Carrefour de l'innovation - Forum PLASTIPOLIS - zoom sur une sélection de projets collaboratifs
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
EN ROUTE VERS
HEADING TOWARDS 2020
Carrefour de l’innovation – Forum PLASTIPOLIS
zoom sur une sélection de projets collaboratifs
Projets carrefour de l’innovation
Des projets dans les quatre DAS
DAS Matériaux avancés
TIPCO AmoPLA
ACOSITE Hyplate DAS Produits Intelligents
Plastr. & Design Plastronics
DAS Ecoplasturgie
ConProMI
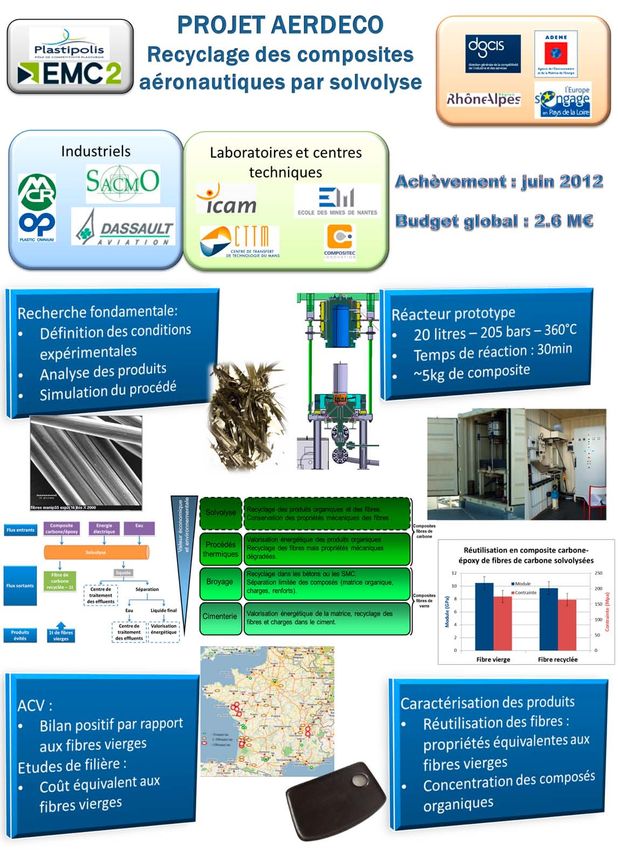
THALIA AERDECO
VALEEE PURE
DAS procédés à haute VA
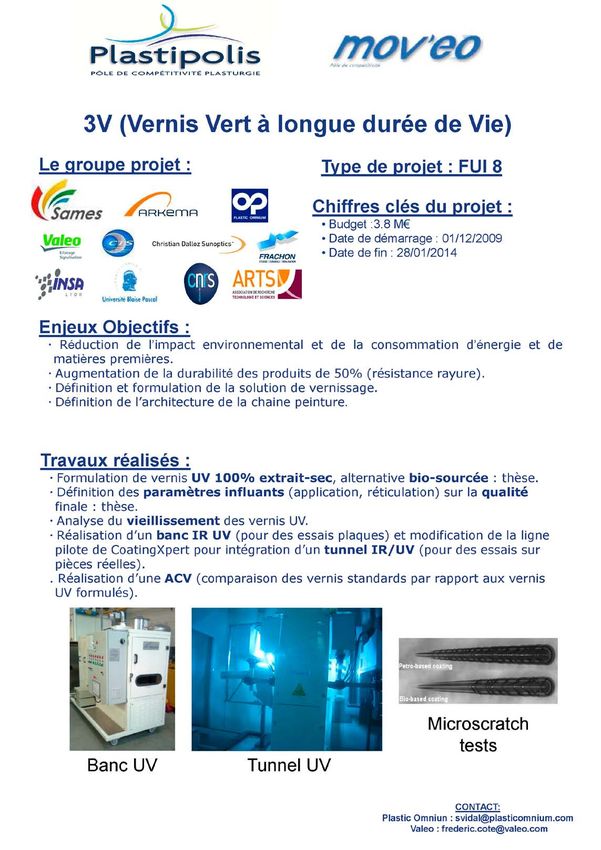
3V HOBBIT Composites
Fab.additive CRISTAL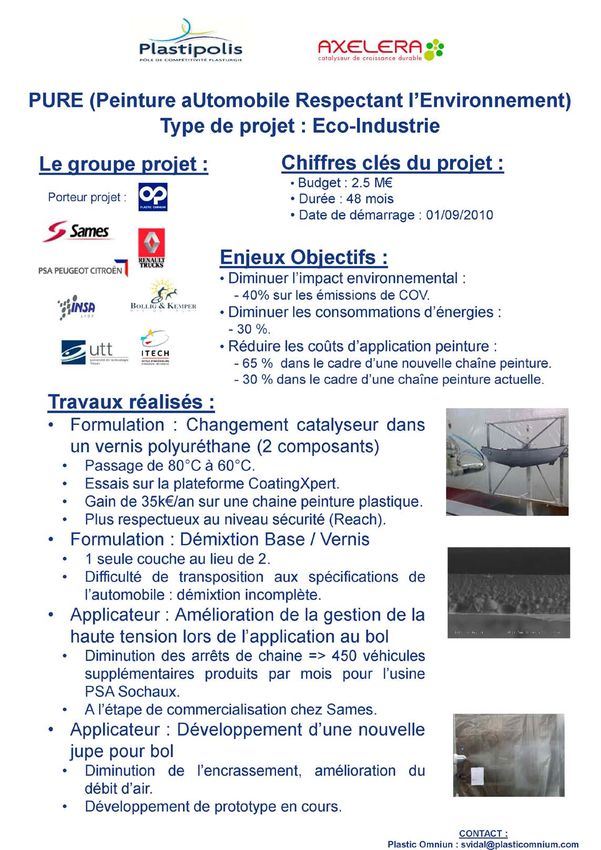

PROJET AMOPLA
« Aptitude à la Mise en Œuvre du PLA »
par les procédés industriels d’extrusion gonflage
d’injection et de thermoformage
Benoît Mallet, Dr. Khalid Lamnawar, Pr. Abderrahim Maazouz
Ingénierie des Matériaux Polymères UMR CNRS#5223 - Site de Plasturgie de l’INSA de Lyon (Oyonnax)
Contact : abderrahim.maazouz@insa-lyon.fr / Professeur à l’INSA de Lyon
OBJECTIF PRINCIPAL : Développement et optimisation de formulations à base de PLA,
aptitude aux procédés à l’échelle laboratoire, transposition à l’échelle industrielle
Objectifs :
• Scientifique : développer des formulations à base de PLA répondant aux exigences de processabilité des transformateurs, de
fonctionnalité des acheteurs de l’emballage .
•Industriels : lever les verrous rencontrés par les industriels en vue de transformer des matériaux à base de PLA ayant les propriétés
d’usage recherchées .
• Economiques : élargir la gamme de produits à base de PLA pour diverses applications (emballage, produits de consommation, bio-
compostables, à faible durée de vie…)
Septembre 2011 à Décembre 2013- Budget (volet procédés) : 350 k€
Développements et Résultats Echelle Laboratoire
moyens expérimentaux du site d’Oyonnax/INSA de Lyon et du lycée Arbez Carme (Oyonnax)
Extrusion-Gonflage : Injection :
Développement de formulations (90 à 95% base PLA commerciaux)en vue d’élargir la Développement de 3 familles de formulations (85 à 90%
fenêtre de processabilité du PLA avec une cristallisation rapide lors du procédé. base PLA commerciaux) en vue d’optimiser :
•La cristallisation du PLA durant le procédé,
•Sa résistance aux chocs,
•Optimisation de l'alimentation et coût de matière.
Thermoformage :
Développement de 3 familles de formulations (90 à 97%
base PLA commerciaux) en vue d’optimiser :
•La cristallisation du PLA durant le procédé,
•Sa résistance aux chocs,
PLA Seul : instable PLA « AMOPLA»: Procédé stable avec •La largeur de la fenêtre de formage en température.
un taux de gonflage important
Tests à l’ Echelle Industrielle et Principaux Résultats
Extrusion-Gonflage : Injection :
Transfert et essai de 4 formulations (100 kg de
Transfert et essai de 5 formulations (500 kg de compounds) : compounds testés chez ROVIP) :
• élargissement important de la fenêtre de processabilité (épaisseur •Bonne stabilité du procédé,
des films jusqu’à 6 µm), •Cristallisation de la matière durant le procédé,
•Cristallisation durant le procédé, •Propriétés « choc » satisfaisantes,
•Quelques faiblesses thermomécaniques subsistent sur le matériaux •Satisfaction globale des partenaires.
(=perspectives de travail),
Thermoformage :
Transfert et essai de 3 formulations
(150 kg de compounds testés chez
VELFOR) :
•Fenêtre de thermoformage élargie,
Esssais industriels chez •Bonne processabilité Bonnes
Barbier et Leygatech propriétés « chocs ».
Antériorités –Brevets- Publications PARTENAIRES INDUSTRIELS
1) Brevets:
Maazouz A., Lamnawar K. 2013. Nouveau procédé d’élaboration de biocomposites à base de PLA et de bioverre, sans dégradation du PLA. Brevet déposé en 2013. FR 1353899. Nos réf. : 246878
D31604
2) Maazouz A., Lamnawar K., Mallet B. 2010 Polymer composition based on poly lactic acid, useful in piece/object, comprises poly lactic acid and additive mixture, for promoting crystallization of poly
lactic acid, comprising mineral filler, glycol polyether, and aliphatic amide. International patent: C08L67/00; C08J5/10. FR2941702 (A1);
2) Publications scientifiques:
Al-Itry Racha, Lamnawar khalid, Maazouz Abderrahim. 2014 . Rheologica acta 53, 7 (2014) 501-517 DOI: 10.1007/s00397-014-0774-2. (IF1,65; 5 year IF2,05; Cited half-life10)
Al-Itry Racha, Lamnawar khalid, Maazouz Abderrahim. 2014 European Polymer Journal 58 (2014) 90–102 ((IF3,5; 5 year IF2,05; Cited half-life10)
Mallet Benoit; Lamnawar Khalid.; Maazouz Abderrahim. 2013. IPolymer Engineering and Science. Online first DOI: 10.1002/pen.23610 (IF1,3; 5 year IF1,6; Cited half-life10)
Corre Yves-Marie, Abderrahim Maazouz, Joël Reignier and Jannick Duchet. 2013. Polymer Engineering & Science Online first DOI: 10.1002/pen.23595 (IF1,3; 5 year IF1,6; Cited half-
life10)
Al-Itry R., Lamnawar K., Maazouz A. 2012. Polymer Degradation and Stability, Volume 97, Issue 10, Pages 1898–1914. (IF2,8; 5 year IF3,3; Cited half-life7,1)
Corre Y-M, Duchet J., Reigner J. and Maazouz A. 2011 Rheologica acta 50, Numbers 7-8, Pages 613-629 (IF1,65; 5 year IF2,05; Cited half-life10)
Mallet B., Lamnawar K., Maazouz A. 2013. Key Engineering Materials 554-557 1751-1756.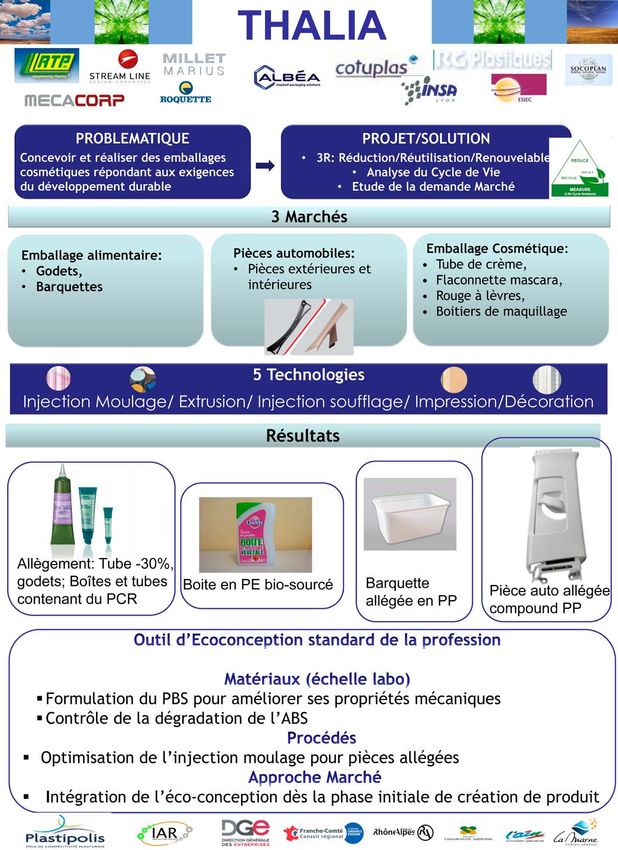
HYPLATE
Développement de plaques bipolaires composites polymères pour piles à combustible
E. Planes, N. Albérola, L. Flandin
Partenaires du projet :
E. Rossinot, H. Trouvé, N. Caqué D. Beaudoux, B. Delamotte M.L. Guegan, J.P. Michaud, Jie Dai M. Girodon, D. Muller, O. Dassonville
Introduction Matériaux
Les plaques bipolaires (BPPs) sont
des éléments importants de la pile Polymères :
à combustible (PEMFC). •Résines thermodurcissables : époxy, phénoliques, vinylester
Le matériau standard est le Viscosité faible, Taux de charges élevés
graphite mais de nouveaux Utilisation de solvant, Temps de cycle long
matériaux doivent être considérés •Thermoplastiques : PP, PPS, PVDF
pour satisfaire le cahier des Procédé par injection → Temps de cycle court
charges. Taux de charges + faibles, Propriétés finales dépendantes
Principales propriétés des BPPs :
des conditions de mise en oeuvre
•Conductivité électrique élevée > 100 S.cm-1
•Bonnes propriétés mécaniques : résistance en flexion > 59MPa
Charges carbonées :
→ Utilisation de composites polymères en combinant Graphite, fibres de carbone, noirs de carbone, nanotubes de carbone
plusieurs types de charges conductrices
Optimisation de la formulation Compromis propriétés électriques et
Détermination d’un indice de
mécaniques :
OBJECTIFS
du Cahier des Charges
performance : → Propriétés proches des exigences du cahier des charges
Conductivité Bonnes propriétés Homogénéité des propriétés → Optimisation du procédé
électrique élevée ? mécaniques macroscopiques
1ère voie d’amélioration
Dispersion des renforts
Taux de renforts élevé ?
Procédé de mise en œuvre
Problèmes de mise en œuvre
Interactions physico-chimiques
Formation de porosités renforts - matrice
2ème voie d’amélioration
Combinaison de renforts Qualité du réseau percolant
PARAMETRES
Compacité du Conductivité Surface Energie de
Taux maximal
réseau de intrinsèque des spécifique des surface de la
de renforts
renforts renforts renforts phase polymère
Φmax
ε et Vm-ε ICI Srenforts γm
Optimisation du procédé (Compression) Compromis propriétés électriques et
Avant optimisation : Après optimisation du procédé : mécaniques
→ Hétérogénéités des propriétés électriques
Après optimisation :
→ Amélioration des propriétés électriques → Respect du cahier des charges
Conclusions : Développement d’une formulation pour un procédé donné en accord avec le cahier des charges
Développement d’une gamme IDIWATT “Conductivité électrique & thermique” chez IDI Composites International Europe
CONPROMI
Convergences des Procédés de
Micro-fabrication de composants plastiques à forte valeur ajoutée
~~~~
FUI (AAP 8)
Enjeux Objectifs Chiffres clés du projet
•Développer de nouveaux procédés de
convergence en micro-fabrication afin de - Budget : 7168 K€
développer des solutions hybrides pour des - Durée : 42 mois
applications à haute valeur ajoutée. - Date de démarrage : 1er janvier 2010
•Réduire les coûts
•L’hybridation permettra: - Deux Demandes de dépôts de Brevet
•réduire le temps de cycle de 50%,
•améliorer la fiabilité de la réplication Retombées cibles
de 40%
•augmenter la précision de 30%.
- 4 démonstrateurs avec des applications dans
les secteurs de la Santé , de la connectique , …
-Un démonstrateur académique sur les
procédés Hot Embossing et micro-injection….
Le groupe projet
Porteur :
Micro-refroidisseur Démonstrateur système fluidique
Entreprises: en polymère nano chargé Instrumenté par des capteurs
(CEA Liten) (ARaymond)
Laboratoires :
Complémentarité
Démonstrateur système fluidique Micro-isolant surmoulé pour
Instrumenté par des capteurs connectique très haute fréquence
(CGTec) (Radiall)
Démonstrateur académique
(LEPMI/LMOPS – P. VUILLERMOZ SA)
identification de verrous & Validation de solutions technologiques
CONTACT
A Raymond : www.araymond.com - mohieddine.boubtane@araymond.com & damien.izoard@araymond.com
Technologie d’interconnexion &
de report de composants sur pièces plastiques
Informations : ARAYMOND – Mohieddine BOUBTANE (mohieddine.boubtane@araymond.com) - M. MBAYE (mansour.mbaye@araymond.com)
Le projet
Fournir aux industriels français des solutions de conception
et d’industrialisation de systèmes MID à fortes valeurs
Electronique
ajoutées pour des applications représentatives du marché.
Plastic
Conception 3D
Moulage
Plastronique
Les résultats
Matériaux : 3 axes de développements sur les matériaux pour applications MID
Axe 1 : Augmentation de la conductivité électrique Axe 2 : Remplacement LCP chargé Pd commercial Axe 3 : Polymères haute permittivité
Matrice Résultat Observation • Nouvelles formulations pour métallisation de plastiques techniques Création d’une gamme à haute permittivité, ε entre 3 et 10,
• Moulage et test métallisation Avec différentes matrices, du PE aux plus techniques,
PP 1016 à 1013 Ω/□ Matrice non polaire Et différentes charges, plus ou moins coûteuses
PBT 1016 à 1015 Ω/□
PS 1017 à 1014 Ω/□ Augmentation de la conductivité ;
les compounds restent isolants Exemple de trois
Exemple de compound formulations à
PEBAX 1014 à 108 Ω/□ Compounds dissipateurs
dissipateur base de PEhd
Métallisation : 3 Technologies de métallisation des polymères
Métallisation par activation Laser (LDS) Métallisation par jet d’encre Métallisation par µTamponnage
• Optimisation du procédé LDS sur différents polymères
• Développement de procédés de traitement de surface avant • Développement de protocole de métallisation sélective des polymères
• Bonne adhésion entre métallisation et substrat
métallisation par µTP 2D et 3D
• Validation de la technologie sur véhicules de tests (filtres,
• Validation de la technologie sur véhicules de tests (capteur de • Résolution de 100µm validée avec des épaisseurs de 10-15 µm sur LCP
coupleurs antennes,…)
température, filtres, design d’évaluation de technologie,…) et PI
4,0
3,5
Contrainte d'arrachement (en MPa)
3,0
PBT
2,5 ABS-PC
PC
2,0
PA66
1,5 LCP
PPA
1,0
0,5
0,0
Matériaux
Réalisation de fonctions complètes : Méthodologie de Co-conception, métallisation LDS, report de composants
Réalisation de quatre fonctions complexes en MID 3D dans les domaines de l’ automobile, de la santé et de la connectique.
Co-conception : Système Expert Interconnexion 3D usuel Interconnexion MID 3D Fonctions complètes : Conception/Interconnexion/Report de composants
Le projet Plastronics est labellisé et soutenu par le FUI, le FEDER, BPI, et les collectivités territoriales
Projet VALEEE
Valorisation énergétique des fractions de
DEEE non recyclées
Consortium du sous-projet
Objectifs
Introduction / Contexte Innovation / Verrous technologiques
• La production des DEEE s’élève à 1,5 Mt/an en France et de 11 • Il n’ y a pas d’offre d’équipements sur le marché pour la valorisation énergétique, en
Mt/an en Europe particulier en petites et moyennes puissances (0,5 à 10 MW)
• Le recyclage « matière » reste privilégié par rapport à la • Les DEEE sont des combustibles qui se caractérisent par une très grande hétérogénéité,
valorisation énergétique, mais des limitations techniques et avec la présence de substances polluantes, parfois peu connues en combustion (comme
réglementaires au recyclage « matière » subsistent le brome par exemple), ainsi que par un caractère « collant » pour certaines fractions
• Les Pouvoirs publics ont la volonté forte de réduire drastiquement organiques.
la mise en décharge ainsi que de favoriser le recyclage de matières
stratégiques (terres rares, etc.) Objectifs
• Le coût croissant de facture énergétique pousse la demande des
industriels à un accès à des énergies « bon marché », afin de • Développer une ou des solutions pour la valorisation énergétique des fractions non
maintenir leur compétitivité recyclées des DEEE, notamment dans une approche décentralisée
• Préparer une opération de prototypage avec un industriel
Résultats scientifiques et technologiques
Démarche: Résultats techniques Résultats économiques Résultats marchés
• Identification et analyse • 3 solutions retenues : Foyer VALI • Temps de retour des • Taille des gisements peu élevée
des meilleurs solutions pour des puissances de 0,3 à 3 MW, équipements inférieur à 5 (100 à 1000 t/an)
technologiques pour la combustion sur grille (de 2 à 10 MW), ans •Forte attente des industriels pour
combustion des DEEE et technologie PYROBOX (traitement des solutions décentralisées
Résultats réglementaires
l’épuration des fumées thermique en atmosphère réductrice) • Les producteurs de DEEE ont
• Réalisation d’une réalisation d’un APD sur la • 2 voies sont possibles pour souvent des besoins en chaleur
enquête de terrain solution VALI la valorisation des DEEE limités mais sont d’avantage
• Elaboration d’un APS et Voie classique de consommateurs d’électricité
d’un APD l’incinération des déchets
• Analyse du cadre (rubrique 2771)
réglementaire Procédure de sortie de Illustration de
DEEE stockés en
statut de déchets (rubrique
Prototype VALI attente de
2910 B) traitement
Conclusions - Perspectives
Bilan :
• Fourniture de moyens pour permettre à une TPE de développer de nouveaux produits
• Subsistance de freins réglementaires considérables au développement de solutions de traitement de déchets décentralisées
• Besoins de développements complémentaires : solution PYROBOX, gestion des polluants comme le fluor ou le brome, mise en place
d’unités pilotes
Perspectives :
• Discussions en cours avec des industriels en vue de réaliser des opérations de prototypage
• Participation à des actions visant à développer l’usage des déchets, notamment polymériques, en production d’énergie (caractérisation des
déchets, développement de nomenclature pour SSD, etc.)
• Besoin de soutiens financiers incitatifsFabrication additive
Du prototypage à la fabrication directe?
Niveau de détail élevé Supports : certaines géométries
Stéréolithographie
Bel état de surface final non accessibles
(SLA)
Technologie la plus mature Vieillissement des pièces
Niveau de détail élevé Supports : certaines géométries
Digitial Light Processing Bel état de surface final non accessibles
(DLP) Plus rapide que la stéréolithographie Vieillissement des pièces
Frittage laser (SLS) Qualité mécanique des pièces (rigidité) Etat de surface
Meilleure disponibilité des matériaux
Pas de supports: toute géométrie
possible
Un des principaux brevets Srati : 1ere voiture Grande surface d’impression possible
liés au SLS « Apparatus for Niveau de détails
entièrement imprimée Frittage par flashage IR
Plus rapide que le frittage laser
producing parts by 3D (hors moteur et Qualité mécanique des pièces (rigidité) Encrassage du masque
(SMS)
selective sintering” de pneus) – Sept. 2014 Forte disponibilité des matériaux
Deckard Carl R tombe dans Pas de supports
le domaine public – Février Coût Etat de surface
2014 Dépose de fil fondu Pièces fonctionnelles rigides Niveau de détails
(FDM) Poly-couleur Pièces anisotropiques
Supports solubles
Pièces multicolores Qualité mécanique très faible
Projection de liant - Coût
Nouveau procédé: Arburg Impression Couleur Rapidité
FreeFormer - Fabrication Pas de supports
sans structure de support
3DPrint: 1er salon B to B couche par couche, à partir Comparatif de quelques technologies
de la fabrication additive d’infimes gouttelettes
en France – Juin 2014 ( EP2611596) – Oct 2013
Faits marquants
Etude brevets « Fabrication additive & matériaux polymères2 »
Evolution globale des brevets Distribution géographique
Pays de priorité Pays d’extension Pays du déposant
•Note : Compte tenu du délai de latence de 18 mois pouvant exister
entre le dépôt et la publication d’un brevet nous ne pouvons affirmer
l’exhaustivité des données. Les années 2012, 2013 et 2014 ne sont pas
complètes.
Principaux acteurs
Académiques Industriels
Rapport sur la fabrication additive disponible sur demande
Pour plus d’informations: cecile.coustal@plastipolis.fr
1
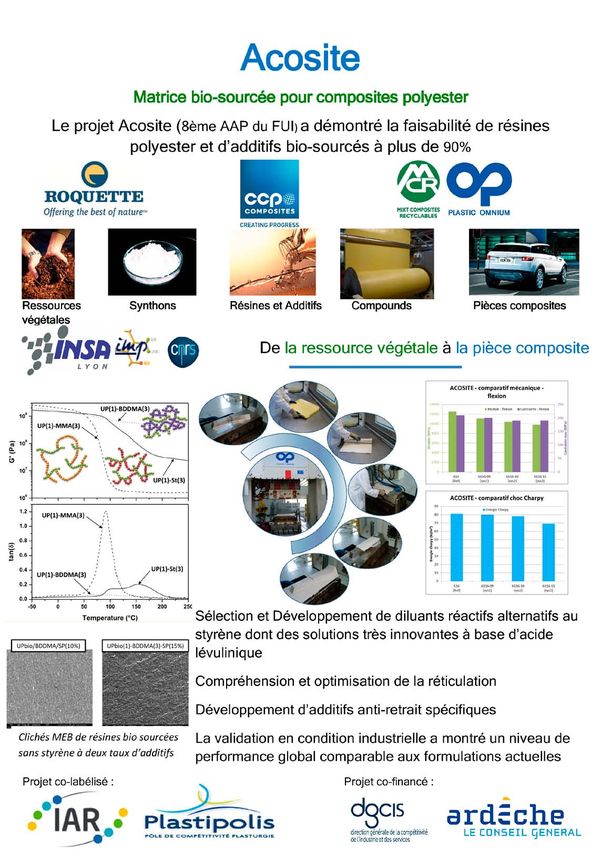
2 Mots-clés utilisés pour l’étude disponibles sur demandeNew generation of bioactive implant
Development of a new generation of resorbable implant : biomimetic and bioactive for bone repair using
Composite Technology * and plastic processing techniques
Elodie Pacard1,Marilys Blanchy2, Konstantin Sipos2, Marie Pierre Foulc2
Contact : biomaterials@rescoll.eu Website : www.rescoll-medical.com
1 RESCOLL, 43 bd du 11 novembre 1918 - 69100 Villeurbanne ; 2 RESCOLL, 8 Allée Geoffroy Saint-Hilaire - 33600 Pessac
* Patent : « method for preparing a composite material, resulting material and use thereof - WO2008116984 – Rachid ZENATI and Elodie PACARD,2008».
Introduction : inert to bioactive Clinical applications:
Biomaterial evolution :
Neurosurgery : to develop electrode support for
RESORBABLE + diagnosis epilepsy on young children
INERT RESORBABLE
BIOACTIVE
Diagnosis and treatment of epileptogenic zones by implanting depth
electrodes using stereoencephalography (SEEG) procedures
Number of children showing a drug‐resistant epilepsy forms requiring SEEG : 4 000
to 8 000
METAL POLYMER COMPOSITE Number of children requiring surgical excision : 2 000 to 4 000 / year.
Interest to combine biomaterials Number of children operated per year in France : 50.
The Bioactive ceramic does not allow access to plastic
Early treatments give better results due to larger brain plasticity
processing techniques
HOWEVER due to excessive bone malleability and fragility of cranial bones of young
The Polymer alone has no bioactivity. children, the procedure is less common for children under the age of 6 years
Possibility of producing simple or complex shapes
Real clinical need to develop a support system for the electrodes using
HOBBIT product
composite material to better integrate and solidify the area of implantation
Low number of indications but real innovation with a major medical
challenge:
Significant cognitive and behavior consequence on children
Brain plasticity of children make the consequences of the surgery minor
fixation plate interference screw Interbody cage
Products or Prototypes from Composite Technology: Cranio Maxillo Facial (CMF) :
Bioactive Ceramics / copolymer of lactic acid To develop bone plate
Plastic processes (co-extrusion, co-injection)
To manufacture an implant with a gradient of properties Manufacturing of an innovative osteosynthesis maxillo-facial plate in a
(mechanical and resorption) growing market
To remove the solvent in the manufacturing process. Internal fixator market
Orthopedics market in Europe (2012): 7.4 M€ Not absorbable
Composite Composite
Of which 168K€ for CMF market.
Orthopedics market In France 866K €, (12% of the 60%
European market),
of which 21K€ for CMF with 40% of absorbable internal fixators 40%
Laying of bone plate : 30 000 units Absorbable
Polymer Polymer
Several units are used for surgical intervention +35% in 5 years
fixation plate interference screw
Growing market, few competitors and real clinical need to develop a
Osteointegration improved by using gradient of the
system to stimulate bone and avoid to remove plate especially for children
property (biomimetic)
Bioactivity: Conclusion :
Formation of hydroxyapatite after immersion in biological fluid → SEM: Advantages of osteosynthesis:
presence of crystals as needles → DRX: presence of the HAP peak
Reduce the risk of complications and infections
for 2θ = 33 °
Stimulate the bone regeneration
Avoid a second operation to remove medical device
Advantages of composite technology in Neurosurgery:
Hold electrodes & stimulate bone regeneration
Treat younger patients
SEEG procedures in children are expected to significantly grow
with the marketing of electrode support for the epilepsy diagnosis
SEM image of the composite XRD analysis of various composite materials
New generation of bioactive materials that interact with the
granules (50% bioactive glass) of bioactive glass composition (0, 20, 30, 50 body to speed up the healing process and to improve the
after 14 days immersion at 37 ° and 100% by weight) after 14 days immersion
C in SBF. at 37 ° C in SBF. integration of the implant in the living environment
Consortium: Label and funding :
Project supported by
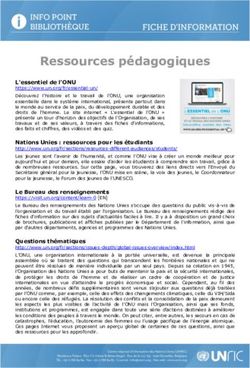
FUI 8, 092906353CRISTAL
Carbone FoRgé Improved ProceSs for Technical Advanced Level
Projet FUI n°7
12 Partenaires
5400 k€
Juillet 2009 à mars 2013
Labellisé 3 Pôles de Compétitivité
Enjeux Résultats et retombées
Pour l'aéronautique, les pièces de liaison (petite
taille) restent métalliques peu compétitives avec Technologie: développements outillages, presse,
les procédés classiques des composites périphériques
(autoclave, RTM, …)
Matériaux
Procédé Carbone Forgé ® ½ produits haute déformabilité TPFL® Schappes Techniques
Base de données "matières / procédé" avec composites
Capacité à associer fibres longues à matrices TP (PPS, PEEK, PEI) et TD epoxy
Fibres longues
Taux élevés de renforcement Modélisations Procédé
Réalisation de géométries complexes Formes, température, vitesse,
Lois de comportement rhéologique
Positionnement Multi plis, contacts outillages
Punch
Performances Autoclave
mécaniques
Moulage
compression "PlastCRISTAL – INSA" Die
Compounds Fibres
longues
fibres courtes
Analyses mécaniques
Compression
Injection Coûts
- Réduction des pertes matières,
- Réduction des cycles, temps et coûts de fabrication
- Innovant et Compétitif pour pièces composites de Contrôles Non Destructifs
petite ou moyenne taille A² Scan C² Scan
Développement de méthodes
innovantes de caractérisation des
ondulations de fibres
Objectifs pour le domaine aéronautique
Développement d’une filière Française Démonstrations
production de petites pièces complexes en
matériaux composites hautes performances
Développer le procédé Carbone Forgé ® et les
matériaux associés (formabilité, classe de
température d’utilisation, recyclabilité, …)
Développer la connaissance: base de données
matériaux, modélisation procédé, prédiction des
propriétés mécaniques
Développer des méthodes de Contrôles Non
destructives appropriées aux géométries complexes, Positionnement concurrentiel pour pièces 3D
en rapport avec les coûts complexes
Des applications industrielles validées et en série
Intégrer des contraintes de développement durable
Domaines Aéronautique, Défense et Industriel
Projet conduit avec les soutiens financiers : FUI, DGCIS, Région Rhône Alpes, Conseils Généraux de l'Ain et des Alpes maritimes, FEDER
CONTACT: Gérard Saussereau - gerard.saussereau@mbda-systems.comNos partenaires /
Our partners :
PLASTIPOLIS
Maison des Entreprises
BP 10029 – Bellignat
01115 OYONNAX Cedex
Tél. : +33 (0)4 74 12 19 23
Fax : +33 (0)4 74 12 19 24
LYON
39, rue de la Cité
69003 LYON
BESANÇON
TEMIS AGORA
Crédits photos : Shutterstock, Fotolia, Istock photos.
17F, rue Alain Savary
25002 BESANÇON CEDEX
GRENOBLE
155, cours Berriat
38028 GRENOBLE
contact@plastipolis.fr
www.plastipolis.fr
.:: création et impression ::.
tratec
LES PïLES DE COMPƒTITIVITƒ
➔
MOTEURS DE CROISSANCE ET DÕEMPLOIVous pouvez aussi lire