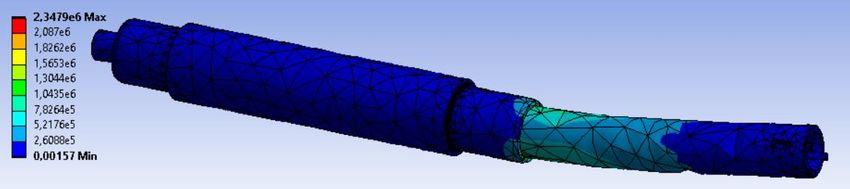
9.3 Transmission ...............................................................................................................................................18 10 Dimensionnement ..............................................................................................................................................19 10.1 Moteur ........................................................................................................................................................19 10.1.1 Calculs .................................................................................................................................................19 10.1.2 Choix Moteur ......................................................................................................................................19 10.2 Clavette .......................................................................................................................................................20 10.2.1 Cisaillement ........................................................................................................................................20 10.2.2 Pression de matage ............................................................................................................................21 10.3 Dimensionnement courroie........................................................................................................................22 10.4 Dimensionnement roulements...................................................................................................................24 10.4.1 Choix roulements................................................................................................................................24 10.4.2 Calculs durée de vie ............................................................................................................................24 11 Choix des matériaux............................................................................................................................................25 12 Description machine ...........................................................................................................................................26 13 Prix ......................................................................................................................................................................30 14 Etude statique .....................................................................................................................................................32 14.1 Présentation su modèle..............................................................................................................................32 14.1 Présentation des résultats ..........................................................................................................................32 14.2 Analyse des résultats ..................................................................................................................................33 15 Etude modale ......................................................................................................................................................33 15.1 Présentation du modèle .............................................................................................................................33 15.2 Présentation des résultats ..........................................................................................................................33 15.3 Analyse des résultats ..................................................................................................................................33 16 Respect du cahier des charges et de l’analyse fonctionnelle .............................................................................34 17 Conclusion et améliorations ...............................................................................................................................35 18 Journal de travail.................................................................................................................................................36 19 Bibliographie .......................................................................................................................................................38 20 Annexes...............................................................................................................................................................39 Page 4 sur 39

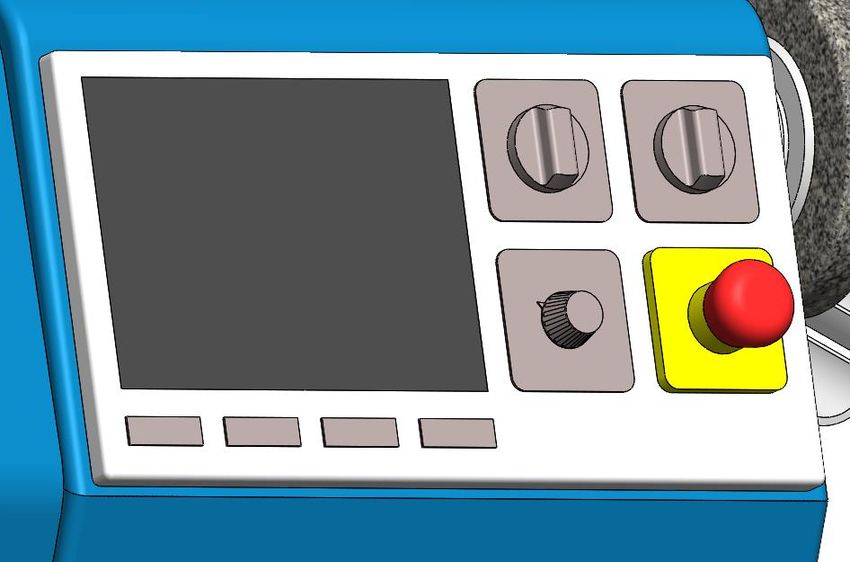
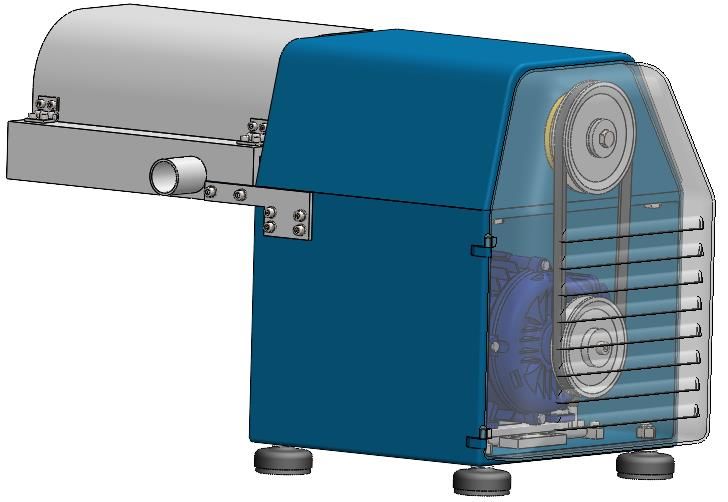
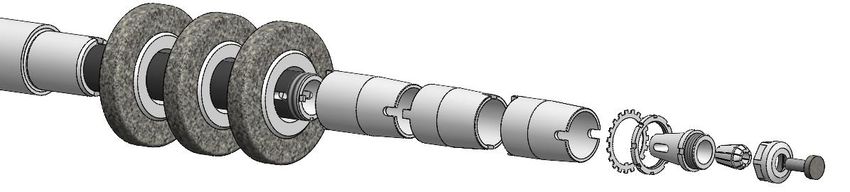
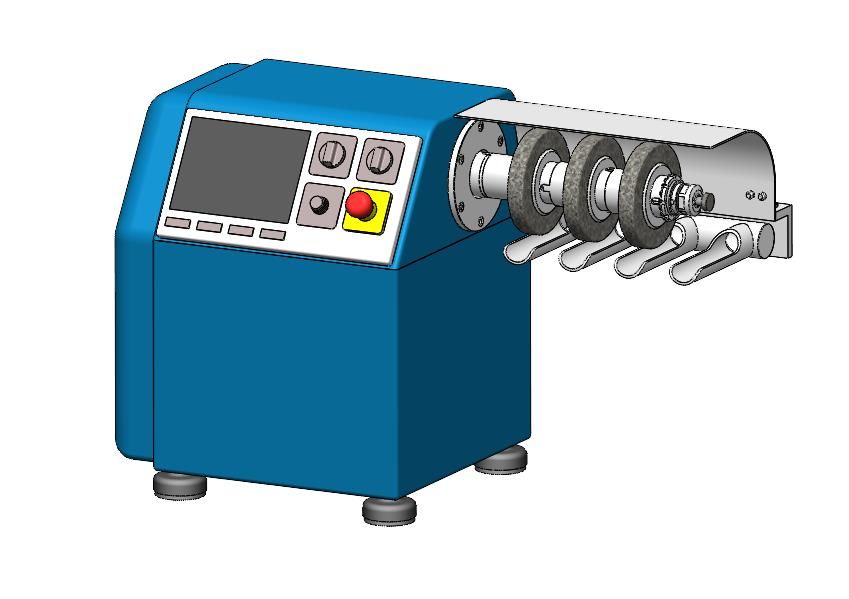
Liste des figures Figure 1 : Touret à polir ..............................................................................................................................................10 Figure 2 : Effet brillant « miroir » ...............................................................................................................................11 Figure 3 : Effet satiné ..................................................................................................................................................11 Figure 4 : Machine de polissage CNC..........................................................................................................................12 Figure 5 : Dispositifs externes .....................................................................................................................................13 Figure 6 : Touret à polir basique .................................................................................................................................14 Figure 7: Meules en série (modélisé sur SolidWorks) ................................................................................................14 Figure 8 : Meules symétriques (modélisé sur SolidWorks) ........................................................................................15 Figure 9 : Schéma statique du polissage ....................................................................................................................19 Figure 10 : Schéma des types de courroies, extrait du « Guide des sciences et des technologies industrielles », Jean- Louis Fanchon, édition 2016 .......................................................................................................................................22 Figure 11 : Graphe longueur primitive, extrait du « Guide des sciences et des technologies industrielles », Jean-Louis Fanchon, édition 2016 ................................................................................................................................................23 Figure 12 : Tableau puissances de base, , extrait du « Guide des sciences et des technologies industrielles », Jean- Louis Fanchon, édition 2016 .......................................................................................................................................23 Figure 13 : Schéma des forces ....................................................................................................................................24 Figure 14 : Vue d'ensemble 3/4 arrière ......................................................................................................................26 Figure 15 : Vue d'ensemble 3/4 face ..........................................................................................................................26 Figure 16 : Vue éclatée ...............................................................................................................................................26 Figure 17 : Système d'aspiration ................................................................................................................................27 Figure 18 : Montage des meules ................................................................................................................................27 Figure 19 : Variantes support meule ..........................................................................................................................27 Figure 20 : Système détendeur courroie ....................................................................................................................28 Figure 21 : Commande................................................................................................................................................28 Figure 22 : Bouchon ....................................................................................................................................................29 Figure 23 : Bague de précontrainte ............................................................................................................................29 Figure 24 : Modèle analyse statique...........................................................................................................................32 Figure 25 : Déplacement de l'arbre ............................................................................................................................32 Figure 26 : Contrainte équivalente (Von mises) de l'arbre.........................................................................................32 Figure 27 : Contrainte de cisaillement maximale de l'arbre.......................................................................................32 Figure 28 : Modèle modal...........................................................................................................................................33 Figure 29 : Déplacement du premier mode ...............................................................................................................33 Page 5 sur 39
Liste des tableaux Tableau 1 : Planning du projet ......................................................................................................................................8 Tableau 2 : Analyse fonctionnelle.................................................................................................................................9 Tableau 3 : Avantages et inconvénients "en série" ....................................................................................................14 Tableau 4 : Avantages et inconvénients "symétrique" ..............................................................................................15 Tableau 5 : Avantages et inconvénients moteur CC ...................................................................................................15 Tableau 6 : Avantages et inconvénients moteur asynchrone ....................................................................................15 Tableau 7 : Avantages et inconvénients synchrone ...................................................................................................16 Tableau 8 : Avantages et inconvénients transmission directe ...................................................................................16 Tableau 9 : Avantages et inconvénients transmission par courroie...........................................................................16 Tableau 10 : Avantages et inconvénients transmission par chaîne ...........................................................................16 Tableau 11 : Avantages et inconvénients engrenages ...............................................................................................16 Tableau 12 : Comparaison architecture .....................................................................................................................17 Tableau 13 : Comparaison moteur .............................................................................................................................17 Tableau 14 : Comparaison transmission.....................................................................................................................18 Tableau 15 : Liste des pièces ......................................................................................................................................25 Tableau 16 : Coûts des éléments normalisés .............................................................................................................30 Tableau 17 : Coût des usinages ..................................................................................................................................31 Page 6 sur 39
1 Introduction Dans le cadre du travail de Bachelor, il m’a été confié de concevoir une machine permettant de polir des boitiers de montres, des bracelets et autres joailleries. Ce projet n’avait pas pour but d’aboutir sur un produit fini mais uniquement de le concevoir. Mon travail consistait donc à prévoir les différentes unités nécessaires pour le bon fonctionnement de la polisseuse et calculer les différents éléments de machine. A côté de cela, je devais également rédiger un rapport qui détaillait tout le processus du projet. Après avoir choisi mon sujet, la première chose à faire était de se renseigner sur le thème du polissage et sur les technologies existantes. Puis il a fallu planifier le déroulement du projet et préparer le rapport. Avant de passer à la conception, j’ai établi un catalogue des solutions et fait un choix pour tous les organes de la machine. Puis j’ai établi un layout afin d’avoir une ligne directrice pendant la phase suivante. A partir de ce moment, il a été possible de modéliser les premières pièces et sous-assemblages. Par la suite, lorsque l’assemblage final a été terminé, j’ai pu procéder à la mise en plan et aux analyses statiques et modales de l’arbre. Le projet sera clôturé par une présentation le 30 août 2021 pour défendre mes différents choix, mes calculs et mes idées. 2 Cahier des charges Pour débuter le projet il fallait publier un cahier des charges validé par l’enseignant encadrant sur la plateforme GAPS. Après quelques légères retouches, voici ci-dessous le cahier des charges final. Il est à noter qu’il est éventuellement voué à être modifié. Il est possible que toutes les exigences ne soient pas respectées mais cela ne signifie pas obligatoirement que le projet n’est pas réussi. De plus dans la section analyse fonctionnelle du rapport les différentes tâches seront priorisées. − Le but de ce projet est de concevoir une polisseuse pour des montres et des bijoux − Polir les boitiers de montre (qualité à définir) − Polir les produits de bijouterie (qualité à définir) − Polir différents matériaux (inox, laiton, or blanc, or jaune, or rose) − Durée de vie des éléments de machine sera au minimum de 20’000h − Garantir une rigidité de la machine de 104 N/mm, (flexible) − Maintenir le prix en dessous de 1000.- − Garantir une vitesse de 3000 tr/min − Résister à une force tangentielle de 200 N (changée à 30 N par la suite) − Intégrer un système de récupération des copeaux − Faciliter le changement des différentes meules et des roues de polissage − Masse maximale de la polisseuse ne doit pas dépasser 28 kg. Page 7 sur 39
3 Planification Le planning a été modifiée à de multiples reprises mais ici nous avons la version finale. Planification Semaine 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 07.03.2 1 14.03.2 1 21.03.2 1 28.03.2 1 04.04.2 1 11.04.2 1 18.04.2 1 25.04.2 1 02.05.2 1 09.05.2 1 16.05.2 1 23.05.2 1 30.05.2 1 06.06.2 1 13.06.2 1 20.06.2 1 27.06.2 1 04.07.2 1 11.07.2 1 18.07.2 1 25.07.2 1 01.08.2 1 Au 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 01.03.2 08.03.2 15.03.2 22.03.2 29.03.2 05.04.2 12.04.2 19.04.2 26.04.2 03.05.2 10.05.2 17.05.2 24.05.2 31.05.2 07.06.2 14.06.2 21.06.2 28.06.2 05.07.2 12.07.2 19.07.2 26.07.2 Du Recherche d'informations + tâches admin. Planification Etat de l'art Cahier des charges Analyse fonctionnelle Etude cinématique Layout Catalogue des solutions Calculs + choix composants Conception Calculs Assemblage Mise en plan Etude statique Etude modale Estimation des coûts Rapport Temps estimé Temps réel Tableau 1 : Planning du projet Page 8 sur 39
4 Analyse fonctionnelle Pour répondre au cahier des charges et mettre en évidence les points les plus importants, nous avons procédé à une analyse fonctionnelle. Les différentes fonctions ont été insérées dans un tableau. Une note est attribuée pour l’importance de chaque tâche (1,3,9), 9 étant la plus élevée. Dans la mesure du possible, chaque fonction possède une valeur initiale et une tolérance choisie arbitrairement. Pour chacune d’elles, il est attribué une méthode de contrôle. La fonction principale est la plus importante, c’est le cœur de la machine. Les fonctions de contraintes sont celles qui dépendent d’une législation ou d’une ordonnance. Les fonctions d’usage sont celles qui imposent les caractéristiques techniques de l’ensemble. Pour finir les fonctions complémentaires ne sont pas impératives au bon fonctionnement de la machine mais sont tout de même souhaitées dans le produit final. Valeur et Fonction Description incertitude Mode de contrôle Coefficient Fonction Polir montre et bijoux - - 9 principale Fonction d'usage Polir différents matériaux - - 3 Fonction d'usage Durée de vie d'au moins 20'000 h 20'000 ± 50 [h] Calculs roulements 9 10'000 ± 100 9 Fonction d'usage Rigidité de 104 N/mm Calculs de ResMat [N/m] Fonction 3 Prix inférieur à 1000 CHF
5 Polissage 5.1 Procédé Le polissage est un procédé qui permet d’obtenir des états de surface très fins sur une pièce, et dans certains cas, de donner un aspect brillant ou satiné sur cette dernière. Il permet de donner leur aspect final aux pièces brutes envoyées par l’atelier. Nous nous intéressons ici uniquement au procédé de polissage métallique et particulièrement dans le domaine horloger. Ce traitement s’opère par abrasion et donc par enlèvement de matière. On utilise très souvent un tour à polir sur lequel on monte une ou plusieurs meules pour traiter l’objet. Il existe différents types de meules (coton, fibres abrasives, sisal, tampico…). Leur utilisation dépend de la qualité de l’effet poli que l’on désire et du matériau à usiner. Les meules sont en rotation mais elles restent fixes, ce sont donc les mains de l’opérateur qui font tout le travail. Il est impératif que les mouvements soient réguliers et il ne faut pas oublier de tourner la pièce afin de supprimer les traces de polissage. Les mouvements dépendent de la forme de la pièce à polir. C’est un travail qui demande un grand savoir faire manuel et une bonne adaptabilité. Une pâte à polir peut être nécessaire pour obtenir un bon résultat. Les polisseurs doivent prêter attention au risque de fluage des pièces car ces dernières chauffent très vite et doivent respecter les côtes imposées par les plans. Il faut éviter la déformation en meulant trop à un endroit. Les tours peuvent également être a commande numérique mais jouissent généralement d’une moins bonne réputation en terme de qualité de finition qu’un travail manuel.1 Figure 1 : Touret à polir Source : http://helvetia-polissage.ch/ 5.2 Risques et précautions Les meulent tournant à vitesse élevée, il faut bien saisir l’objet à polir afin d’éviter les projections. Il est recommandé pour l’opérateur de porter des protections sur les doigts (à l’instar de l’image ci-dessus) ainsi qu’une paire de lunettes de protection. Comme pour le tournage, il faut éviter que les cheveux, porte clé ou autres éléments de ce genre ne s’enroulent autour de l’arbre. 1 https://fr.wikipedia.org/wiki/Polissage Page 10 sur 39
5.3 Polissage montre Que ce soit de manière manuelle ou automatique, le procédé de polissage reste le même2 : 5.3.1 Préparation Dans un premier temps, il faut démonter la montre afin d’atteindre toutes les parties à polir et protéger celles qui ne doivent pas l’être, puis préparer au polissage toutes les surfaces nécessaires. Meulage (lapidage) : Suppression des rayures profondes et des défauts d’usinage (papier abrasif). Feutrage : Le feutrage prépare la surface à polir en l’adoucissant (Meule en feutre + pâte abrasive). Sablage ou microbillage : Suppression des rayures profondes et des défauts d’usinage et donne un aspect mat. Peut également être utilisé comme traitement de finition (effet satiné). 5.3.2 Polissage (finition) Avivage : Lorsqu’on désire un aspect brillant voir miroir (disque coton, flanelle, molleton, lin) Satinage : Lorsqu’on désire un aspect mat (toile d’émeri, brosse à satiner, cabron) Figure 3 : Effet satiné Figure 2 : Effet brillant « miroir » Source : http://www.solutionpolissage.ca/fr/polissage-de-barre- Source : https://www.mirrorinox.de/fr/produits-traitement- de-metal-mirabel-sablage-de-flatbar.html inox/polissage-miroir 5.3.3 Nettoyage Le nettoyage doit être minutieux pour ne pas polluer le boîtier une fois le tout remonté. C’est pour cela qu’on utilise des bains à ultrasons. Il est possible et même parfois nécessaire de nettoyer les pièces entre deux procédés de polissage. 5.3.4 Séchage Le séchage se fait à l’air ambiant pour éviter les projections. Il peut égalament se faire à l’aide de séchoirs prévus à cet effet. 5.3.5 Contrôle On regarde l’aspect visuel à l’œil nu ou à la loupe, et si l’on détecte un défaut, on renvoie la pièce au polissage. 2 Termineur et habilleur horloger : Convention patronale de l’industrie horlogère suisse https://www.bielertagblatt.ch/sites/bielertagblatt.ch/files/87/54/8754e2197c159dfff6927445586d3e74.pdf Page 11 sur 39
6 Première approche du projet Pour l’instant, on imagine concevoir un tour à polir qui pourrait idéalement avoir plusieurs meules montées simultanément (ébauche, semi-finition, finition ou encore des meules destinées à différents matériaux). Ou alors il faudrait prévoir un système qui permet de changer rapidement d’outil. Etant donné la complexité des mouvements à réaliser pour polir un boitier de montre, et sachant qu’ils varient en fonction des différents boitiers, il nous paraît difficile d’automatiser totalement le travail. Néanmoins, on peut essayer de simplifier la tâche de l’opérateur en ajoutant des mouvements sur la machine. Ce point sera détaillé dans le chapitre suivant : Cinématique. La machine devra comporter un moteur qui sera probablement relié à une transmission. De plus, un système de récupération des copeaux sera nécessaire. On peut penser à intégrer un capot autour des éléments tournants pour la sécurité. Le carter sera probablement réalisé par fonderie. 7 Cinématique Dans ce chapitre, nous allons nous concentrer sur ce qui pourrait faciliter le travail de l’opérateur lors d’une opération de polissage sur une pièce. 7.1 Touret CNC La première possibilité serait d’automatiser totalement les mouvements par le biais d’une commande numérique. Ici on combinerait la rotation de l’outil mais aussi des translations sur les axes habituels X, Y et Z. On pourrait encore ajouter un système de balancier sur le bras porte-outil. On pourrait ainsi polir toutes les surfaces et reproduire assez fidèlement le mouvement humain. Le problème avec cette solution, au-delà de la complexité supplémentaire qu’elle engendre, c’est qu’elle est très rigide en termes de production et elle peut difficilement s’adapter à une pièce avec un défaut particulier, contrairement aux mains d’un opérateur. Dans l’industrie du luxe, il est souvent considéré que le travail d’une machine produit une moins bonne qualité d’exécution qu’un polissage conventionnel. Néanmoins, l’automatisation peut s’avérer très intéressante sur de grosses productions. Etant donné que notre but est de pouvoir polir différents boîtiers de montres, nous ne pensons pas que cette approche soit la plus pertinente. Figure 4 : Machine de polissage CNC Source : https://autopulit.com/fr/solucion-categories/polissage/?tid=138 Page 12 sur 39
7.2 Mouvements secondaires Ce que nous sous-entendons ici par mouvements secondaires, c’est que l’outil tourne mais reste fixe et qu’à l’aide d’un dispositif externe on tente de reproduire les trajectoires optimales de polissage. Nous nous sommes uniquement interessé ici aux faces latérales d’un boitier de montre de type standard car nous estimons qu’elles sont les plus complexes à polir. Le pendule tourne autour d’un axe perpendiculaire au sol. On monte le boitier sur une articulation, qui elle peut coulisser le long d’une rainure. On étudie la trajectoire d’un boitier et on retranscrit celle-ci dans une rainure guide à la manière d’une came. Le boitier est fixé sur le dispositif et ne bouge pas (adapté à un seul boîtier). On vient poser la pièce sur un appui (comme un burin sur un tour à bois). Le pendule tourne autour d’un axe perpendiculaire au sol. On monte le boitier sur une articulation, qui elle peut coulisser le long d’une rainure ou d’un guide circulaire. Figure 5 : Dispositifs externes Tous ces dispositifs permettent d’effectuer les mouvements plus ou moins corrects pour polir la face. Mais nous pensons qu’ils peuvent également perturber la fluidité que pourrait avoir un professionnel du polissage. Ils seraient donc plus adaptés aux novices et ne seraient donc pas nécessaires sur notre machine. Page 13 sur 39
7.3 Rotation uniquement On utilise ici seulement la rotation de l’outil, donc tous le travail se fait logiquement de manière manuelle. C’est le type de machine le plus répandu dans le domaine de l’horlogerie. Pour le projet, c’est la solution qui paraît le plus logique car on recherche une certaine flexibilité d’usinage que l’on ne peut pas avoir avec une CNC. De plus, avec ce système plutôt simple, on peut facilement monter plusieurs outils en série. Ainsi on peut pratiquer toutes les opérations de polissage sur la même machine (préparation, finition, ébavurage). Figure 6 : Touret à polir basique Source : https://prp-machines.fr/produit/touret-de-polissage-pro- 11kw/ 8 Cahier des solutions 8.1 Architecture 8.1.1 En série Comme cité précédemment, il nous est possible de monter plusieurs outils à la fois sur un touret simple. Dans ce cas ils sont assemblés en série. Suivant la longeur de l’arbre, il faudrait rajouter une lunette ou un palier, comme illustré ci-contre, pour assurer la rigidité de l’ensemble et éviter les effets de balourds provoqués par un grand porte- à-faux. Figure 7: Meules en série (modélisé sur SolidWorks) Avantages Inconvénients - Simplicité de conception - Rigidité - Transmission simple - Encombrement pour changer d'outil Tableau 3 : Avantages et inconvénients "en série" Page 14 sur 39
8.1.2 Symétrique Ce genre d’architecture est très répandu pour ce type de machine. Il est intéressant car on peut y intégrer un système de montage d’outils rapide (cône). En revanche il est légérement plus complexe d’entraîner un tel montage et on ne peut pas le faire sans réduction. Figure 8 : Meules symétriques (modélisé sur SolidWorks) Avantages Inconvénients - Montage/démontage outil simple et rapide - Double entraînement encombrant - Plus d'espace de travail - Double étanchéité nécessaire - Poussières (copeaux) non centralisées Tableau 4 : Avantages et inconvénients "symétrique" 8.2 Moteur 8.2.1 Courant continu En plus du rotor et du stator habituels pour une machine électrique, les moteurs à courant continu comportent des balais qui exercent une pression sur le collecteur monté sur le rotor. Ceci permet le transfert du courant mais implique un frottement important sur le moteur. Avantages Inconvénients - Adaptation vitesse, couple, sens de rotation - Durée de vie limitée - Capacité d'entraîner grosses inerties - Frottements élevés - Pas de décrochage - Pollution interne Tableau 5 : Avantages et inconvénients moteur CC 8.2.2 Courant alternatif asynchrone Le moteur n’est jamais synchronisé avec le champ magnétique, il tourne donc moins vite que celui-ci. Le rotor est de type cage à écureuil. Il peut être monophasé ou triphasé. Avantages Inconvénients - Branché sur le réseau - Glissements (pertes de vitesse) - Prix - Encombrement - Entretien simple - Fiabilité Tableau 6 : Avantages et inconvénients moteur asynchrone Page 15 sur 39
8.2.3 Courant alternatif synchrone Le moteur tourne à la même vitesse que le champ magnétique. La vitesse ne change pas, peu importe la charge qu’on lui impute. Le rotor est un éléctroaimant dans ce cas. Avantages Inconvénients - Rendement - Décrochage si couple max dépassé - Vitesse de rotation constante - Démarrage directs impossibles - Prix - Entretient complexe Tableau 7 : Avantages et inconvénients synchrone 8.3 Transmission 8.3.1 Directe La première solution consiste à monter le moteur directement sur le bout l’arbre. A noter que cette solution n’est pas compatible avec l’architecture symétrique citée précédemment. Avantages Inconvénients - Encombrement - Nécessite moteur tournant à la bonne vitesse - Poids - Endommagement du moteur en cas de choc Tableau 8 : Avantages et inconvénients transmission directe 8.3.2 Courroie La courroie est très souvent sollicitée pour la transmission d’une rotation dans une machine. Avantages Inconvénients - Transmission de vitesses importantes - Durée de vie - Silencieux - Sensible à la température - Léger - Arbres fortement sollicités - Entretien simple - Rendement plus faible Tableau 9 : Avantages et inconvénients transmission par courroie 8.3.3 Chaîne La chaîne propose également des qualités intéressantes pour notre projet. Avantages Inconvénients - Durée de vie - Lubrification - Pas d'entretien - Bruyant - Rendement - Faible vitesse Tableau 10 : Avantages et inconvénients transmission par chaîne 8.3.4 Engrenages Les engrenages sont généralement utilisés dans des applications qui nécessitent une précision particulière ou une synchronisation de plusieurs mouvements. Avantages Inconvénients - Transmission couples et vitesses élevées - Prix - Durée de vie - Poids - Rendement élevé - Lubrification Tableau 11 : Avantages et inconvénients engrenages Page 16 sur 39
9 Choix des solutions Afin de trancher entre les différentes solutions de construction, nous avons mis en place un système de notation pondéré. Ainsi, la variante la plus évidente ressortira en divisant le nombre de points totaux sur le nombre de facteur de pondération. Plus la note se rapproche de 1, plus la solution est satisfaisante. Toutefois, d’autres paramètres que ceux énoncés dans les tableaux peuvent avoir une importance. 9.1 Architecture En série Symétrique Critère Pondération Points Note Points Note Coût 30 2 60 2 60 Encombrement 40 2 80 2 80 Transmission 20 3 60 1 20 Change. Outils 15 1 15 3 45 Rigidité 15 2 30 3 45 Etanchéité 10 3 30 1 10 Σ notes 275 260 Σ pondération 390 390 Rapport 0,71 0,67 Tableau 12 : Comparaison architecture Le principal problème avec le montage « symétrique », c’est de proposer un système qui transmet le couple et la rotation des deux côtés ainsi que la double étanchéité que cela impose. Nous avons donc choisi l’architecture « en série ». 9.2 Moteur Alternatif Alternatif Courant continu Critère Pondération synchrone asynchrone Points Note Points Note Points Note Coût 30 2 60 1 30 3 90 Longévité 40 1 40 2 80 3 120 Encombrement 20 1 20 2 40 3 60 Rendement 10 2 20 3 30 1 10 Σ notes 140 180 280 Σ pondération 300 300 300 Rapport 0,47 0,60 0,93 Tableau 13 : Comparaison moteur Sachant que le moteur n’a pas besoin de monter instantanément à la fréquence de rotation maximale et que l’on recherche une grande durée de vie, nous avons décidé d’opter pour le moteur alternatif asynchrone. Page 17 sur 39
9.3 Transmission Directe Courroie Chaîne Engrenages Critère Pondération Points Note Points Note Points Note Points Note Coût 30 3 90 3 90 2 60 1 30 Longévité 30 3 90 2 60 3 90 3 90 Encombrement 20 3 60 2 40 2 40 2 40 Poids 20 3 60 3 60 1 20 1 20 Rendement 10 3 30 2 20 3 30 3 30 Vitesse trans. 20 1 20 3 60 1 20 3 60 Σ notes 330 270 240 210 Σ pondération 390 390 390 390 Rapport 0,85 0,69 0,62 0,54 Tableau 14 : Comparaison transmission Ici, le choix est plus complexe. Bien que la motorisation directe ait obtenu la meilleure note, elle comporte tout de même des inconvénients qui n’ont pas été pris en compte, notamment les chocs qui peuvent directement endommager le moteur. La courroie étant flexible, elle peut absorber les chocs. De plus, en ajoutant une transmission on peut choisir une réduction si cela est nécessaire. Pour ces raisons, nous avons séléctionné la transmission par courroie. Parmis les différents types de courroies nous avons choisi les trapézoïdales. Ce choix sera expliqué dans le dimensionnement de cet élément (chapitre 10.3). Page 18 sur 39
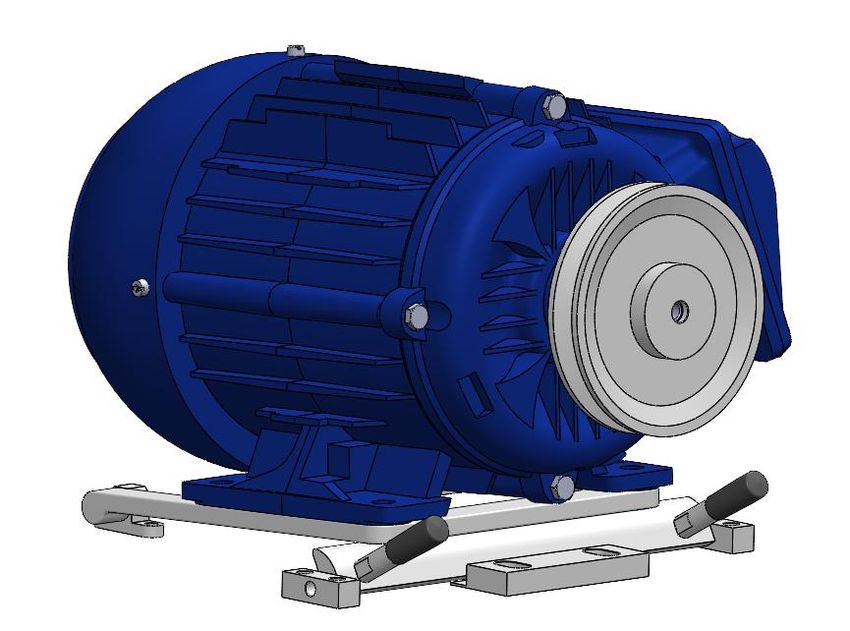
10 Dimensionnement 10.1 Moteur 10.1.1 Calculs Donnée : Ø = 200 [mm] Diamètre de la meule F = 30 [N] Force tangentielle max N = 3000 [min-1 ] Fréquence de rotation maximale η = 0.8 [%] Rendement de transmission Note : Initialement le cahier des charges indiquait une charge tangentielle de 200N. Cela représente une force d’environ 20 kg ce qui est énorme. Nous avons donc décidé de la réduire à 30N. De plus, nous avons pris un diamètre de 200 mm mais nous utiliserons des meules de Ø120 mm. Nous surdimensionnons donc le système Figure 9 : Schéma statique du polissage pour garantir le bon fonctionnement. Calculs : ∑ = 0 ∶ − ∙ = 0 = ∙ = 30 ∙ 0.1 = 3 [ ] 2∙ 2∙ = ∙ = ∙ 3000 = 314.2 [ ] 60 60 é = ∙ = 3 ∙ 314.2 = 942.6 [ ] = 0.943 [ ] é 0.943 = = = 1.18 [ ] 0.8 Nous obtenons une une puissance d’un peu plus d’un kilowatt, ce qui est pertinent pour ce genre d’installation. La prochaine étape est le choix du moteur et de la transmission. 10.1.2 Choix Moteur Nous connaisons tous ces paramètres − Moteur alternatif asynchrone − Transmission par courroie (rapport de transmission i = N2/N1 à définir) − Puissance minimale pour fonctionnement 1.18 [kW] − Moteur triphasé 400V Après quelques recherches, nous avons constaté qu’il existait, le plus couramment, soit des moteurs de 1,1 kW soit 1,5 kW. Pour assurer la puissance calculée, nous choisirons donc une puissance de 1,5 kW. Nous avons sélectionné un moteur 2 pôles qui tourne à la vitesse nominale de 3000 tr/min. Le moteur sera entraîné par courroie, même s’il n’y a théoriquement pas besoin de réduction pour éviter les vibrations et les chocs sur le moteur. Cependant, nous allons tout de même introduire une légère réduction de rapport i = 1,12 (par rapport aux diamètres standards de poulies Ø112/Ø100). Cela réduira notre vitesse mais l’effort sur la courroie ne se trouvera pas toujours au même endroit et on aura donc une meilleure durée de vie. Page 19 sur 39
Nous avons donc choisi un moteur W22 1,5 kW 2 pôles de la marque WEG. A pleine charge, il tourne à 2840 tr/min nous. Avec la réduction, cette vitesse passe à 2535 tr/min. Etant donné que le moteur pèse environ 15 kg, il faudrait prévoir un moyen rapide pour le démonter de la machine afin de respecter les 28 kg du cahier des charges et ainsi pouvoir la déplacer sans treuil. La fiche technique du moteur sera annexée au rapport. 10.2 Clavette Le moteur choisi a un arbre de Ø24mm et une clavette 8x7x36 intégrée. En revanche, la longueur sur laquelle elle entraîne la poulie et plus petite. La clavette située sur l’arbre est exactement identique. D’après la fiche technique du moteur fournie en annexe, on obtient un couple nominal à pleine charge de 5,05 Nm. Le couple max représente 270% de la valeur nominale soit 13,635 Nm. 10.2.1 Cisaillement Donnée : R = 12 [mm], b = 8 [mm], L = 18 [mm], C = 5050 [Nmm], Cmax = 13'635 [Nmm] τ : Contrainte de cisaillement b : Largeur clavette S : Surface de cisaillement Rpcis : Résistance pratique elastique au cisaillement s : Coefficient de sécurité habituellement s = 2 = ≤ ∙ = ∙ = 8 ∙ 18 = 144 [ 2 ] Page 20 sur 39
√2 = ∙ = 0,707 ∙ 235 = 166 [ ] 2 2 Note : Ici nous avons choisi la limite elastique d’un acier standard de construction S235 car nous n’avons pas encore choisi les marériaux. On utilisera probablement des aciers avec une résistance mécanique plus élevée donc le calclul est sous-dimensionné. 166 = = = 88 [ ] 2 2 Pour le couple nominal la valeur de la contrainte de cisaillement est : 5050 = = 2,92 [ ] 12 ∙ 144 2 Pour le couple maximal la valeur de la contrainte de cisaillement est : 13′635 = = 7,89 [ ] 12 ∙ 144 2 On vérifie maintenant que les deux valeurs valident la condition = ∙ ≤ : 2,92 [ ] < 7,89 [ ] < 88 [ ] 2 2 2 On obtient des valeurs bien en dessous de la valeur admissible maximale même pour le pic de couple. La clavette correspond donc aux attentes. 10.2.2 Pression de matage Pm : Pression de matage Pa : Pression admissible Sm : Surface de matage = ≤ ∙ 7 = ∙ = ∙ 18 = 63 [ 2 ] 2 2 On calcule la pression de matage nominale : 5050 = = 6,67 [ ] 12 ∙ 63 2 Puis on calcule la pression de matage maximale : 13′635 _ = = 18,04 [ ] 12 ∙ 63 2 On vérifie la condition = ∙ ≤ : 6,67 [ ] < 9,02 [ ] < 80 [ ] 2 2 2 Note : La pression admissible pour un montage glissant sous charge est de 10 [ 2 ] et de 80 [ 2 ] pour un montage fixe. La condition est satisfaite dans le cas d’un montage fixe. Page 21 sur 39
10.3 Dimensionnement courroie Nous avons choisi une courroie trapézoïdale car elle permet de transmettre plus de puissance qu’une courroie plate. Elle est également bien plus difficile à faire dérailler. De plus sa plage d’utilisation optimale se trouve entre 1000 tr/min et 5000 tr/min ce qui correspond plutôt bien à nos valeurs. Donnée : = 1,12, ≅ 210 [ ], = 2840 [ ], = 2535 [ ] Calculs : Facteur de service = 1,3 → 6 à 16 h de travail par jour, légers à-coups et chocs modérés Puissance de service = ∙ = 1,5 ∙ 1,3 = 1,95 [ ] Choix des diamètres standards de poulies = 112 [ ], = 100 [ ] Type de courroie → , déterminé grâce au graphique suivant Figure 10 : Schéma des types de courroies, extrait du « Guide des sciences et des technologies industrielles », Jean-Louis Fanchon, édition 2016 0,1 Vitesse linéaire = ∙ 2 = 265,5 ∙ 2 = 13,27 [ ] ( − )2 (12)2 Longueur poulie = 2 + 1,57( + ) + = 2 ∙ 210 + 1,57(212) + = 753 [ ] 4 4∙210 Courroie normalisée → = 770 [ ] Il faut recalculer l’entraxe en introduisant cette nouvelle longueur de courroie dans la formule. 2 2 − 437,16 + 36 = 0 437,16+√437,162 −4∙2∙36 = = 218.5 [ ], la deuxième solution ne nous interesse pas car elle irréalisable 2∙2 Page 22 sur 39
On vérifie ensuite que l’entraxe remplisse la condition suivante, + 212 1 ≤ ≤ 3, ≥ 2 + = 2 + 100 = 206 [ ], 218,5 [ ] ≥ 206[ ] Il faut maintenant calculer la puissance admissible pour trouver le nombre de courroies nécessaires. Puissance admissible = ∙ ∙ = 2,86 ∙ 0,82 ∙ 1 = 2,35 [ ] Angle de déroulement → 1, car diamètres très proches Longueur primitive ≅ 0,82 (graphe) Figure 11 : Graphe longueur primitive, extrait du « Guide des sciences et des technologies industrielles », Jean-Louis Fanchon, édition 2016 Puissance de base = 2,86 obtenu dans le tableau ci-dessous et en procédant par régréssion linéaire Figure 12 : Tableau puissances de base, , extrait du « Guide des sciences et des technologies industrielles », Jean-Louis Fanchon, édition 2016 1,95 Nombre de courroies nécessaires = = 2,35 = 0,57 → 1 Pour récapituler, nous utiliserons une courroie trapézoïdale de type A et de longueur 770mm. Page 23 sur 39
10.4 Dimensionnement roulements 10.4.1 Choix roulements Pour choisir les roulements, nous nous sommes appuyés sur le sélécteur de roulement de Schaeffler. Nous connaissions le diamètres d’alésage (Ø50) et les diamètres extérieurs souhaités (Ø90/Ø85). Il nous a proposé essentiellement des roulements à rouleaux coniques. Nous avons choisi les deux suivants : 32010-X (Ø50/Ø85/20 et C=64'000 N) 30210-A (Ø50/Ø90/20 et C = 79'000 N) 10.4.2 Calculs durée de vie En faisant la somme des moments sur les points A et B, nous pouvons extraire les forces FA et FB qui sont les forces aux points d’application des roulements. Ici nous appliquons une force sur chacune des meules ce qui n’est pas représentatif de l’utilisation normale de la machine. Elle est dimensionnée pour n’utiliser qu’un seul outil à la fois. Toutefois nous calulerons les résultats par sécurité. C Figure 13 : Schéma des forces Donnée : AB = 256,25 [mm] Distance entre meules d = 70 [mm] BC = 109,51 [mm] F = 30 [N] ∑ = 0 ∶ − ∙ + ( + ) ∙ + ( + + ) ∙ + ( + + 2 ) ∙ = 0 ∑ = 0 ∶ − ∙ + ∙ + ( + ) ∙ + ( + 2 ) ∙ = 0 (3 + 3 + 3 ) 3 ( + + ) 3 ∙ 30(256,25 + 109,51 + 70) = = = = 153 [ ] 256,25 (3 + 3 ) 3 ( + ) 3 ∙ 30(109,51 + 70) = = = = 63,0 [ ] 256,25 On calcule maintenant la durée de vie en heures. 106 10ℎ = ∙( ) 60 ∙ Avec : N = fréquence de rotation C = capacité de charge dynamique F = charge p = exposant (10/3 pour rouleaux) Page 24 sur 39
Vous pouvez aussi lire