La logistique internationale de Renault : un soutien à l'exportation
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
Logistique & Management
La logistique internationale de Renault :
un soutien à l’exportation
Pierre Baumgartner
- CPIM - ISLI 87
- Renault - Direction des Opérations Internationales - Logistique Industrielle
- Intervenant : ISLI, Chaire Logistique et Transport du CNAM
Commercialiser des produits dans des pays étrangers nécessite parfois leur indus-
trialisation locale. Dans ce contexte, l’organisation logistique apporte les solutions
à l’industriel qui doit s’adapter en permanence aux évolutions des marchés.
Renault à l’international L’objectif de Renault est d’accroître ses ven-
tes hors Europe jusqu’à 25 % (l’entreprise oc-
Le développement international de Renault
cupe déjà une place privilégiée sur certains
« Internationaliser Renault » est un des axes marchés: Turquie avec 28,5 % de pénétration,
stratégiques de l’entreprise qui veut à la fois Argentine avec 20,5 %, ou Colombie avec
s’extraire de sa dépendance des marchés fran- 18,6 %).
çais et européens, et accroître ses parts de mar-
ché à l’exportation. Une stratégie de développement basée
sur le commercial
En 1996, la branche automobile (véhicules
utilitaires et particuliers) du groupe Renault Les marchés de la grande exportation sont gé-
représentait 146 milliards de francs de chiffre néralement en développement, donc porteurs.
d’affaires. Sur 1 790 000 véhicules vendus, Les habitudes générales de consommation et
720 000 l’ont été en France, 845 000 en Eu- la petite taille des parcs automobiles y expli-
rope (dont 800 000 en Europe occidentale). quent le faible besoin de diversité. Il n’est pas
Les 225 000 véhicules vendus dans 95 pays du rare de proposer des produits au cycle de vie
reste du monde représentent les performances décalé par rapport à l’Europe : la R9 et la R12
commerciales de Renault à la grande exporta- restent des produits vedettes des ventes de Re-
tion. nault à l’exportation.
Mais ces marchés sont également sensibles à
l’instabilité des conjonctures économiques et
politiques, et peuvent représenter un risque fi-
nancier pour l’exportateur.
Sur le plan stratégique, assurer la vente des vé-
hicules sur ces marchés est essentiellement
pour Renault une « activité commerciale ».
C’est pourquoi, l’activité exportation de
Renault a longtemps été et reste encore en
Vol. 6 – N°1, 1998 19Logistique & Management
partie rattachée à la Direction Commerciale L’organisation à l’exportation
du groupe.
Deux systèmes d’exportation
Une industrialisation locale parfois
nécessaire L’exportation de « BU »
La pression concurrentielle pousse les com- En 1996, 75 500 BU (Built-Up ou véhicule ex-
merciaux à réclamer pour leurs clients, tou- porté assemblé) ont été vendus, soit le 1/3 des
jours plus de diversité. Pour conserver et volumes de vente à la grande exportation.
accroître ses parts de marché, le constructeur
doit répondre aux nouvelles exigences du
marché international de l’automobile,
c’est-à-dire à la fois :
l Devenir plus réactif en terme de délais, face
à la demande.
l Accroître la diversité dans les gammes.
l Accélérer le renouvellement des produits.
l Réduire les prix de vente.
l Améliorer la qualité des véhicules.
l Exigences auxquelles il est sans doute plus Grâce au BU on peut exporter facilement et ra-
facile de répondre par une industrialisation pidement de nouveaux modèles, et offrir une
locale. diversité importante sans investissement in-
Dans certains pays, il n’est tout simplement dustriel local. En revanche, ce système tradi-
pas possible de commercialiser des produits tionnel d’exportation rend les véhicules chers
fabriqués à l’étranger, car les taxes ou les sur les marchés étrangers, en raison des taxes
contingentements limitent fortement les im- douanières parfois très élevées qui les frap-
portations afin d’encourager les implantations pent, et est peu adapté aux exportations en
industrielles, développer le tissu économique grandes quantités.
et industriel local, créer des emplois, éviter les L’exportation de « CKD »
sorties de devises et ainsi développer l’éco-
nomie nationale. Le système CKD (Completly Knocked Down
ou véhicule exporté en pièces détachées) per-
Lorsque l’activité commerciale suppose une met de commercialiser des véhicules montés
production locale, l’exportation d’automo- sur place, donc moins soumis aux contraintes
biles devient alors aussi « l’affaire des indus- douanières fixées par les pays :
triels ». Les problèmes sont alors plus l Les droits de douane sur les véhicules ex-
nombreux (juridiques, financiers, techni- portés en pièces détachées sont plus faibles
ques...) et les investissements plus élevés. Les que sur les véhicules exportés assemblés.
difficultés du secteur automobile et la situa- l La fabrication locale de certains compo-
tion économique de nombreux pays du monde sants permet de réduire encore la valeur im-
incitent les constructeurs à étudier soigneuse- portée du véhicule CKD.
ment leurs implantations industrielles.
Pour Renault, elles se concentrent aujourd’hui
sur quelques marchés privilégiés : des véhicu-
les Renault sont ainsi fabriqués par près de
15 000 personnes, dans 8 usines de montage
de tailles très variable.
Une composante logistique primordiale
Le constructeur expédie tout ou partie de ses
véhicules en pièces détachées à des usines lo-
cales qui les assemblent sur place; ce qui né-
cessite la mise en place d’une structure et Comme beaucoup de constructeurs, Renault
d’une stratégie globale dont la logistique reste exporte donc une grande partie de ses véhicu-
une composante essentielle puisqu’elle inter-
vient tout au long du flux avec des objectifs de les en CKD (2/3 de la grande exportation en
rationalisation et d’optimisation sur les systè- 1996, soit 150 000 véhicules), ce qui explique
mes de production d’approvisionnement, et une présence industrielle dans 8 pays importa-
les systèmes d’information. teurs de véhicules CKD : Argentine, Chine,
20 Vol. 6 – N°1, 1998Logistique & Management
Colombie, Turquie, Maroc, Malaisie, Taï- tions possibles puisque Renault, à travers la
wan, (et Uruguay en 1997). Les véhicules sont gestion des approvisionnements, maîtrise en
assemblés par des filiales de Renault, ou par partie l’activité de l’usine de montage. Le sys-
des partenaires industriels locaux sous licence tème convient aujourd’hui à bien des situa-
Renault. tions, car il est simple à la fois pour
l’expression des besoins, la gestion des appro-
Différents types de CKD
visionnements, la gestion de production de
Le Completly Knocked Down est un terme ces usines, et ne nécessite pas d’outil informa-
générique qui recouvre en fait plusieurs réali- tique. De plus, sans diversité, le système peut
tés : fonctionner en flux poussé, et les ventes se
l Le CKD en « appro-collection ». faire sur stock.
l Le SKD. Mais la simplicité, qui fait l’intérêt de ce sys-
l Le CKD en « appro troncs communs + lots ». tème, en crée aussi les limites : il ne convient
l Le CKD en « appro-module ». plus dès lors que s’accroît l’exigence de diver-
Le choix d’un système doit permettre de ré- sité. Le montage d’une série de 50 véhicules
pondre au moindre coût aux différents besoins d’un modèle donné doit être terminé avant que
du marché en terme de cadence et de diversité. la mise en fabrication d’une autre série pour
Mais il impacte directement l’usine de mon- un autre modèle soit autorisée, ce qui limite la
tage à l’étranger dans son organisation admi- réactivité et génère des stocks de véhicules
nistrative, industrielle et commerciale. terminés.
Le CKD en « appro-collection » (= « ap- De plus, le délai du cycle « commande, collec-
pro-véhicule ») tage, expédition et assemblage » d’une série
de véhicules est très long (4 mois). Cela rend
Une collection est l’ensemble des pièces ex- le système rigide, car les modifications de
pédiées (PE) entrant dans la composition d’un commandes sont rarement possibles, et cela
véhicule : 1 collection = 1 véhicule. Cet en- impacte largement l’horizon de prévision de la
semble est plus ou moins important en fonc- demande commerciale.
tion du degré d’intégration locale, c’est-à-dire
de la part de pièces non expédiées (PNE), car Le SKD
fabriquées localement. Le SKD est une variante simplifiée du CKD
en appro-collection dans laquelle le véhicule
n’est plus expédié entièrement en pièces déta-
chées : il peut comprendre des sous-ensem-
bles (carrosserie par exemple).
Le schéma logistique est le suivant : les collec-
tions (véhicules) sont commandées par les
usines de montage à l’étranger à une plate-
forme centrale d’exportation en Europe qui
gère la documentation, les approvisionne- Ce système d’exportation est souvent utilisé
ments, collecte l’ensemble des pièces néces- pour approvisionner de nouvelles usines de
saires auprès des fournisseurs, les condition- montage en phase de démarrage, qui ne dispo-
ne, prépare les expéditions par séries de 20, 50 sent pas encore de suffisamment de compéten-
collections... et les charge dans des conteneurs ces et d’équipements locaux.
(ou encore parfois dans des caisses maritimes) Le CKD en « appro tronc commun + lots »
pour être expédiées par bateaux. Ainsi, une
usine qui commande une série de 50 collec- Il s’agit cette fois d’une variante sophistiquée
tions recevra toutes les pièces nécessaires à la de l’approvisionnement en CKD collection
fabrication de 50 véhicules identiques. dans laquelle seules les pièces communes à
toutes les versions de véhicules entrent dans le
Ce mode d’organisation permet de produire « tronc commun ». Les pièces destinées à
les véhicules localement avec des investisse- créer une petite diversité entrent dans la com-
ments réduits, et dans les meilleures condi- position de « lots ».
Vol. 6 – N°1, 1998 21Logistique & Management
sions standard, sous-multiples les uns des
autres et optimisent le remplissage des conte-
neurs.
En fabrication, flexibilité et diversité sont dé-
sormais possibles : l’usine de montage à
l’étranger construit son mix de production vé-
hicule par véhicule (et non plus en séries de 20
ou 50) et en fonction de la demande des com-
merciaux.
Les stocks en subissent la conséquence di-
recte : plutôt que des stocks de véhicules,
Ainsi, l’usine commande un tronc commun de l’usine gère des stocks de composants sur les-
50 véhicules, 1 lot de lève-vitres manuels et 1 quels la gestion est plus fine, car adaptée à
lot de lève-vitres électriques avec lesquels elle chaque type de pièces.
peut toujours monter 50 véhicules. Mais elle a
plus de souplesse de programmation, et peut Ce système donne plus d’autonomie et de fi-
faire évoluer son mix des 2 versions en fonc- nesse à l’usine de montage à l’étranger, mais
tion des besoins. Elle peut donc satisfaire la réclame de sa part une organisation plus
diversité de la demande commerciale à complexe, plus de moyens techniques et de
moindre coût de stockage. compétences, une gestion plus rigoureuse qui
passe obligatoirement par un outil informa-
Le CKD en « appro-modules » (= « ap- tique de gestion pour la documentation, les
pro-pièce ») stocks, les approvisionnements, la planifica-
Avec ce système, le schéma logistique tion et le suivi de la production. Il est principa-
change: la notion de véhicule disparaît en ap- lement destiné aux usines dont la production
provisionnement, et l’ensemble de la gestion est supérieure à 15 000 véhicules par an.
se fait à la pièce. Il ne s’agit plus pour l’usine De multiples intervenants dans le système
de commander des véhicules en pièces déta- CKD
chées (collections), mais bien de commander
de façon autonome, des pièces détachées de Des Directions centrales : la gestion des pro-
véhicules. jets, la programmation des CKD, la logis-
tique, la facturation, l’intégration locale, la
qualité... sont gérées par des Directions cen-
trales ; une Direction des Affaires Economi-
ques et du Contrôle de Gestion vérifie la
rentabilité des opérations d’exportation en
phase exploitation comme en phase projet (in-
vestissements, prix de vente, marges, mais
aussi plans, budgets, contrôle de gestion des
filiales...).
La plate-forme centrale logistique : le princi-
Les diverses pièces approvisionnées à la
pal outil de la logistique Renault pour les flux
plate-forme d’exportation restent dans le
physiques CKD à la grande exportation est
conditionnement d’origine du fournisseur, et
l’usine de Grand-Couronne, située dans la
sont regroupées dans des emballages carton
zone portuaire de Rouen et qui emploie près
appelés « modules ». Ceux-ci sont de dimen-
de 500 personnes. En 1996, près de 150 000
véhicules sont sortis de cette usine, soit en
nombre, l’équivalent de la production an-
nuelle de Twingo.
Cette plate-forme logistique :
l Reçoit des usines de montage à l’étranger
les commandes de pièces et les commandes
de collections (qu’elle traduit alors en be-
soin pièces à leur place) ; elle assure ensuite
la consolidation de ces commandes avant
de les répercuter aux fournisseurs, français
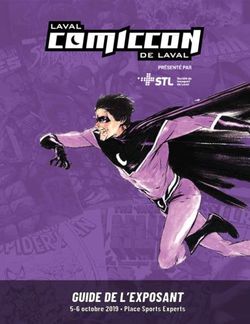
De multiples intervenants dans le système CKD
ou européens pour la plupart, et qui com-
22 Vol. 6 – N°1, 1998Logistique & Management
prennent les usines Renault fournisseurs de
pièces mécaniques ou de tôlerie.
l Réceptionne les pièces et prépare les expé-
ditions en modules ou en collections
qu’elle empote dans les conteneurs (ou
caisses maritimes) qui sont ensuite mis à la
disposition du transporteur.
Mais cette usine assure également la défini- Les usines de montage à l’étranger
tion des emballages grâce à son service mé-
thodes, la gestion de la documentation
(spécifications et modifications) des véhicu-
les expédiés par collections, la gestion des ré-
clamations des usines à l’étranger grâce à son
service qualité, un conseil et une assistance
permanentes sur les questions CKD.
L’acteur transport : Renault possède depuis Alimentation des abords de chaînes
1957, une filiale spécialisée dans le transport
multimodal : la CAT (Compagnie d’affrè-
tement et de Transport). Outre le BU et la
Une logistique omniprésente
pièce de rechange dans le monde entier, elle
assure le transport des pièces de grande im- Une importante chaîne de coûts
portation pour les usines européennes, et le de logistiques
transport des CKD en grande exportation, en
La logistique, partie intégrante du système
s’appuyant sur un réseau de filiales (dont des
CKD, est une somme de coûts, souvent élevés,
consignataires, armements, transitaires et
parfois difficiles à évaluer, mais toujours dé-
commissionnaires de transport aérien) et
terminants pour la compétitivité de l’entre-
d’agents sur les 5 continents.
prise sur le marché.
Les usines de montage à l’étranger : implan- Parmi eux, ceux relatifs aux stocks constituent
tées dans des pays à stabilité économique, po- une part non négligeable du coût logistique
litique ou financière relative, elles se global : les stocks sont présents à chaque étape
caractérisent par de faibles cadences de pro- de la chaîne logistique et représentent une im-
duction (moins de 100 véhicules en moyenne mobilisation financière importante.
par jour contre 1400/jour à Flins), par une di-
versité limitée, et par un fonctionnement en Il importe de bien connaître tous ces coûts si
appro-collections le plus souvent. l’on veut les réduire sans dégrader les niveaux
de qualité et le respect des délais. L’enjeu est
A leur arrivée en usine, les emballages conte- considérable, compte tenu de l’éloignement
nant les CKD sont réceptionnés et stockés sur géographique, de la longueur et du nombre
une aire dédiée. Les pièces d’origine locale d’opérations qui caractérisent le flux physique
sont stockées dans un magasin à part. et administratif de la grande exportation auto-
mobile.
Conformément au programme de production
les CKD sortent de stock et sont manutention-
nés sur la zone de déballage, près du bord de
chaîne. Le contrôle de conformité des pièces
se fait au moment du déballage.
Les pièces locales sont également déstockées.
L’ensemble alimente alors les bords de
chaîne.
L’approvisionnement, le stockage, la mise en 1 - Coûts des stocks fournisseurs : au tout dé-
fabrication, la programmation (manuelle) et but de la « chaîne logistique » figurent les
gestion de production se font par batch.
fournisseurs. Les besoins en pièces CKD leurs
Des Directions décentralisées : l’activité de sont exprimés avec une cadence, une
développement commercial est assurée sur fréquence et une stabilité plus faible que ceux
place par des Directions de zones. exprimés par les usines européennes. Le stoc-
Vol. 6 – N°1, 1998 23Logistique & Management
kage reste souvent la bonne façon, pour les Le stock de la plate-forme comprend égale-
fournisseurs, d’optimiser leurs coûts et ment les pièces reçues des fournisseurs mais
d’assurer une bonne réactivité à la demande non encore préparées en expéditions.
de pièces CKD.
5 - Coûts de transport :
2 - Coûts d’approvisionnement de la l Le pré-acheminement par transport routier
plate-forme d’exportation ou coûts d’embal- est assuré par le transitaire jusqu’aux ports
lage et de transport des pièces fournisseurs. La de Rouen, du Havre ou du nord de
grande majorité des fournisseurs livrent leurs l’Europe.
pièces « départ usine ». Renault se charge du l Le transport principal se fait par voie mari-
collectage et de la livraison à des fréquences time pour la plupart des pays importateurs
élevées. de CKD. L’utilisation quasi généralisée du
conteneur permet de limiter les ruptures de
Pour les usines Renault qui fournissent les piè- charges (donc les coûts) qui peuvent être
ces de mécanique ou de tôlerie, viennent se ra- nombreuses compte tenu de la longueur du
jouter les coûts de prélèvement sur chaînes de flux d’approvisionnement.
fabrication, au niveau d’éclatement souhaité.
l Le post-acheminement jusqu’à l’usine de
3 - Coûts d’exploitation de la plate-forme : ces montage se fait généralement en camion.
coûts de prestation logistique comprennent, l L’assurance, calculée sur la valeur totale
outre les frais de structure : fret + marchandise vient se rajouter à ces
l Les coûts d’étude par le service méthodes, coûts de transport.
du conditionnement et de la protection des 6 - Coûts des stocks au port : ils sont consti-
diverses pièces livrées en mode collection tués de CKD en attente d’embarquement sur
(rappel : en module, le fournisseur condi- le navire.
tionne directement les pièces en cartons
conteneurisables). Ces emballages sont L’autorisation d’embarquement peut là aussi,
étudiés pour optimiser à la fois le taux de être subordonnée à l’obtention par Renault
remplissage des conteneurs, et les opéra- d’une garantie de paiement du client.
tions de mise en chaîne dans l’usine de
7 - Coûts des stocks en cours de transport :
montage à l’étranger.
chaque expédition représente à cette étape du
l La gestion de l’approvisionnement, depuis flux, une immobilisation financière d’autant
la tenue de la documentation des pièces plus importante que les temps de transport sont
(expédiées ou intégrées localement), le cal- longs (par exemple un mois en moyenne pour
cul et l’expression des besoins aux fournis- l’Amérique du Sud). La valeur immobilisée
seurs. comprend, outre le prix des pièces, le coût du
l La réception, le contrôle qualité éventuel et conditionnement, de la prestation d’emballage,
le magasinage des pièces. des manutentions, du pré-acheminement, et di-
l Les coûts de préparation, de conditionne- vers frais d’assurance, de gestion...
ment et d’emballage des pièces en prévi- 8 - Frais et droits de douane : ils sont calculés
sion d’un transport maritime le plus sur la valeur CIF de la marchandise.
souvent.
l L’empotage des conteneurs ou des caisses 9 - Coûts d’immobilisation des conteneurs :
maritimes. au delà d’une certaine franchise (en nombre
de jours) accordée par les compagnies, chaque
l Les coûts de dépannages, suite à l’analyse
jour d’utilisation des conteneurs donne lieu à
des réclamations des usines de montage à
des surestaries.
l’étranger, pour compenser en urgence
l’arrivée de CKD incomplets, endomma- 10 - Coûts des stocks CKD des usines de mon-
gés, ou avec des erreurs de composition. tage à l’étranger : chaque usine a en stock une
quantité de véhicules en CKD permettant
4 - Coûts de stocks de la plate-forme : pour as- d’assurer la production entre 2 arrivées de na-
surer la disponibilité des marchandises à la vires (+ une sécurité pour couvrir les aléas de
date de départ des navires, la plate-forme pro- délai de transport, l’incertitude due aux prévi-
gramme la préparation de ses expéditions sions de vente...).
avec un délai de sécurité, qui se traduit en défi-
nitive par un stock de CKD. Ce délai permet 11 - Coûts internes usine : les coûts de mise en
par exemple la compensation d’un aléa chaîne couvrent la partie des coûts de logis-
d’exploitation, l’attente d’un composant man- tique interne, depuis le déchargement, le dé-
quant ou d’une garantie de paiement. ballage, la préparation et la livraison au bord
24 Vol. 6 – N°1, 1998Logistique & Management
de chaîne. Pour la logistique industrielle, les
postes de travail représentent la fin de la
chaîne logistique (on trouve ensuite l’en-
cours des véhicules sur chaîne, et les stocks de
véhicules finis non encore mis à disposition
des commerciaux).
Cette liste non exhaustive de coûts met en évi-
dence l’intérêt d’avoir une vision globale du
schéma logistique. Réduire les aléas, et tendre
ce flux est la source d’importants gains finan-
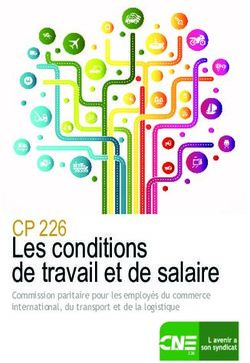
ciers. Un cycle d’approvisionnement particulièrement long
Le poids non négligeable de la logistique sont consolidées et négociées à leur tour avec
La mesure des coûts logistiques permet diffi- l’industriel Renault.
cilement les comparaisons. Selon les cas, le L’usine de montage à l’étranger effectue ses
découpage tôlerie autorisera ou non un bon réquisitions sous forme d’un programme heb-
remplissage des emballages et des conte- domadaire d’embarquement. Il faut alors une
neurs; la destination, plus ou moins concur- semaine pour réaliser la programmation de
rentielle sera proposée à différents taux de l’activité de la plate-forme et des collectages.
fret, indépendamment de la distance par-
courue, etc. La plate-forme internationale exprime ses be-
soins vers les fournisseurs, collecte les pièces
En revanche cette mesure est indispensable et les emballe ; 6 semaines sont nécessaires
pour connaître le poids relatif de la logistique depuis les lancements des commandes de piè-
dans chaque exportation de CKD expédiés en ces aux fournisseurs jusqu’au collectage et à
collection ou en modules. l’emballage par la plate-forme, qui fonctionne
L’exemple fictif suivant, portant uniquement donc en flux tirés.
sur l’emballage et le transport, est totalement On compte ensuite 1 semaine entre la sortie de
représentatif : la plate-forme et l’embarquement ; puis 2 à
3 semaines de mer, et 5 jours entre l’arrivée au
port et l’usine.
Les 20 jours entre l’arrivée en usine et la mise
en chaîne couvrent les délais de réception,
stockage, et mise en fabrication. Le véhicule
est livré au commercial 5 jours après la mise
en chaîne.
L’organisation et les procédures utilisées entre
Pour 100 francs de valeur de pièces expédiées, l’usine à l’étranger, les Directions centrales
il faudra compter entre 15 et 20 francs Renault et la plate-forme internationale expli-
d’emballage + prestation d’emballage, et quent ces délais particulièrement longs.
entre 15 et 20 francs également pour le trans-
port.
L’amélioration des performances
Cet ordre d’idée donne un aperçu de l’enjeu
logistique dans l’environnement CKD. L’animation du progrès
Des indicateurs fédéraux, c’est-à-dire com-
Un cycle d’approvisionnement
muns à toutes les usines de montage à
particulièrement long
l’étranger ont été mis en place. Ils servent à
Cet autre exemple, toujours fictif mais repré- mesurer les performances, mais aussi à ani-
sentatif, illustre la longueur du cycle d’appro-
visionnement.
Les négociations entre le commercial, qui
passe ses commandes sur prévisions de ven-
tes, et l’usine de montage à l’étranger, qui doit
gérer ses capacités, débouchent sur des com-
mandes mensuelles de CKD à Renault. Les
commandes de toutes les usines à l’étranger
Vol. 6 – N°1, 1998 25Logistique & Management
mer le progrès autour de la politique logis- investissements, critère non négligeable pour
tique de l’entreprise. une intégration locale.
S’y rajoute une dimension benchmarking par Réduire la diversité pour maîtriser les prévi-
l’échange d’expériences, la comparaison des sions
processus... au cours de réunions régulières L’incertitude des ventes à la grande exporta-
des responsables de logistique industrielle des tion s’explique par l’instabilité économique et
usines de montage à l’étranger. politique de certains pays, par les problèmes
financiers des partenaires qui manquent de
De nombreuses voies de progrès trésorerie pour acheter les CKD, et enfin par
les variations des ventes pendant le délai
De la maîtrise et adaptation des flux dans leur d’approvisionnement qui peut être supérieur à
globalité dépendra la satisfaction des marchés 4 mois.
de la grande exportation automobile dans les-
quels les coûts et la qualité, mais aussi la di- La diversité a un impact négatif sur la fiabilité
versité et la réactivité ont de plus en plus des prévisions. S’il n’existe qu’une incerti-
d’importance. tude sur les volumes lorsqu’on propose un
produit sans diversité, il existe à la fois une in-
L’enjeu de la logistique est d’optimiser les certitude sur les volumes, mais aussi une in-
flux CKD sous contrainte des exigences de certitude sur la demande produit dès que l’on
ces marchés en perpétuelle évolution. Il est propose de la diversité au client. Réduire la di-
toujours possible de passer à un système de versité c’est donc réduire le risque d’écarts
gestion toujours plus fin : SKD ➙ collection entre la production (établie sur des prévisions)
➙ tronc commun + lots ➙ modules..., mais et la demande réelle.
nombreux également sont les autres paramè-
tres à modifier pour faire évoluer les approvi- Faire des prévisions à un niveau de nomencla-
sionnements et l’organisation industrielle des ture inférieur
usines de montage à l’étranger. Le CKD en mode collection a pour principe
l’approvisionnement et la fabrication simple
Concevoir le produit d’une série de véhicules identiques. Pour une
Le niveau d’éclatement des pièces de tôlerie et usine de montage à l’étranger, créer la diversi-
de mécanique est un facteur logistique impor- té, c’est stocker différentes séries de collec-
tant. Plus l’éclatement est important, moins tions.
les volumes à transporter seront importants Si la diversité est importante, il convient de ne
(moins de vide, pièces pouvant s’empiler...). plus seulement prévoir au niveau du produit
Mais d’un autre côté les investissements fini, mais descendre à un niveau de nomencla-
d’assemblage nécessaires en usine de mon- ture toujours plus fin. S’il y a peu d’avantages
tage à l’étranger seront plus importants. Le sur les pièces « toutes versions » ou les troncs
dernier facteur à prendre en compte est la pré- communs, puisqu’ils sont utilisés sur chaque
levabilité de la pièce, soit en sortie d’embou- véhicule fabriqué, il est intéressant en re-
tissage (dans les cas les plus simples), soit vanche de prévoir la consommation pour
directement sur les lignes d’assemblage au ni- chaque lot ou chaque famille de pièces créant
veau d’éclatement voulu. la diversité, c’est-à-dire celles qui sont direc-
Réduire la diversité pour réduire les investis- tement impactées par les variations de la de-
sements mande.
La diversité automobile se compose de la di- Cela implique pour l’usine de montage à
versité commerciale c’est-à-dire l’offre au l’étranger de passer d’un système d’appro-
client, et de la diversité industrielle (celle qu’il collection à l’appro tronc commun + lots ou à
faut réduire de préférence). Les combinaisons l’appro-modules, et donc de complexifier sa
de motorisation, habillage, équipement inté- gestion et sa logistique.
rieur... peuvent se faire à l’infini, et générer
ainsi une importante diversité finale qui est Réduire la taille des séries de véhicules
une contrainte majeure pour la logistique. La taille des séries est un paramètre important
des systèmes CKD collection et tronc
Réduire la diversité se conçoit pour les com- commun + lots. Un compromis entre les diffé-
posants à forte valeur d’investissement. Les rentes contraintes (collectages, mise en em-
composants utilisés dans un grand nombre de ballages, transport, montage en usine...) a fixé
véhicules ont de fortes cadences de produc- cette taille à 50 véhicules en règle générale. La
tion, et permettent alors d’atteindre ou de dé- réduction de la taille de ces séries a de nom-
passer rapidement le seuil de rentabilité des breuses conséquences pour tous les acteurs.
26 Vol. 6 – N°1, 1998Logistique & Management
Elle génère tout d’abord, une augmentation du capacités de gestion des usines à l’étranger
coût de prestation d’emballage: il est plus long limitent les possibilités. C’est l’étude écono-
et plus onéreux pour la plate-forme internatio- mique intégrant tous les paramètres (y com-
nale d’emballer 2 séries de 25 CKD au lieu pris les nombreux paramètres logistiques) qui
d’une série de 50. donnera au mieux le nombre et la composition
l Surcoût d’emballage (bois, carton ...). des lots à mettre en œuvre.
l Surcoût de collectage, réception, contrôle, Réduire la taille des lots
manutention... Bien définir la taille de chacun des lots permet
Deux séries de 25 CKD représentent égale- d’obtenir le maximum d’avantages liés à ce
ment plus de volume qu’une série de 50. Et mode d’approvisionnement : à chaque pièce
pour profiter de l’avantage il faut transporter sa disponibilité et son immobilisation en
en 2 fois, d’où une augmentation des coûts stock, en fonction de la demande commerciale
d’acheminement et de fret. sur les véhicules qui consomment la pièce en
question.
En revanche les avantages sont importants
pour l’usine de montage à l’étranger qui ne Optimiser le système des commandes de CKD
peut passer commande, et mettre en fabrica- En tronc commun + lots, l’usine à l’étranger
tion que par séries de véhicules identiques. Or, peut déconnecter et programmer librement
les séries importantes ne sont pas toujours dans le temps ses commandes de troncs com-
adaptées au rythme de vente des véhicules : muns et ses commandes pour chaque lot.
50 véhicules correspondent peut-être pour un C’est encore plus vrai pour le système module
modèle donné, à un mois de vente, donc un où c’est chaque pièce qui est gérée et approvi-
mois de stock sur des marchés à faible vo- sionnée de façon indépendante.
lume.
Le process lui-même s’en trouve amélioré : la
gestion visuelle est facilitée, l’usine restreint
ses surfaces de déballage, ses surfaces de bord
de chaîne et les investissements en matériel de
stockage au poste de montage.
Cependant du fait de l’accroissement du
nombre d’emballages, le travail de manuten-
tion et de préparation des CKD pour la mise en La souplesse est permise, car la plate-forme
bord de chaîne va augmenter. Ces opérations internationale d’expédition suit le besoin de
sans valeur ajoutée sont source de coûts sup- son client. Elle emballe puis expédie les troncs
plémentaires. communs et les lots avec les décalages souhai-
Mais avec des séries plus petites les mises en tés par les usines. Les avantages sont nom-
fabrication seront plus fréquente et les temps breux : il est possible de différer le départ de
d’écoulement en fabrication plus courts, ce certains lots, de s’approvisionner avec une
qui est un gage de réactivité vis-à-vis du fréquence plus élevée pour les lots que pour
client. De plus, à un même niveau de stock, les troncs communs, d’utiliser le transport aé-
correspondra une diversité plus importante si rien pour certains lots (et pas uniquement dans
les séries sont plus petites ; ou pour une même le cas des dépannages)...
diversité, le niveau de stock pourra être réduit.
Ce système permet à l’usine à l’étranger
La réduction de la taille des séries apporte plus d’affiner sa politique de réduction de stocks :
d’avantages aux usines de montage qu’à la grâce au stockage de lots et non plus de collec-
plate-forme d’expédition. C’est donc bien sur tions complètes ; grâce à une gestion plus fine
le flux global que l’étude doit être menée, et des niveaux de stock (fonction de la valeur de
elle peut conduire à une renégociation des prix ces lots) et des livraisons.
de CKD entre Renault et ses partenaires in-
dustriels à l’étranger.
Ce système offre également une souplesse de
Définir le nombre et la composition des lots déballage et d’enchaînement en fabrication
Entre le système collection et le système mo- qui lui permet de suivre l’évolution de la de-
dule, il est théoriquement possible de définir mande et de compenser partiellement
une infinité de compromis en tronc commun + l’incertitude sur les prévisions de chaque lot,
lots. En réalité, des contraintes techniques sur car elle ne mettra en production que les lots
le produit, la tenue de la documentation ou les dont elle a besoin pour répondre aux deman-
Vol. 6 – N°1, 1998 27Logistique & Management
des commerciales qui sont à ce moment-là geable (les transitaires de Renault réservant
beaucoup plus fiables. des espaces globaux pour l’année auprès des
compagnies) sauf si, pour assurer la fréquence
Augmenter la fréquence d’approvisionnement
souhaitée, il est nécessaire de faire appel à des
Devenant plus tendu, le flux tolère moins les
compagnies supplémentaires.
imperfections ; l’engagement des acteurs de la
chaîne logistique (fournisseurs, plate-forme, Si les lignes régulières ne suffisent pas à assu-
transporteurs, usines à l’étranger) en terme de rer ces expéditions, l’appel à des compagnies
QCD (qualité, coût et délai) doit alors être maritimes « outsider » est toujours possible ;
plus fort. mais leur service est plus aléatoire en termes
de délai, car elles jouent sur l’attente au port
Mais tendre les flux et réduire les temps
ou les escales pour assurer un bon taux de rem-
d’écoulement présente beaucoup d’avantages
plissage.
pour les usines de montage à l’étranger :
l Une meilleure réactivité face à des change- Les opérations de douanes devenant plus fré-
ments de la demande. quentes, la gestion administrative des dédoua-
l Une diminution des stocks de CKD et des nements devient plus lourde.
surfaces de stockage. Emballer à la source
Pour une usine à 100 véhicules par jour, une Les usines Renault sont fournisseurs de nom-
fréquence de 2 bateaux par mois signifie une breuses pièces de carrosserie. La préparation
livraison de 1000 CKD à chaque arrivage, soit des expéditions directement dans ces usines,
un stock moyen théorique (hors stock de sécu- et le flux direct vers l’usine cliente à l’étranger
rité) de 500 CKD (5 jours ouvrés) ce qui repré- est une solution envisagée de plus en plus sou-
sente une immobilisation financière vent.
importante. L’augmentation de la fréquence Mais cela nécessite la mise en place dans
des départs influant directement sur le niveau l’usine fournisseur, d’un atelier d’emballage
moyen de stock, augmenter la fréquence par 2 de pièces CKD. Le passage par la plate-forme
c’est également réduire le stock par 2. internationale permet lui, de constituer des ex-
Le stock de sécurité, qui couvre les aléas de péditions équilibrées dans les conteneurs où
transport mais aussi ceux de consommation, les pièces de tôlerie, à forte saturation volume
devrait également être réduit puisque les pos- voisinent avec des pièces de mécanique, à sa-
sibles variations de la demande entre 2 expé- turation poids.
ditions portent sur un délai beaucoup plus Là encore, seule l’étude sur le flux global per-
court. met la prise de décision.
L’avantage est certain aussi pour la
Optimiser les emballages
plate-forme internationale d’exportation qui,
Il s’agit de les concevoir pour qu’ils puissent
travaillant sur commande, doit augmenter la
s’ouvrir très rapidement et directement
fréquence du cycle de programmation et accé-
au poste de travail en usine à l’étranger, et
lérer ses flux mais voit la répercussion sur ses
d’optimiser leurs dimensions pour améliorer à
stocks de CKD, et sur ses stocks de compo-
la fois le remplissage en nombre de pièces par
sants.
emballage, et l’empotage dans les conteneurs.
L’activité de collectage auprès des fournis-
Choisir ses conteneurs
seurs est plus fréquente donc plus lissée et
L’utilisation du conteneur 40 pieds de type dry
plus rapide, car elle concerne des quantités
reste traditionnelle dans les études de conte-
plus réduites de pièces.
neurisation. Des alternatives intéressantes
Pour un mois donné, les mêmes volumes se- sont possibles avec les conteneurs high cube
ront transportés mais en plus petites quantités qui autorisent un meilleur remplissage, ou
sur un nombre plus important de bateaux. l’utilisation de conteneurs spéciaux comme
L’impact sur les taux de fret devrait être négli- les reefer qui ont une moindre contenance,
mais qui repartent souvent à vide d’Europe, et
sur lesquels on peut trouver des taux de fret as-
sez bas.
Maîtriser le transport
La politique de Renault est de maîtriser son
transport, car la consolidation des flux permet
d’obtenir de meilleurs tarifs auprès des com-
Optimiser les emballages
pagnies. L’objectif est d’adopter l’Incoterm
28 Vol. 6 – N°1, 1998Logistique & Management
qui permette de limiter les risques financiers C’est-à-dire envisager par exemple que 2 pays
en contrôlant de manière optimale le flux phy- de la même zone géographique fabriquant le
sique. Les préconisations orientent plutôt le même véhicule puissent se fournir l’un l’autre
choix vers les Incoterms du groupe C (sauf si en composants, afin de d’éviter de multiplier
des contraintes de pavillon sont imposées par les investissements, ou afin de réduire les
le pays), car choisir sa compagnie, c’est aussi coûts de transport puisque les pièces ne vien-
pouvoir choisir les lignes directes les plus fia- nent plus de la plate-forme internationale.
bles et les plus rapides, avec l’impact que l’on
connaît sur les stocks.
L’organisation du post-acheminement lui, re-
lève toujours d’accords particuliers entre le
client importateur et les transporteurs locaux.
Accroître les approvisionnements locaux
Les composants locaux font l’objet d’un pro-
cess d’approvisionnement plus pointu que de
celui des CKD. Les fournisseurs sont à proxi-
L’accompagnement du progrès
mité, ils livrent plus rapidement et plus fré-
Ces pistes de progrès doivent permettre aux
quemment. Certains fournisseurs locaux
usines de montage à l’étranger d’accroître à la
livrent même en juste à temps de façon mul-
fois leur diversité, leur souplesse et leur réacti-
ti-quotidienne.
vité vis-à-vis de leurs marchés.
Cela autorise pour ces pièces locales, des ni- En contrepartie, des modes de fonctionne-
veaux de stocks plus faibles, de l’ordre de 5 à 6 ment plus fiables sont nécessaires, et le rôle de
jours en moyenne. l’exportateur est d’accompagner les évolu-
tions en apportant aux usines de montage à
Augmenter l’intégration locale est donc un
l’étranger l’assistance dont elles ont besoin
moyen de réduire à la fois les coûts et les dé-
dans les domaines de l’organisation et de la lo-
lais d’approvisionnement. Les objectifs
gistique.
d’intégration locale, qui font en général
l’objet d’accords avec les gouvernements,
sont progressifs mais se heurtent aux capaci- Lexique des sigles utilisés
tés des pays à industrialiser des produits qui
peuvent être technologiquement complexes. BU Built-Up
Dans ce domaine, Renault apporte une assis- CAT Compagnie d’Affrètement
tance aux usines à l’étranger et incite les et de Transport
grands fournisseurs européens à s’implanter CIF Cost, Insurance and Freight
localement. CKD Completly Knocked Down
MADC Mise A Disposition du Commercial
Développer les échanges inter-usines PE Pièces Expédiées
Une solution d’avenir consiste à procéder à PNE Pièces Non Expédiées
des inter échanges entre usines à l’étranger SKD Semi Knocked Down
pour les pièces de carrosserie Renault. TCM Tombée de Chaîne Mécanique
Vol. 6 – N°1, 1998 29Logistique & Management 30 Vol. 6 – N°1, 1998
Vous pouvez aussi lire