Soudage laser des thermoplastiques 2018 /19 Innovant et flexible
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Soudage laser des thermoplastiques 2018 /19 Innovant et flexible

Soudage laser des plastiques
Leister aborde avec savoir-faire et flexibilité les grandes diversités de l’industrie du plastique en terme de matériaux,
de composants, de design et de taille. Divers systèmes laser permettent au travers de solutions individuelles, spéci-
fiques au besoin du client, de réaliser les soudages les plus variés. (Description des concepts, pages 8-9)
Capuchon protecteur de l'aiguille Separateur d’huile Capteur optique (soudage simultané)
(soudage radial) (soudage quasi-simultané)
Télécommande (soudage de contours) Pare-cérumen (soudage au masque Liquid Vapor Separator LVS (séparateur
des membranes) liquide-vapeur) (soudage GLOBO)
Clignotant de poignée de porte Plaque de micro titrage Affichage tête haute (soudage GLOBO)
(soudage de contours) (soudage au masque)
Unité de refroidissement Tissu technique (soudage GLOBO) Vanne piézoélectrique
(soudage quasi-simultané) (soudage quasi-simultané)
2 www.leister.com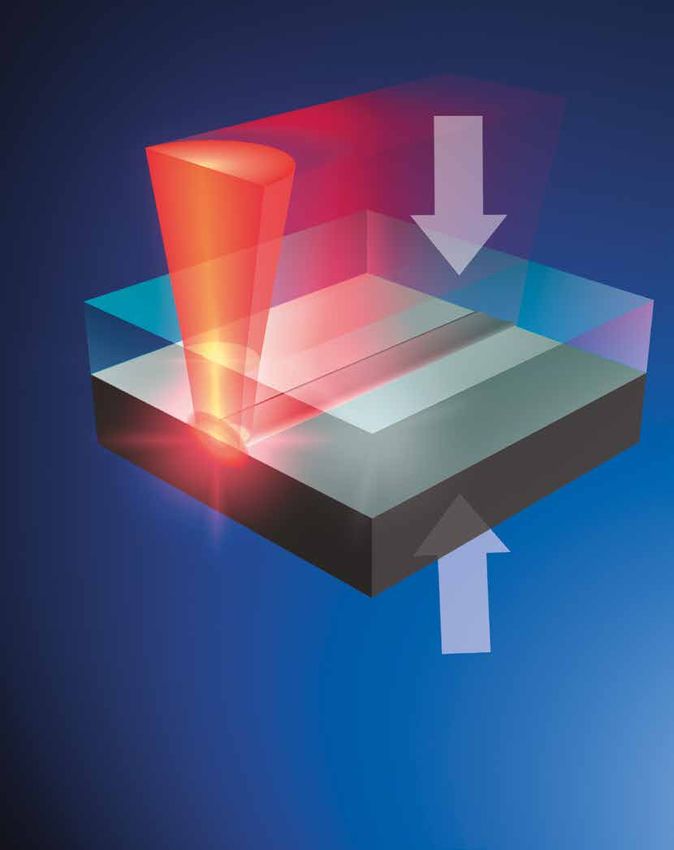
Concepts d›installation flexibles
Les installations reposent sur des normes spécialement configurées pour les besoins et les applications des clients.
Les concepts sont modifiables et offrent suffisamment de place pour des adaptations spécifiques au client.
table d’indexation
rotative
bande de transfert
bac de récupération des
pièces défectueuses
Pompe à médicaments Corps de filtre (soudage simultané) LED toucher soft (soudage quasi-simultané)
(soudage de contours)
3
Soudage laser ultra précis des plastiques
Laser Plastic Welding : Une division avec de nombreuses années d'expérience dans le soudage laser de plas-
tiques. Leister est le seul fournisseur de toutes les procédures de soudage standard et qui détient avec le soudage
au masque et Globo deux brevets sur des procédés clés.
Leister mise sur le conseil Leister vous propose
Une bonne consultation est la base d'une Son soutien pour :
collaboration réussie.
• le choix du concept de soudage
• la sélection des matériaux
L'équipe de la division Laser Plastic Welding jouit de nombreu- • la forme appropriée des composants pour le soudage laser
ses années d'expérience dans le soudage laser de plastiques.
Nous sommes ravis d'utiliser ce savoir-faire pour évaluer avec Développement du processus :
le client le processus optimal. Nous vous apportons donc notre
aide à tous les niveaux : de la conception à l’optimisation du • Évaluation des processus et des méthodes appropriées
processus et son intégration, en passant par la construction et pour le contrôle de la qualité
la sélection des matériaux. • Contrôle des composants, évaluation de la qualité
de soudage
Leister est depuis plus des 60 ans le leader sur le marché des • Implémentation du processus à l’environnement
appareils à souder les plastiques. Nous disposons d’un de production
savoir-faire théorique et pratique de grande envergure dans le
domaine de la transformation des matières synthétiques. Nous Systèmes de soudage :
nous sommes également établis sur le marché du soudage
au faisceau laser. Leister, entreprise précurseur dans ce sec- • Postes de travail manuel clé en main
teur, développe et fabrique des systèmes laser pour souder les • Composants pour la solution d'intégration
plastiques. Chacun de nos développements définit l’état des • Logiciel de processus
possibilités techniques.
Service :
• Prototypes et production de petites séries
• Diagnostic en ligne, entretien et dépannage sur site
• Entretien et contrats de service
Les systèmes laser Leister sont utilisés dans les industries les plus diverses.
Médecine : Automobile : Électronique : Microtechnique : Textile :
Soudage propre et Reproductibilité élevée Assemblage sans Apport maîtrisé d’éner- Assemblage continu et
sans émission de et sécurité du proces- vibration et sans gie et fusion très ciblée rapide de films et de
particules sus dans toutes les sollicitation stress tissus
dimensions mécanique
4 www.leister.com
Faisceau laser
Pression d'assemblage
Cordon de soudure
Pièce transparente
Zone de fusion
Pièce absorbante
Pression d'assemblage
Le principe de soudage laser
Le soudage laser de thermoplastiques consiste à assembler propagation, ainsi que son refroidissement. On obtient ainsi un
deux pièces par fusion homogène, une dite transparente et une assemblage par soudage très résistant des deux pièces.
autre dite absorbante au rayon laser.
Le faisceau laser permet de souder presque toutes les matières
Le faisceau laser traverse directement et sans effet notable la et élastomères thermoplastiques – on citera entres autres ABS,
pièce transparente et vient générer une fusion instantanée de PA, PC, PP, PMMA, PS, PBT ainsi que les matières renforcées
la pièce absorbante. Cette fusion se transmet par conduction à la fibre de verre.
à la pièce transparente formant ainsi un cordon de fusion.
Durant tout le processus, les deux pièces sont pressées
l’une contre l’autre, permettant ainsi l’amorçage de la fusion, sa
5
Soudage laser de plastiques ultra-précis
Laser Plastic Welding : Les innovations constantes de ces dernières années ont établi le soudage laser des
plastiques sur le marché. D'une part, plusieurs concepts de soudage ont été développés et d'autre part, de
nouvelles matières et matériaux combinés ont été adaptés au principe de soudage.
Le principe s'impose Matériaux appropriés
Le soudage laser traversant s'est imposé comme procédé sur Le faisceau laser permet de souder presque tous les plas-
le marché. Le grand domaine d'application s'explique d'une tiques et élastomères thermoplastiques. Même des matériaux
part par les avantages du procédé par rapport à des procédés différents, ou renforcés par les fibres de verre, peuvent être
traditionnels et d'autre part par la diversité des concepts de soudés par laser. Une sélection de matériaux combinés
soudage. testés est détaillée dans le tableau en page 7.
Leister a accompagné les débuts de cette technologie et a Propriétés optiques
développé de nouveaux concepts permettant de souder à la
fois de grands composants tridimensionnels et de micro- Les propriétés optiques de matériaux combinés sont décisives
composants. Bénéficiez vous aussi de notre savoir-faire et pour le processus de soudage. Une pièce d'assemblage doit
laissez nous tester vos applications. être transparente et l'autre doit être absorbante pour le rayon-
nement laser utilisé. Les thermoplastiques, à l'état naturel, sont
en règle générale transparents pour ce rayonnement. L'ab-
sorption est obtenue par des additifs comme la suie. D'autres
additifs sont néanmoins également disponibles sur le marché et
Rien que des avantages permettent notamment des associations de couleur. De manière
générale, la solidité des cordons de soudure est équivalente à
• Procédé d'assemblage souple et sans contact celle du matériau de base.
• Contrainte thermique minimale des Transmission laser
composants à souder
Les propriétés optiques des plastiques sont influencées par la
• Faible contrainte mécanique cristallisation, les matières de charge, l'épaisseur des cloisons
et les structures de surface. Le rayonnement laser est absorbé
• Géométrie simple du cordon de soudure de manière optimale dans des couches proches de la surface
grâce à des matières de charge appropriées. A l'état naturel,
• Aucun dégagement de particules les plastiques sont transparents pour le rayonnement. Veuillez
vérifier auprès de votre contact chez Leister que votre pièce
• Traitement sans oscillation d'assemblage est compatible.
• Cordon de soudure optiquement parfait Absorption surface
•• Peu de réflexion
•• Beaucoup d’absorption dans
• Grande précision la matière
Couches près de la surface
sont chauffées
• Grande résistance
Absorption volume
•• Peu de réflexion
• Aucune usure des outils •• Peu d’absorption dans la matière
Chauffage du volume
Réflexion
Seulement un léger chauffage
de la matière
6 www.leister.com
Le tableau montre un extrait des associations possibles
de matériaux pour le soudage laser traversant avec une
évaluation de la soudabilité. Le laser permet de souder
des matériaux combinés ce qui représente un avantage
par rapport à d’autres procédés de soudage.
Matériaux combinés
Pièce d’assemblage transparente
PC/ABS
PE-LLD
PMMA*
PE-HD
PE-LD
MABS
PA 66
PA 12
PA 11
PEEK
POM
PA 6
COC
COP
SAN
ABS
ASA
PUR
PSU
PVC
PPS
PBT
LCP
PES
EVA
PET
TPE
PEI
PC
SB
PS
PP
PI
EVA
PE-LLD
PE-LD
PE-HD
PP
COC
COP
ABS
ASA
SAN
PMMA*
PC
Pièce d'assemblage absorbante
PC/ABS
PS
SB
PET
PBT
PVC
PUR
POM
PA 6
PA 66
PA 11
PA 12
PPS
LCP
PES
PEI
PI
PSU
MABS
TPE
PEEK
Très bonne soudabilité en cas de transmission laser *PMMA : Attention avec des matériaux de revêtement de dalles :
Bonne soudabilité en cas de transmission laser les PMMA coulés ne sont pas soudables.
La soudabilité est possible, mais devrait être testée préalablement
TPE: Les élastomères thermoplastiques (TPE) peuvent être joints à d'autres TPE, du même type ou à des thermoplastiques stables, s'ils sont compatibles avec le matériau de base du TPE.
Les élastomères thermoplastiques comprennent le TPE-O, le TPE-U, le TPE-V, le TPE-C, le TPE-S et le TPE-A.
Transmission laser: Le degré de transparence des plastiques est influencé par la cristallisation, les charges, l'épaisseur des parois, les pigments et la structure de la surface. S'il vous plaît vérifier avec votre
contact Leister pour la compatibilité de la partenaire d'assemblage transparent.
7
Solutions individuelles pour des applications variées
Le soudage laser convient aux secteurs les plus divers et aux applications les plus variées. Leister a développé des
concepts adaptées pour proposer la solution optimale pour chaque application. Ainsi, le potentiel de ce procédé
sera rentable dans chaque utilisation. Leister propose les systèmes de soudage des types « contour » (ou soudage
Soudage de contours Soudage quasi simultané
Un spot laser focalisé génère une fusion locale séquentielle le Deux miroirs du scanner dévient le faisceau ponctuel du laser et
long d’une trajectoire prédéfinie. Le volume de fusion, bien maî- le dirigent à très grande vitesse le long des contours de soudage.
trisé, reste faible, l’éjection de matière fondue est inexistante. Le Le cordon de soudure est parcouru plusieurs fois par seconde
mouvement d’avance se fait par déplacement du spot laser, de par le faisceau laser, ce dernier chauffant pratiquement simultané-
la pièce, voire des deux simultanément. ment tout le cordon de soudure et le plastifiant. Les tolérances
de forme des pièces peuvent être compensées et forment un
bourrelet de soudure, étant donné que les 2 pièces d’assemblage
sont pressées l’une contre l’autre pendant l’opération de soudage.
Caractéristiques et application : Caractéristiques et application :
• Faisceau laser ponctuel • Faisceau laser ponctuel
• Flexibilité élevée • Grande flexibilité
• Ligne de fusion généralement du type 2D • Possibilité de franchissement de fente
• Idéal en cas de changement fréquent des composants • Convient aux petites séries et à la production de masse
Soudage simultané Soudage radial
La totalité de la zone d’assemblage est fusionnée simultanément Un faisceau laser dévié par un miroir, accoste la pièce de
par un ou plusieurs lasers. On utilise généralement des révolution de manière radiale et simultanée. La nécessaire
lasers à diodes haute puissance, de conception très compacte. pression de contact dans la zone à souder est assurée par
Les soudures linéaires sont réalisées facilement. Grâce à des un ajustement serré des pièces à assembler. Pour ce type de
composants nouvellement développés, toutes les géométries soudure périphérique et étanche, les composants n’ont pas lieu
de faisceau sont envisageables. d’être déplacés.
Caractéristiques et application : Caractéristiques et application :
• Temps de cycle du soudage très court • Adapté à des diamètres très variables
• Aucun mouvement relatif • Pas de nécessité de rotation
• Possibilité de combler des défauts de contact entre pièces • Grande capacité de production
• Adapté à la production grande série • Aucun dispositif de serrage nécessaire
8 www.leister.com
linéaire), « soudage simultané », ainsi que le « soudage radial ». L’offre est complétée par les concepts originaux de
soudage par « masque » et de soudage « GLOBO » distingués par le « Swiss Technology Award ».
Soudage au masque Soudage GLOBO
Un masque est positionné sur les pièces à souder. Un faisceau Le soudage GLOBO fonctionne selon le principe du soudage
laser de forme linéaire, balaye transversalement le masque, dont de contour. Un spot laser traverse préalablement une bille en
les ouvertures déterminent avec précision les zones autorisées quartz, qui, tout en appuyant sur les pièces à assembler, roule
à être soudées. La géométrie du soudage peut aussi bien être sans glisser le long d’une trajectoire définie. Afin de rouler sans
droite que curvilignes et de largeur allant du trait à de large sur- glisser, la bille est montée sur coussin d’air. Le soudage GLOBO
faces. ne nécessite pas de système presseur spécifique et présente
une très grande souplesse d’utilisation pour des applications
aussi bien 2D que 3D.
Caractéristiques et application : Caractéristiques et application :
• Faisceau laser linéaire • Géométrie d’assemblage 2D ou 3D
• Zone d’assemblage contenue dans un plan • Pas d’outillage de serrage spécifique
• Rapide et flexible • Synchronisation optimale de la force de serrage et de
• Adapté aux micro- et aux macro-applications l’apport d’énergie
• Particulièrement adapté à l’usage de robots
Soudage à la molette
Le soudage à la molette est basé sur le concept du soudage
GLOBO. Un faisceau laser linéaire est focalisé sur le plan
d'assemblage par une molette en verre. La molette est placée
au choix d'un côté ou des deux côtés et les longeur de ligne sont
disponibles dans différentes longueurs. Le soudage à la molette
permet de réaliser des cordons de soudure plus larges et donc
d'obtenir des résistances plus élevées dans la zone de soudure.
Caractéristiques et application : Le soudage GLOBO développé par Leister a été distingué par le
• Toutes les géométries d'assemblage droites, en 2 dimensions « Swiss Technology Award ».
• Soudage sans dispositif de serrage
• Différentes largeurs de cordon de soudure
• Parfait pour la production robotique
9
Postes de travail manuel pour chaque application
Le NOVOLAS WS-AT est un poste de travail manuel pouvant être équipé de diverses manières. Outre la version
standard, il existe également des extensions avec table d'indexation rotative et bande de transfert. Ces systèmes
laser NOVOLAS sont complétés par une large gamme d'accessoires. On peut ainsi obtenir un système de soudage
au laser parfaitement adapté aux applications et processus.
NOVOLAS WS-AT Caractéristiques techniques
Un système modulaire, utilisable partout. Il contient tous les Type de laser Laser à diode, laser à fibre
composants nécessaires aux processus et, est prévu pour être Mise en forme du faisceau Laser couplé sur fibres, laser à ligne
raccordé à toutes les options. Vous pouvez ainsi sélectionner Puissance laser W Point jusqu’à 300, ligne jusqu’à 600
judicieusement les composants additionnels nécessaires pour Longueur de ligne mm 18 – 95, LineBeam AT
votre application. Les systèmes au laser NOVOLAS WS-AT peu- PC pour laser, axes et contrôle de
vent être équipés de plusieurs modules laser et têtes de trai- Commande
processus
tement par système, ce qui augmente la productivité et donc Plusieurs modules laser par système
le rendement économique. Des temps de cycle peuvent être Multilaser
possibles
optimisés en plus par la manipulation automatisée ou partielle- Interface de données Windows Share
ment automatisée des composants, par exemple à l'aide d'une
Spécifique au client, Ethercat,
table d'indexation rotative. Le logiciel de commande comprend Interface de commande
Profibus, CAN, Profinet, ...
tous les modules requis pour la commande du processus et, est
200 / 230 ± 10%,
conçu pour intégrer d'autres options et accessoires. Le contrôle Tension V~
refroidi à l’air également 110
du processus en ligne avec la détection des pièces conformes /
non conformes est intégré directement dans la commande. Fréquence Hz 50 / 60
Vous pouvez commencer la production immédiatement après Courant absorbé max. A 16 (en fonction du modèle)
l'installation du système clé en main. Raccord de l’air comprimé bar 6
Refroidissement à l’eau ou à l’air, en
Refroidissement
fonction du modèle, air évacué max 55°C
Conditions environnementales °C 15 – 40, refroidi à l’air jusqu’à 35
Modèle standard
Dimensions (l x L x H) mm 860 x 1240 x 1860,
sans témoin de signalisation ni écran
Poids kg env. 400, en fonction du modèle
Classe laser 1 (avec laser pilote 2 / 2M / 3R)
Interface utilisateur IHM Leister
Conforme CE. Sous réserve de modifications techniques. Autres modèles
sur demande.
• Système laser clé en main pour tous les concepts de
soudage au laser
• Interface utilisateur explicite et intuitive
• Plusieurs modules laser et optique par système font croître
les débits et la rentabilité.
• Contrôle du processus en ligne intégrée à la commande
• Conception modulaire pour adaptation aisée à l’application
du client
• Intégration simple dans les systèmes de transfert existants
• Table d'indexation rotative en 2 ou 3 parties
NOVOLAS WS-AT :
Système de soudage laser, ici en version
poste de travail manuel.
10 www.leister.comUn poste de travail manuel en version table
Le NOVOLAS TTS (Table Top System) séduit par sa fonctionnalité dans un espace très réduit. Ce poste de travail
compact réunit tous les avantages du soudage laser de plastiques dans un système économique et facile à
programmer.
NOVOLAS TTS Caractéristiques techniques
Le design compact de NOVOLAS TTS contient tous les Type de laser Laser à diode refroidi à l’air
composants requis pour le soudage laser des plastiques. L'unité Mise en forme du faisceau Spot, lignes, anneau, DOE
laser et la cellule d'usinage peuvent être placées séparément Puissance laser W 40 (max.)
l'une de l'autre et peuvent ainsi être employées en production Laser pilote LED
avec un encombrement optimisé. Malgré la petite cellule Surface d’usinage mm 100 x 100
d'usinage, la surface d'usinage et/ou de soudage est de 100 x Vitesse de conduite max. mm/s 200
100 mm.
Force de serrage max. N 1372
Le NOVOLAS TTS est commandé par une mini API et, est
Pression d’air bar 6
programmé avec un logiciel IHM (Interface Homme-Machi-
ne) développé par Leister. L'IHM transfert dans le système les API intégrée pour la commande
Commande
données pour le processus où elles sont ensuite enregistrées de processus du laser et des axes
en fonction du projet. Le contour de soudure est programmable Masse (l x L x H)
individuellement dans le code CNC alors que d'autres Cellule d’usinage mm 500 x 585 x 525
paramètres comme la performance laser et la vitesse peuvent Basic AT compact mm 550 x 500 x 325
être prédéfinis simplement. Une fois mis en place, le système Poids
fonctionne de manière autonome. Des modules externes comme Cellule d’usinage kg ~ 65
le clavier et le moniteur peuvent être séparés pour l’agencement Basic AT compact kg ~ 35
du système. Si vous le souhaitez, un accès à distance est Tension du secteur V~ 100 - 240
également possible via un ordinateur. Consommation de courant A max. 10
Fréquence Hz 50 / 60
• Système de soudage laser compact et efficace Longueur de câble entre
mm 2000
• Investissement : installation de production optimisée les modules
• Plusieurs applications réglables pour la production Conditions environnementales °C 15 - 40
• Logiciel IHM pour tous les processus Interface utilisateur IHM Leister
• Classe de sécurité laser 1
Conforme CE. Sous réserve de modifications techniques. Autres modèles
sur demande.
Cellule de traitement : NOVOLAS Basic AT Compact :
Compact et efficace Système laser à diode compact et èconomique
11Logiciel NOVOLAS IHM (Interface Homme-Machine)
Un logiciel reproduisant le processus utilisé sur toute
la palette de produits. Il est configuré sur les modules
utilisés et représente tous les processus réglables.
Bienvenue
Dès la connexion, la langue et le niveau sont sélectionnés. Trois
niveaux peuvent être sélectionnés et sont protégés par mots de
passe :
• Mise au point
• Production
• Service
Sur le côté droit de l'interface utilisateur, le système laser est
représenté en fonction de l'application.
Mode de configuration
Des paramètres pertinents pour le processus sont réglés dans
le mode de configuration et activés pour l'opérateur :
1. Déplacement : Programmable dans le code G
2. Laser : Puissance et modes de processus
3. Dispositif de serrage : Fonctions du système de serrage et
leurs modes
4. Contrôle de la qualité : Sélection et type de contrôle
Mode de production
Dans le mode de production, l'opérateur peut :
1. sélectionner un programme d'usinage
2. voir le nombre de pièces soudées qui sont évaluées com-
me conformes (vert) ou non conformes (rouge)
3. sélectionner un contrôle qualité activé et représenté sous
forme de courbe dans la zone inférieure
SystemOverview
Un logiciel est fourni avec chaque système NOVOLAS Basic
AT. Le logiciel visualise les états des différents modules et
soutient l'intégration et la mise au point du processus. En cas de
services, le système peut être analysé avec ce logiciel et mis à
jour. Un accès commandé à distance via un accès internet est
déjà pré-installé.
12 www.leister.comContrôle de la qualité
L’observation et la qualification du résultat de soudage sont adaptées au processus à l’aide des méthodes
d’observation de processus en option. Cette méthode permet de réaliser des procédures de réglementation qui
stabilisent l’ensemble du processus.
Surveillance des processus
Contrôle des processus lors du processus de production
Post-traitement
Prétraitement • Contrôle optique
• Mesure des dimensions pertinentes • Vérification de la chute de pression
• Mesure de planéité • Vérification de la chute de vide
• Mesure des propriétés optiques • Méthodes de test destructives
• Contrôle de la présence des pièces • Pression d’éclatement
• Contrôle de la position des pièces • Coupes fines
• Codage du support • Essai de traction
• Codage de la pièce
Pendant le traitement
• Mesure de la puissance du laser
• Mesure de la vitesse de soudage
• Pyrométrie
• Position de la pièce et chemin de fonte
• Vitesse de fonte
• Tension
• Surveillance optique
Des résultats surveillés
Souvent, une combinaison de ces trois approches mène à
un résultat optimal. La surveillance intégrée au processus est
un contrôle en ligne qui peut par exemple être réalisé avec un
pyromètre pour surveiller la température ou par une mesure de
la force et du parcours. Ces options sont ajustées en fonction de
l’application et du processus de soudage utilisé.
Pyromètre
• Contrôle et régulation du processus en fonction du température
• Plage de température 100 – 400 °C
Mesure de la force et du parcours
• Contrôle et régulation du processus en fonction de la
trajectoire de liaison
• Résolution de 0,01 mm pour 25 mm de course de mesure
• Résolution de 10 N pour un domaine de mesure de 2000 N
13Les systèmes laser modulaires, intégrables et puissants
NOVOLAS Basic AT et Basic AT Compact : L’association de ces deux systèmes laser avec les principes de soudage
fournit une grande variété d’options répondant à tous les défis. Les systèmes sont conçus pour l'intégration dans
des installations de production.
NOVOLAS Basic AT et Basic AT Compact Caractéristiques techniques
Les systèmes NOVOLAS Basic AT et Basic AT Compact sont Type de laser Laser à diode, laser à fibre
conçus pour l’intégration dans des chaînes de production et des Mise en forme du faisceau Laser couplé sur fibres, laser à ligne
cellules d’usinage. Grâce à leur structure modulaire cohérente, Puissance laser W Point jusqu’à 300, ligne jusqu’à 600
les systèmes lasers peuvent facilement être configurés pour Longueur de ligne mm 18 – 95, LineBeam AT
les exigences les plus différentes. Ainsi, quasiment tous les Jusqu’à 4 modules laser par
concepts de soudage peuvent être réaliser avec les différents Multilaser
système possibles
modules de laser à diode et modules optiques. Les composants Laser pilote / laser de visée mW < 3 (classe de laser 2/2M / 3R)
coordonnés entre eux garantissent à la fois un niveau élevé de Digitale/analogique E/S, RS232,
sécurité du processus et une fabrication peu onéreuse. L’utilisa- Interface de commande
RS422/485
tion de plusieurs modules à laser et optiques au sein d’un seul
Tension 200 – 240
système représente une méthode efficace pour augmenter le V~
Basic AT pour laser refroidi à l’eau
débit – et par conséquent, pour abaisser les coûts.
Tension 100 – 240
V~
Basic AT et AT Compact pour laser refroidi à l’air
• Flexible et bon marché ; convient à de nombreuses
applications Fréquence Hz 50 / 60
• Commande par le système de contrôle-commande du client Courant absorbé max. A 10 – 16 (en fonction du modèle)
• Possibilité d’installer plusieurs modules laser et optiques Refroidissement à l’eau ou à l’air,
Refroidissement
dans un système en fonction du modèle
• Débit très élevé Conditions environnementales °C 15 – 40, refroidi à l’air 15 – 35
• Structure modulaire avec divers composants en option Dimensions (l x L x H)
• Branchement rapide des raccords Basic AT compact mm 550 x 500 x 325 (6 HE)
• Verrouillage à deux canaux suivant le niveau de performance Basic AT 550 x 780 x 878 – 1288 (12 – 24 HE)
• Deux concepts d'arrêt d'urgence : Poids kg Ab 35 (Basic AT Compact)
1) Interne (arrêt d'urgence branché en série) Classe laser 4
2) Externe (statut d'arrêt d'urgence demandé en externe)
Conforme CE. Sous réserve de modifications techniques. Autres modèles
sur demande.
NOVOLAS Basic AT : NOVOLAS Basic AT Compact :
Système à laser flexible et modulaire pour une Système laser compact et économique avec laser à
intégration optimale. diode ou à fibre, refroidi à l'air.
14 www.leister.comIntégration des systèmes Basic AT
Les systèmes NOVOLAS Basic AT sont prêts à être intégrés. Leur modularité rend possible des intégrations com-
plexes aussi bien sur les postes de travail manuel que sur les installations de production entièrement automatisées.
Solutions d’intégration
Les systèmes NOVOLAS Basic AT sont conçus pour une
intégration sur mesure. Les options de base sont prêtes et sont
employées en fonction de la profondeur de l’intégration.
Les systèmes sont reliés au système principal du client au
moyen de connecteurs rapides. Sur demande, ces connec-
teurs sont mis à disposition avant la livraison de l’installation. Le
raccordement de l’installation peut ainsi être effectué juste après
la livraison.
Chaque système est doté d’un dispositif optique pour l’usinage
et des logiciels correspondants. Des fonctions de surveillance
et des aides à l’intégration facilitent la mise en place dans les
installations spécifiques du client.
Système clés en main
Lorsque les exigences des clients ne peuvent pas être satisfaites
avec le NOVOLAS WS-AT, il existe la possibilité de réaliser le
processus avec un intégrateur ou respectivement un construc-
teur de machines spéciales.
L’installation photographiée est équipée d’un robot, d’un plateau
rotatif et d’un système optique Globo et est employée avec un
NOVOLAS Basic AT (image de gauche en bas à droite).
Ligne de production
L’image de droite présente un autre exemple d’intégration avec
une Basic AT compact employée sur une ligne de production
entièrement automatisée. Le système laser peut être déployé in-
dépendamment du lieu de traitement et est donc flexible dans
son positionnement.
15Dispositifs optiques pour les systèmes laser NOVOLAS
Le concept optique de Leister inclut deux dispositifs optiques de base qui reproduisent les différents concepts de
soudage grâce à des modules formeurs de faisceau interchangeables.
AT / BT optics concept
Optic BT
• Seulement des composants
optiques
Spot
Avec différentes distances
focales et diamètres de
focus
Field
Différentes longueurs
d’arêtes
DOE
Le système à tiroirs
les rend facilement
interchangeables.
Scanner
Des lentilles F-Theta pour différents domaines de
travail et longueurs d’onde laser:
980 nm 1070 nm
100 x 100 mm 100 x 100 mm
240 x 240 mm 200 x 200 mm
350 x 350 mm 360 x 360 mm
16 www.leister.comLes dispositifs BT (Base Technology) sont petits et compacts et ne possèdent que des éléments optiques. Les
dispositifs AT (Advanced Technology) offrent par contre une meilleure stabilité de processus grâce à l’intégration de
l’électronique de surveillance.
Optic AT
• Composants optiques
• Surveillance de la puissance
• Surveillance de la connexion de
la fibre
• Pyromètre en option
Ligne
Différentes longueurs de ligne
Annulaire
Différents diamètres
et largeurs du cercle
Radial Optic 38
Pour les pièces symétriques par
rotation (≤ 38 mm)
Protection laser intégrable
17Optiques pour les systèmes laser NOVOLAS
Les systèmes laser Leister sont complétés par une gamme variée d’accessoires adaptés, qui permettent de
personnaliser les systèmes laser en fonction des exigences du client.
Laser à lignes LineBeam AT Module de collimation
LineBeam AT
• Longueurs faisceau de 18 - 95 mm
• Puissance du laser jusqu’à 600 W • Lentille de champ pour collimation
• Distribution d’énergie homogène • Longueur de ligne 38 mm, 48 mm
grâce à une optique spéciale • Répartition homogène de la
• Faisceau pilote densité de puissance grâce à un
• Des lentilles en option dispositif optique spécial
• Optique surface en option • Rayon pilote pour l’alignement
• Dispositif de surface en option
Optique GLOBO Bille sertie Globo avec
protection laser
• Système optique avec presseur
intégré • Ecrou moleté avec collerette
• Bille de pressage en quartz, sur allongée
pallier pneumatique • Extension de la protection laser
• Force de pressage pneumatique • Facile à changer
• Largeur de soudure ajustable
• Pyromètre en option
Optique à rouleau Optique à rouleau –
supporté d’un côté
• Pression pneumatique locale sans
système presseur supplémentaire • Pression pneumatique locale sans
• Répartition toujours homogène système presseur supplémentaire
grâce à un rouleau pivotant • Répartition toujours homogène
• Largeurs de ligne de 3 à 6.7 mm grâce à un rouleau pivotant
• Largeurs de ligne de 29 à 30 mm • Largeurs de ligne de 3 à 4.9 mm
(LineBeam)
Optique radiale 68
• Pour souder des composants à
symétrie de révolution
(≤ ø 68 mm)
• Protection laser intégrable
• Hauteur maximale de la pièce à
souder 60 mm, indépendamment
du diamètre
18 www.leister.comPour le soudage au masque, des masques fabriqués selon les spécificités du client sont proposés en plus des
lasers linéaires spéciaux. Des systèmes de pressage spéciaux et des optiques spécifiques font également partie
de la gamme de produits Leister.
Élément optique à diffraction (DOE)
Les DOE sont des éléments optiques pour la mise en forme du
faisceau. Ils sont utilisés pour le soudage simultané de contours
à symétrie ponctuelle ou pour la mise en forme du faisceau
optimisée (M-shape) dans le cas d’un soudage de contours ou
d’un soudage quasi-simultané. Des soudages avec M-shape
améliorent la répartition de chaleur dans le cordon de soudure
et augmentent ainsi les choix quant au processus.
Par ailleurs, des DOE sont utilisés dans l’optique du scanner
pour configurer différentes largeurs de soudure à une distance
de travail identique.
Veuillez vérifier avec les techniciens de Leister les options les
plus adaptées à votre application.
DOE générant une forme en M
Les DOE avec forme en M sont employés en soudage de con-
tours et en soudage quasi-simultané pour optimiser la répartiti-
on de l’énergie dans le cordon de soudure. Avec le mouvement
relatif du rayon laser par rapport à la pièce, la distribution
d’énergie dans le cordon de soudure s(x) est dépendante de la
répartition de la densité de puissance dans le rayon l(x,y) et de la
vitesse. Une répartition tophat ou de Gauss a pour effet que la
distribution d’énergie diminue de l’intérieur vers l’extérieur pen-
dant le mouvement (voir illustration) et mène à une augmentation
de la température au milieu du cordon.
Un DOE ayant une forme en M compense cet effet puisque la distribution de densité de puissance diminue de l’extérieur vers l’intéri-
eur. Pour y parvenir, le rayon laser est multiplié, réarrangé et pondéré. L’ensemble de la surface irradiée devient donc plus grande en
fonction de l’ensemble des rayons. La bonne qualité des rayons des lasers à fibre mène à une reproduction bien définie des rayons
dans le plan (voir illustration). En revanche, les rayons individuels des lasers à diode sont déjà relativement larges avec au moins 200
µm et se superposent lorsque le diamètre total ne doit pas devenir trop grand (voir illustration).
DOE (forme en M) avec laser à fibre DOE (forme en M) avec laser à diode
1 mm 1 mm 1 mm
19Prestations de service
La division « Laser Plastic Welding » considère le service comme une prestation de qualité à chaque étape du
projet : du développement d’un produit au service après-vente en passant par la production en série. Tous ceux qui
utilisent le soudage au laser de plastiques savent que Leister est un partenaire fiable.
Pré-développement
Le procédé d'assemblage détermine fréquemment les
exigences imposées à un composant. Dans le cas de ces
applications individuelles, nous serions ravis de vous
conseiller quant aux matériaux et aux procédés de soudure.
Nous vous soutenons lors des premiers essais de soudage
et de leurs évaluations dans l'un de nos laboratoires de
développement idéalement équipés.
Outre des systèmes de soudage laser ultra-modernes, il y a
également de nombreuses possibilités de contrôler les
composants dans notre laboratoire de développement.
Une conception optimale du cordon de soudure est aussi
importante que le processus correspondant pour l'assemblage
des composants. Bénéficiez de notre savoir-faire dans le
revêtement de matière synthétique et dans les techniques
d'assemblage pour avoir une longueur d'avance dès le
pré-développement.
Développement et optimisation des processus
Nous vous soutenons dans la sélection optimale des
processus et le calcul des paramètres du processus. Tous les
paramètres sont ici enregistrés et un panel de processus est
défini ce qui représente la base d’un concept de machine.
Utilisez nos connaissances pour optimiser également des
processus déjà établis.
Coupe transversale d’un soudage laser, largeur de soudage 3 mm
20 www.leister.comIntégration des installations Service après vente
Une fabrication de produit se compose de différentes étapes Des installations de soudage laser sont des biens
de processus. Des intégrations intelligentes sont la solution d'investissement nécessitant un entretien et un soin réguliers.
dans l'enchaînement de ces processus. Les produits NOVOLAS Nos contrats d'entretien sont adaptés aux systèmes et suivent
sont spécialement développés pour le soudage de plastiques des intervalles prédéfinis. Nous soutenons nos clients avec un
avec des lasers et offrent des options d'intégration très variées. service après-vente qui, en cas d'erreurs système, assure:
Utilisez cet avantage et planifiez avec nos spécialistes une • Un support téléphonique
intégration professionnelle et une configuration des processus. • Un accès à distance par internet ou
• Des réparations sur site.
Concepts de machine Nous sommes représentés dans le monde entier par des filiales
internationales et des distributeurs de Leister et sommes donc
Nos systèmes laser reposent sur des installations standards en mesure de livrer à court terme des pièces de rechange.
pouvant être étendues spécifiquement selon le client.
Ces extensions sont également à votre disposition et
comprennent notamment :
• Options de codage pour le moule et des composants
• Détection de pièces assistée par caméra ou observation du
processus
• Mesure externe de la puissance laser
• Evaluation des pièces conformes / non conformes avec le
récipient d'élimination
• Boîtes d'appoint
• Couleurs spécifiques au client
Il vous suffit de demander les possibilités existantes.
21Système laser Leister: succès mondial Depuis de nombreuses années, les systèmes laser et les composants de Leister sont utilisés avec succès dans le monde entier. Voilà une petite sélection des nombreux clients qui accordent leur confiance à Leister. 22 www.leister.com
Leister, synonyme de performance
Qu’importe ce que vous devez chauffer: Leister vous apporte la
solution idéale. Depuis plus de 50 ans. Nous sommes leader sur
le marché international dans les secteurs de la soudure plastique
et des décapeurs thermiques. Depuis quelques années, nous
proposons également des systèmes laser et micro innovants et
performants.
Pour que vous puissiez toujours vous fier à la qualité Leister,
nous développons et produisons tous nos produits en Suisse.
Et parce que 98% de notre production est exportée, nous avons
organisé un réseau étroit de points service dans le monde entier.
Nous pouvons ainsi vous garantir un service compétent partout
et à tout moment.
Leister Corporate Center à Kägiswil (Suisse)
Nous sommes leader sur le Nos solutions innovantes dans
marché international depuis le soudage de précision des
plusieurs décennies. Les per- plastiques autorisent l’em-
formances et la fiabilité de nos ploi de nouvelles éthodes de
produits ont placé Leister au fabrication dans la construction
tout premier rang du marché. automobile, la technique mé-
Les appareils que nous propo- dicale, la technologie des cap-
sons servent p.e. au colmatage teurs et des microsystèmes
d’étanchéité des toits, à la ainsi que dans le soudage de
pose de revêtements de sols, composants électroniques.
de bâches et sont utilisés dans
la construction.
Pour activer, échauffer, durcir, Dans le futur, ce sont les plus
faire fondre, rétracter, souder, petites structures qui joue-
stériliser, sécher ou réchauf- ront le plus grand rôle! Pour
fer, l’air chaud est de plus en permettre à nos clients de
plus utilisé dans les processus toujours garder une longueur
industriels. Les clients Leister d’avance, nous développons
bénéficient de notre immense et produisons aujourd’hui en
savoirfaire en ingénierie et salle blanche nos systèmes
profitent de notre conseil et de de capteurs micromécaniques
notre compétence lors de la et de composants micro-
conception d’applications fai- optiques.
sant appel à l’air chaud.
23Siège social de Leister en Suisse
Filiales de Leister
Revendeurs et partenaires de Leister
Headquarters Suisse
Leister Technologies AG
Galileo-Strasse 10
CH-6056 Kaegiswil / Suisse
phone: +41 41 662 74 74
info.laser@leister.com
Allemagne
Leister Technologies
Deutschland GmbH
58093 Hagen / Allemagne
phone: +49-(0)2331-95940 We are local. Worldwide.
contact: Matthias Poggel
matthias.poggel@leister.com
Adresses de distribution du centre de ventes et de services de Leister
USA, Canada, Mexique
Leister Technologies LLC
Itasca, IL 60143 / USA Europe UK / Irlande Taiwan
phone: +1 630 760 1000 Allemagne Horizon Instruments Ltd. GeniRay Technology Corp.
contact: Andrew Geiger PPW Perfect Plastic Welding contact: Daniel Bolton contact: David Hsu
andrew.geiger@leisterusa.com
contact: Dieter Wollstädter, dbolton@horizoninstruments.co.uk david_hsu@geniray.com
Chine Siegfried Kirchner
Leister Technologies Ltd. dw@ppw-systems.de Danemark / Suède Corée
Shanghai 201 109 / PRC sk@ppw-systems.de Weldingseller aps YesLaser Corporation
phone: +86 755 27440399 contact: Thorben Knudsen contact: Kerry Jung
contact: Cai Sheng
sheng.cai@leister.cn Hamec tk@weldingseller.dk yes@yeslaser.com
contact: Andreas Schoch
Japon andreas@hamec.eu Moyen-Orient Thailand
Leister Technologies KK Israël Thai Vinyter Co Ltd
Yokohama 222-0033 / Japon
Hollande Su-Pad (1987) ltd contact: Anan Suriyaprapadilok
phone: +81 (45) 477 3637
contact: Nobuaki Suzuki Aeson AV Huizen /NL contact: Ziv Sadeh anan@thaivinyter.co.th
nobuaki.suzuki@leister.com contact: Rudolf Dasbach ziv@su-pad.com
r.dasbach@aeson.nl
Inde Asie
Leister Technologies
Belgique / Luxembourg Malaisie
India Pvt. Ltd.
phone: +91 44 45583436 Hupico bvba SnR Gold Wave Resources Sdn Bhd
contact: Arun Kumar contact: Pierre Huyghebaert contact: Abdul Wahab
info@leister.in pierre@hupico.be awahab@snrgw.com
© Copyright by Leister, Switzerland
Adresses des revendeurs :
Soudage laser des thermoplastiques / FR / 08.2018 / Réf. 119.779
Swiss Made. Leister Technologies AG est certifiée ISO 9001. Sous réserve de modifications.
www.leister.com/laserplasticweldingVous pouvez aussi lire