DAHER L'assemblage des composites hautes performances - 31 janvier 2019
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

DAHER
L'assemblage des composites hautes performances
31 janvier 2019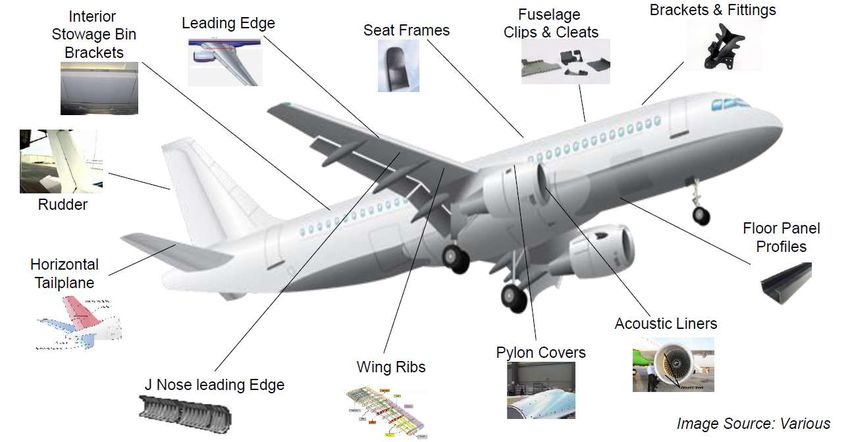
SOMMAIRE
1 Présentation groupe DAHER
2 Pourquoi les composites thermoplastiques
3 Les soudures TP
4 Les procédés de demain
2
1 PROFIL

PROFIL
UN GROUPE DAHER EST UN AVIONNEUR
FAMILIAL FONDÉ ET UN ÉQUIPEMENTIER
EN 1863 INDUSTRIE ET SERVICES
Fort de son actionnariat familial, Daher
est tourné vers l’innovation depuis sa
création en 1863.
Aujourd’hui présent dans 11 pays, Daher
s’impose comme un acteur de référence
de l’industrie 4.0, en concevant et
RÉPARTITION
développant des solutions à valeur DU CAPITAL
ajoutée pour ses partenaires industriels.
12,5%
Daher affirme son leadership dans 3
principaux métiers : construction d’avions,
équipements et systèmes aéronautiques,
logistique et services.
87,5%
SHAPING INDUSTRIAL SOGEMARCO-DAHER
INTELLIGENCE BPI FRANCE
4
PROFIL Métiers
CHIFFRES CLÉS
3 complémentaires
CONSTRUCTEUR D’AVIONS
EQUIPEMENTS & SYSTÈMES AÉRONAUTIQUES
LOGISTIQUE & SERVICES
10 000 € 1,2 Md 50/50
COLLABORATEURS DE CHIFFRE RÉPARTITION
D’AFFAIRES DU CHIFFRE
D’AFFAIRES ENTRE
INDUSTRIE & SERVICES
11 3 ans 9
PAYS D’IMPLANTATION DE CHIFFRE D’AFFAIRES CENTRES
DIRECTE EN CARNET D’INGÉNIERIE
DE COMMANDES
1 80% 20%
DAHER LAB DU CHIFFRE D’AFFAIRES DE NOS ACTIVITÉS DANS
DANS L’AÉRONAUTIQUE LES AUTRES INDUSTRIES
DE POINTE
5
PROFIL
1 usine dédiée à la fabrication des
composites thermoplastiques
PRODUCTION
COMPOSITE TP Daher Nantes composite
plant
CHEZ DAHER
Pièces fabriquées par an par DAHER du
150 000 Clips A350 au plancher cockpit A400M
Pièces
produites
par an 150 0000
Evolution 70 000
50 000
2010 2013 2017
Presses d’estampage dédiées aux
7 composites thermoplastiques avec 2
lignes de production automatisées
6
2 POURQUOI LES COMPOSITES TP
DAHER et les fabricants d’avions veulent utiliser des
POURQUOI LE TP? POURQUOI COMPOSITES THERMOPLASTIQUES dans la structure de
L’INTERET POUR
L’AERONAUTIQUE leurs futurs avions ?
PARCE QUE LES COMPOSITES THERMOPLASTIQUES permettent d’économiser :
$ COÛTS
COMMENT ?
MASSE
8
Grace aux différents avantages des COMPOSITES
POURQUOI LE TP ? COMMENT ? THERMOPLASTIQUES
AVANTAGES TP
PRODUCTION
OPPORTUNITE
ENVIRONNEMENTALE $ BAS COÛTS
GRANDS VOLUMES
• Possibilité de recyclage • Automatisation
• Pas de date de péremption • Temps de production + faible
• Possibilité de réparer • Etapes de production réduites
CARACTERISTIQUES
MATERIAUX
• Propriété physico-chimiques
• Performance mécanique
• Soudure possible
9
POURQUOI LE TP ?
PRODUCTION BAS COÛTS & GRANDS VOLUMES
PRODUCTION
AUTOMATISATION TEMPS DE
ETAPES DE PRODUCTION
PRODUCTION
6-8 hours
Automatic Tape Lay up Polymérisation
(Boikon Machine) Thermodur Procédé de surmoulage (TPRC)OPPORTUNITE ENVIRONNEMENTALE
POURQUOI LE TP ?
ENVIRONMENT
RECYCLAGE STOCKAGE REPARATION
▪ Récupération des ▪ Pas besoin de ▪ Multi cuissons
déchets durant la congélateur
production
▪ Réparations locales
▪ Fabrication de ▪ Pas de date de
nouvelles pièces péremption
11WHY TP ?
CARATERISTIQUES MATERIAUX
MATERIAUX
PERFORMANCE WELDING
PROPRIETES POSSIBILITY
MECANIQUE
PHYSICO-CHIMIQUE
▪ Résistance à l’impact
▪ Temperature ▪ Adhésion supérieure
d’utilisation élevée au collage
▪ Résistance aux
fluides ▪ Pas de rivet / Pas de
perçage
▪ Résistance au feu
▪ Reprise d’humidité
très faible
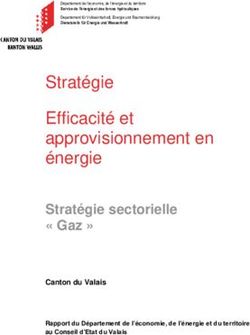
12POURQUOI LE TP ?
LE TP DANS
L’AERONAUTIQUE
Access doors
13
SOURCES : Various3
LES SOUDURES
TP
SOURCE : CompositesWorldMODES D’ASSEMBLAGES
Les modes d’assemblages :
LES AVANTAGES DE
LA SOUDURE
• Assemblages mécaniques : Fixation
• Assemblages adhésifs : Collage
• Assemblage par fusion : Soudage
SOURCE : CompositesWorld
Les principaux avantages du soudage :
• Moins de fixations
• Structure optimisée plus légère (moins de trou)
• Une meilleure répartition des efforts dans la structure
15Les paramètres clefs d’une bonne soudure :
MODES D’ASSEMBLAGES
LES PARAMETRES • Température de fusion
DE LA SOUDURE TP
• Pression
• Refroidissement
Les principaux types de soudure TP :
Soudure résistive Soudure par induction Soudure ultrason Soudure laser
16SOUDURE PAR RESISTANCE
MODES D’ASSEMBLAGES
PRINCIPAUX
PROCEDES DE
Pression
SOUDURE
Elément
résistif
Courant
électrique
Le courant électrique passe au travers d’un élément résistif qui provoque la fusion
17SOUDURE PAR INDUCTION
MODES D’ASSEMBLAGES
PRINCIPAUX Pression
PROCEDES DE
SOUDURE
Courants
induits
Champs
magnétiques
Coïl
Le coïl induit des courants de Foucault dans le stratifié carbone, ce qui génère de la
chaleur et fait fondre la matrice
18SOUDURE PAR ULTRASON
MODES D’ASSEMBLAGES
PRINCIPAUX
PROCEDES DE Pression
SOUDURE
20 à 40 kHz
Sonotrode
Enclume
La sonotrode génère des vibrations haute fréquence (20-40 kHz) qui provoquent une
chaleur de friction et une fonte des surfaces à souder
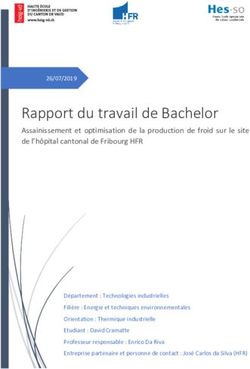
19SOUDURE LASER
MODES D’ASSEMBLAGES
PRINCIPAUX
PROCEDES DE
Faisseau
SOUDURE Pression
Laser
Matériau
semi-transparent
Matériau
absorbant
Zone de soudure
Le laser passe à travers une partie transparente (ex : fibre de verre).
L'énergie du laser génère de la chaleur, et crée la soudure entre les deux matériaux
20QUELQUES APPLICATIONS ACTUELLES QUI VOLENT
SOUDURES
APPLICATIONS
CERTIFIEES
Airbus A380 Airbus A350
Fokker 50 21QUELQUES APPLICATIONS ACTUELLES QUI VOLENT
SOUDURES
APPLICATIONS
CERTIFIEES
Gulfstream G650 Bombardier Cseries / Airbus A220
Boeing Phantom Eye 22Resistance Welding Induction Welding Ultrasonic Welding Laser Welding
MODES D’ASSEMBLAGES
Schéma de
principe
PRINCIPAUX
PROCEDES DE
SOUDURE
• Le courant électrique passe au • Le coïl induit des courants de • La sonotrode génère des • Le laser passe à travers une
travers d’un élément résistif qui Foucault dans le stratifié vibrations haute fréquence (20- partie transparente (ex :fibre de
Principe du
provoque la fusion. carbone, ce qui génère de la 40 kHz) qui provoquent une verre). L'énergie du laser génère
procédé
chaleur et fait fondre la matrice. chaleur de friction et une fonte de la chaleur, et crée la soudure
des surfaces à souder. entre les deux matériaux.
• Chaleur uniquement à l’interface • Un suscepteur n’est nécessaire • Bon pour la soudure par point • Grande vitesse possible
• Bon pour les soudures longues que pour les fibres non- • Très rapide
Pour • Temps procédé indépendant de conductrices (verre, aramide)
la longueur à souder. • Possibilité de souder plusieurs
épaisseurs fines.
• Nécessite un élément • Difficile de concentrer la chaleur • Soudure en continu en cours de Le joint de soudure est sensible au
conducteur (métal ou fibre de sur la ligne de soudure développement type et au drapage du composite
Contre carbone) qui reste à l’intérieur • Plus difficile à utiliser avec des
de la soudure UD ou tissus multi-axiaux
Epaisseur Pas de limite < 5 mm par face 2 à 4 mm
Vitesse 1 m/min 0,5 m/min (KVE) 4 – 5 m/min 24 m/mm
• Trappe case de train Fokker 50 • Gouvernails Gulfstream G650 • Support plancher Gulfstream Démonstrateurs uniquement
CF/PPS GKN Fokker CF/PPS GKN Fokker G650 GF/ PEI GKN Fokker • Support UD GF/PEEK sur
Tissus CF/PEEK
• Bord d’attaque A350 & A380 • Gouvernails Dassault Falcon 5X • Démonstrateur Clean Sky clips
CF/PPS GKN Fokker CF/PPS GKN Fokker & cadres CF/PEEK Université • Support PA 6.6 injecté sur
Applications Delft plaque de base CF/PA 6.6
• Démonstrateur bulkhead A320 • Trappe d’accès réservoir A350
CF/PPS Premium Aerotec CF/PPS Aviacomp • Démonstrateur soudure continue • Raidisseurs GF/PEI ou PPS
CF/PPS & CF/PEEK DLR ZLP sur peau GF/PEI ou GF/PPS
• Démonstrateur fuselage TP
CF/PEKK UD Stélia LZH, KVE, Tencate 23
SOURCES : CompositesWorld4 PROCEDES DE DEMAIN
PROCEDES DE DEMAIN
IMPRESSION 3D
FIBRE CONTINUE
25
SOURCES : CompositesWorldPROCEDES DE DEMAIN
CONSOLIDATION IN
SITU
26
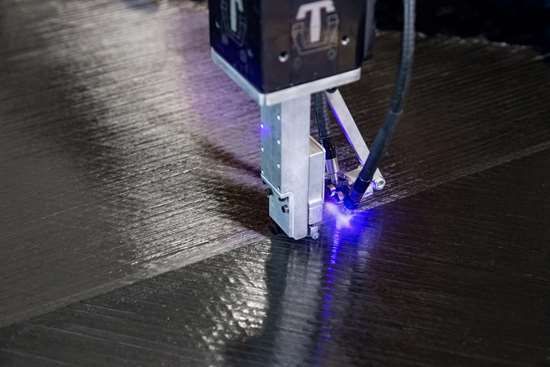
SOURCES : https://fidamc.esPROCEDES DE DEMAIN
CONSOLIDATION IN
SITU
27
SOURCES : CompositesWorld & MikrosamPROCEDES DE DEMAIN
CONSOLIDATION
SANS OUTILLAGE
28
SOURCES : CompositesWorldASSEMBLAGES TP
Merci pour votre attention
QUESTIONS
29www.daher.com
@DAHER_official
DaherOfficial
Daher
Daher_official
SHAPING INDUSTRIAL INTELLIGENCEVous pouvez aussi lire