Les adhérents de l'AFNUM Acteurs de l'économie circulaire Retour d'expérience - Exemples et cas d'étude
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Les adhérents de l’AFNUM
Acteurs de l’économie circulaire
Retour d’expérience
Exemples et cas d’étude
Les industriels réunis au sein de l’AFNUM ont développé depuis de
nombreuses années des pratiques qui relèvent de l’économie circulaire, sans
avoir pour autant automatiquement associé leurs initiatives à ce concept.
Dans son 1er tome de juin 2014, les entreprises de notre syndicat ont donné leur définition
du concept de l’économie circulaire, ainsi que les principes qu’elles considèrent comme
essentiels à la réussite de ce modèle économique. Elles dressent également un état des
lieux des actions engagées par le secteur dans le domaine. Pour accéder au tome 1:
http://www.sfib.org/les-adherents-du-sfib-acteur-de-leconomie-circulaire-retour-dexperience/
Pour notre syndicat, les enjeux environnementaux sont clairs et les risques à poursuivre
uniquement un modèle linéaire sont identifiés.
Dans ce 2ème tome, l’AFNUM a souhaité présenter les exemples de ses adhérents en les organisant dans une
boucle d’analyse de cycle de vie simplifiée en 3 étapes, à savoir: la conception, l’utilisation et la fin de vie.
Ainsi, chaque société apporte sa propre réponse à sa problématique, pour finalement s’inscrire dans une
démarche d’économie circulaire.
Il n’existe pas un parcours unique mais de multiples possibilités adaptées au produit, à ses composants et aux
besoins des usagers.
Les entreprises de l’AFNUM n’ont pas forcément cherché à communiquer sur leurs pratiques. Les solutions
apportées n’ont pas toujours été conçues avec l’environnement comme priorité, cela pouvait être davantage
une opportunité économique, mais ces entreprises sont aujourd’hui convaincues qu’il faut étendre leurs
bonnes pratiques et aller plus avant dans un modèle circulaire.
Voici donc un panorama de quelques expériences illustratives qui contribuent à promouvoir à sa juste valeur
l’économie circulaire.
2
CONCEPTION
L’AFNUM a sélectionné une
trentaine de cas-exemples soumis
par les entreprises adhérentes,
reflétant des pratiques en matière
d’économie circulaire.
Ces cas sont organisés selon une
boucle d’Analyse de Cycle de Vie
simplifiée en 3 étapes : conception,
utilisation et fin de vie…
que le sujet central soit un produit,
un service client ou une démarche
FIN DE VIE interne de l’entreprise. UTILISATION
3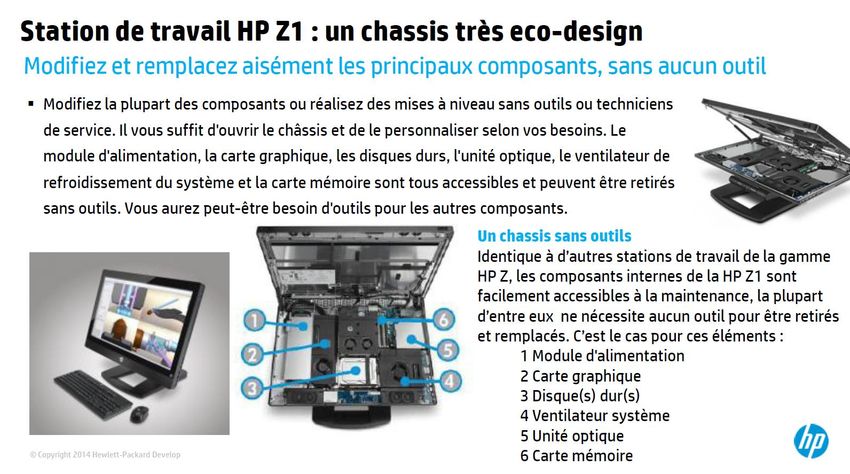
• NEOPOST - Eco-conception ……………………………………………………………….......……………………..………. page 5
• LEXMARK - Eco-conception packaging ……………………………………………………………….......………….…. page 6
• BROTHER - Eco-conception et Eco-production …………………………………………………........………….…. page 7
• CANON - Eco-conception ……………………………….………………………………….......……………………..………. page 8
• IBM - Anticipation et suppression des substances dangereuses ………………………........………….…. page 9
• INTEL - Chaîne d’approvisionnement responsable……………………………………………........………….…. page 10
• HP - Utilisation de matériaux recyclés dans la production de cartouches………………..;;…. pages 11 et 12
• LEXMARK - Matériaux recyclés Post consommation ………........………………………………………….…. page 13
• DELL - Utilisation de plastique « carbone-négatif » pour ses emballages ………........………….…. page 14
• LENOVO – Utilisation de matières recyclées ………………………………………….………........………….…. page 15
• HP - Modularité - Station de travail HP Z1 : « un chassis très eco-design » ………………….…….…. page 16
• XEROX - Technologies innovantes : encre solide et toner EA ……….…………………........………….…. page 17
• LEXMARK - Energie – Toner Usion ……….…………………........………………………………………………….…. page 18
4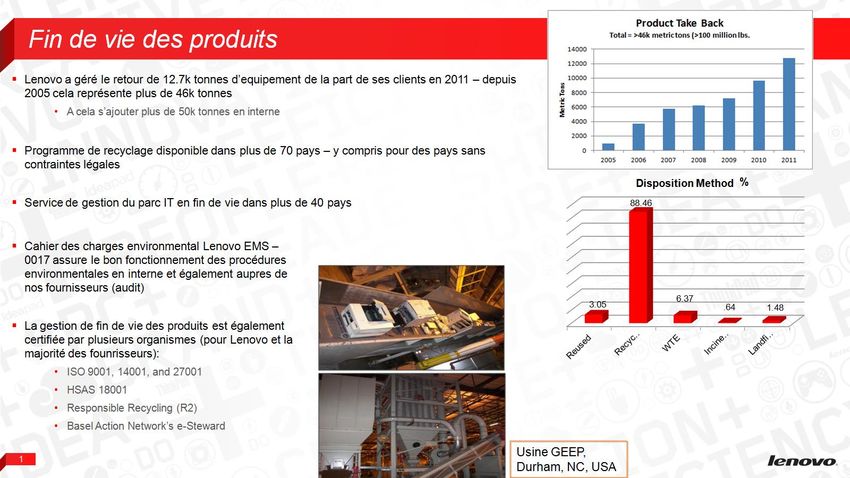
L’ECO-CONCEPTION CHEZ NEOPOST
Au travers de l’implémentation de l’Eco–Conception, Neopost répond
aux enjeux environnementaux et aux réglementations, anticipe la
demande de ses clients, et en fait un avantage concurrentiel.
Quelques Chiffres
Diminution de 50% de la consommation
énergétique
Diminution du volume d’emballage de 7%
Un taux de recyclabilité de 74% (suppression
inserts métalliques, homogénéité des plastiques,
accessibilité, démontabilité)
Eléments Clé de succès
Engagement de la direction
Anticipation de la réglementation
Le produit vu sous un angle environnemental
Freins Identifiés
possibilité d’innovation (Energie, emballage
par ex) Mise en place demandant du temps, pour une
intégration progressive
Communication
Accès aux informations relativement long et fastidieux
Approche pragmatique nécessaire pour
s’appuyer sur l’organisation existante Valorisation nécessaire par le client
5
Eco-Conception
PACKAGING
Objectifs
En 2011, nos ingénieurs de développement en
concertation avec l'équipe d'exploitation ont
constaté que d’importants volumes de tests
avant l’expédition de nos produits généraient
d’énormes volumes de pages imprimées. Au lieu
de recycler le papier utilisé pour tester les
cartouches de toner Lexmark, ils ont cherché
des solutions pou le réutiliser dans d'autres Solution(s)
secteurs d’activité de l'entreprise. Les équipes ont collaboré pour concevoir un processus qui
convertit des pages de test en coussins en pâte moulée.
Rentable et pratique, ces coussins d'emballage fournissent
Données chiffrées non seulement une excellente protection pour nos
cartouches lors de l'expédition, mais peuvent aussi être
Bilan Chiffres recyclés. Ils sont fabriqués à partir de 100 pour cent de
• Financier 100% des déchets de déchets post consommation Lexmark. Lexmark a
papier post commencé à utiliser les coussins de pâte en 2013.
consommation Lexmark a reçu le Manufacturing Leadership Award (ML
• Productivité réinjectés en protection 100) dans la catégorie développement durable. Présenté
d’emballage. par le Conseil des leaders de la fabrication, les ML 100
• Environnemental 653,52 tonnes de pages Awards honorent les entreprises qui façonnent l'avenir de
de test, soit l'équivalent l'industrie manufacturière mondiale.
de plus de 17 000 arbres.
6
ECO-CONCEPTION
ET ECO-PRODUCTION
Brother veille dès la conception de ses produits à utiliser des matériaux qui soient recyclables et des substances non
dangereuses.
Nos usines UK (Ruabon) et Slovaque (Krupina) de recyclage de nos cartouches sont en échange permanent avec la R&D
et les usines pour que la conception et la fabrication permettent une ré-utilisation optimale des déchets de
consommables.
Absence d’utilisation de retardateurs de flammes bromés En phase d’utilisation et sur le volet
dans les consommables, permettant un recyclage de nos consommation d’énergie, Brother a développé
plastiques par valorisation matière utile et sans danger. une nouvelle technologie de veille à faible
puissance, "Low Energy Standard", dans lequel
Dans le cadre de ses engagements sociaux, la présence la consommation de ses produits en mode
d’usines historiques européennes de production a incité le veille est très proche de zéro.
groupe à les transformer en usines de recyclage pour
conserver une activité « locale » et préserver les ressources (La puissance consommée en mode veille est celle qui
humaines y travaillant. est consommée même lorsque le produit est arrêté au
moyen d’un bouton, pour alimenter une minuterie ou
un contrôle de la source d’alimentation. En mode
Depuis 2009, nous utilisons de nouvelles technologies de « ON », un condensateur qui fonctionne comme une
moulage pour la fabrication de nos imprimantes afin batterie rechargeable est chargée lorsque
d’atteindre une finition résistante à l'usure et attrayante, l'alimentation de l'imprimante est sous tension. Étant
sans application de revêtement. Nous avons développé ces donné qu’une puissance minimale est utilisée, une
technologies pour réduire les émissions de COV (composé excellente économie d'énergie peut aussi être obtenue
pendant le fonctionnement. En mode veille (lorsque
organique volatil) lors des phases de fabrication et de l'appareil est éteint), la sortie de la carte d'alimentation
recyclage du cycle de vie des produits et afin de réduire la et la plupart des composants sont arrêtés, et une
consommation d’énergie lors des processus de revêtement condition de mise hors tension est créée
et de séchage. artificiellement.)
7
CANON CONTRIBUE À L’ÉCONOMIE CIRCULAIRE
ECO-CONCEPTION
CANON apporte une attention particulière à la « Strategic
Approach to International Chemicals Management » (SAICM) et
a pris en compte le plan d'action pour la gestion rationnelle des
Les réglementations chimiques sont en constante évolution et produits chimiques dans le monde d'ici 2020.
Canon s’attache à les respecter. Canon a ainsi mis en place en
Plus de 3 000 substances chimiques peuvent être utilisées dans nos
2011 son propre système de gestion des substances chimiques.
processus de fabrication, elles sont gérées selon leurs classifications
Notre système intégré détermine si un produit chimique peut : "A. Substances interdites, "" B. Substances à réduction d'émissions
être utilisé et dans quelle proportion. Ce système, lié à d'autres "ou" C. Substances réglementées ", basées sur des informations
contrôles permet la maitrise des substances et empêche l'achat réglementaires de chacun des pays et régions.
et l'utilisation de substances interdites.
Canon a également mis en place
une politique d'approvisionnement
responsable (Green Procurement)
contrôlé tout au long de ses chaînes
d'approvisionnement.
Canon prend diverses mesures pour éliminer
les substances dangereuses utilisées lors des
processus de production. Parmi ces
mesures, la recherche de substances
alternatives, la réduction de l'utilisation et
des émissions, la recherche innocuité des
substances utilisées constituent des pistes
de travail. http://www.canon.com/environment/chemical-substance/index.html
Economie Circulaire – Service Développement Durable – 2017 R4
26/01/2018 8
ECOCONCEPTION
Anticipation des directives Européennes et
suppression de substances dangereuses
9
La chaine d’approvisionnement du futur
L’approche responsable de la chaine d’approvisionnement d’Intel
• Les attentes d’Intel par rapport aux fournisseurs:
Intel a défini des attentes légales et éthiques, et engagé sa
responsabilité d’entreprise via des formations et des communications
des dirigeants au plus haut niveau de la compagnie.
Pour maximiser l’impact, Intel collabore à des initiatives diverses avec
ses fournisseurs, comme l’Electronic Industry Citizenship Coalition (EICC)
et d’autres associations de l’industrie.
• La responsabilité fournisseurs:
Intel fournit l’infrastructure, la direction et les outils pour mesurer les
résultats et aider les fournisseurs à améliorer leur performance. Intel
intègre les exigences de la responsabilité d’entreprise dans le système
Les minéraux de la guerre en provenance de la République de gestion et les tableaux de bord afin d’aider ses fournisseurs à réduire
Démocratique du Congo et des pays voisins sont parfois extraits leur impact environnemental.
et vendus par des groupes armés pour financer des violences
civiles et des atteintes graves aux droits de l’homme. Certains de
• Reconnaissance de la performance:
ces minerais et des métaux qu’ils contiennent – tantale, étain,
Intel fournit régulièrement à ses fournisseurs des commentaires sur leur
or, tungstène – peuvent se retrouver dans des chaines performance et leurs progrès. Pour renforcer les résultats, Intel intègre
d’approvisionnement mondiales, dont celles spécifiques à des considerations de responsabilité sociale et environnementale dans
l’industrie électronique. le programme “Supplier Continuous Quality Improvement”.
Intel a répondu avec un haut degré d’urgence dès qu’il a été
informé de ce grave problème.
Il n’était pas question d’arrêter les achats, au risque de
perturber gravement les équilibres économiques, mais Intel n’a
acheté que les produits dont il a la certitude qu’ils ne soulèvent
pas de problème conflictuel
10 http://csrreportbuilder.intel.com/PDFFiles/CSR_2012_Full-Report.pdf
10
10« Plus de 2 milliards de cartouches
d'encre et de toner HP produites en utilisant
plus de 62 000 tonnes de matériaux recyclés »
Selon la Fondation Ellen McArthur dont HP est membre, les polymères
tels que le polypropylène (PP) ont un fort potentiel pour le
développement de boucles fermées de recyclage.
En effet, ce sont des matériaux utilisés en grandes quantités et qui
manquent actuellement de solutions de réutilisation systématiques.
Les taux de collecte sont limités, et le tri des nuances de matériaux ainsi
que le maintien de leur qualité et de leur pureté sont difficiles en raison de
la forte fragmentation des matériaux, des chaînes d'approvisionnement et
des technologies de traitement. (‘Towards theCircular Economy’, Janvier 2014).
En 2008, HP avait présenté son processus de recyclage du PET (Polytéréphtalate d'éthylène) innovant, en développant une
boucle quasi fermée de recyclage, RPET. En effet, HP récupère les plastiques de ses cartouches jet d’encre collectées via
son système de retour clients, le Programme HP Planet Partners lancé en 1991 et les combine avec des déchets plastiques
post-consommation provenant d’autres secteurs, pour le RPET, il s’agit de bouteilles d’eau. Or, PET et PP (polypropylène)
sont les deux matières plastiques les plus couramment utilisées dans les cartouches d'impression jet d'encre HP.
Forte de son expérience précédente, HP a intégré un nouveau procédé de recyclage en ‘boucle fermée’ pour le polypropylène
(RPP) utilisé pour la fabrication de cartouches d'impression à jet d'encre. Les ingénieurs, chimistes de HP et leurs partenaires ont
investi plus de trois années pour créer une «recette» de résine de PP recyclé capable de remplacer la résine vierge – une tâche
techniquement complexe décrite comme "une innovation sans précédent " (Society of Plastics Engineers).
Le nouveau procédé de fabrication du RPP a été lancé en octobre 2013. HP et ses
partenaires ont étudié et testé plusieurs types de matériaux. Ils ont identifié une source de
PP qui remplit les exigences rigoureuses de HP. Le gisement provient d'une toute autre
industrie – rebuts de cintres à vêtements dans les magasins de prêt-à-porter. En
récupérant efficacement le PP de ses cartouches et des cintres, HP est désormais capable
de détourner chaque année des millions de kilogrammes de PP de l'enfouissement ou
d’applications à faible valeur ajoutée, et utilise ainsi moins de résines vierges
11« Plus de 2 milliards de cartouches
d'encre et de toner HP produites en utilisant
plus de 62 000 tonnes de matériaux recyclés »
Bien plus qu'un simple test ou une démonstration de faisabilité, ce
processus de recyclage du PP constitue une véritable solution de
substitution à l'utilisation de résines vierges. Il répond à la demande de la
supply-chain mondiale de HP en termes de haute qualité, volume, coût,
performance du produit , et exigences de stabilité. HP met ainsi en œuvre
deux procédés de recyclage ‘en boucle fermée’ (PET et PP) , l'entreprise
prévoit d’utiliser plus de 8000 tonnes de plastiques recyclés par an.
Ces procédés démontrent l’application pratique d’une économie circulaire
dans des chaînes d’approvisionnement à grande échelle.
Le plastique RPET issu du processus HP, associant cartouches usagées et
déchets de bouteilles plastiques a une empreinte carbone
inférieure de 33% et une consommation de matières
fossiles inférieure de 54% comparé au PP vierge – ceci prend en
compte l'impact environnemental associé à la collecte, au transport et au traitement des
cartouches usagées et des bouteilles plastiques.
Le programme RPP associé au programme RPET existant permet à 75%
des cartouches d'encre HP d’être fabriquées à base de plastique À fin Janvier 2014, HP a fabriqué plus de 2 milliards
de cartouches d'encre et de toner HP en utilisant
recyclé. En outre, 24% des cartouches de toner LaserJet HP plus de 62 000 tonnes de matériaux recyclés.
contiennent également du plastique recyclé. HP a ainsi contribué à conserver dans une boucle
d’économie circulaire :
La fabrication de cartouches d'encre HP d'origine avec du plastique
• 566 millions de cartouches
recyclé au lieu de plastique vierge a réduit les émissions de gaz à • 498 tonnes de cintres en polypropylène
effet de serre de 6 900 tonnes en 2013, soit l’équivalent de la • 2,5 milliards de bouteilles en
circulation de 1455 voitures en un an [1] plastique post-consommation
12
[1] Selon la méthodologie de l’Agence de l’environnement américaine EPA ‘Greenhouse Gas Equivalencies Calculator’. Pour plus de détails : www.epa.gov/cleanenergy/energy-resources/calculator.html.13
Dell utilise du plastique ‘carbone-
négatif’ pour ses emballages
Aujourd’hui, presque tous les
emballages plastique utilisés dans le
monde sont produits à partir de
carburants fossiles qui génèrent des
émissions de CO².
Dell utilise maintenant pour ses
emballages une matière plastique
révolutionnaire développée par son Introduits aux Etats-Unis à l’automne
partenaire Newlight Technologies qui, 2014, les emballages en AirCarbon de
plutôt que de générer du CO², en est Dell sont à la fois plus écologiques et
constituée et a donc un impact positif moins coûteux à produire.
sur l’environnement. Dell s’est fixé l’objectif de 100%
Trucost et NSF Sustainability ont attesté d’emballages durables en 2020.
de cet impact positif dans une analyse Dell envisage maintenant d’utiliser ce
complète du cycle de vie de ce nouveau nouveau matériau dans la fabrication de
type d’emballages. ses équipements électroniques.
1415
16
Nos technologies innovantes
L’encre solide Le toner EA
Nouvelle génération de Toner nouvelle génération dont les
consommables particules sont plus petites et plus
sphériques que le toner traditionnel
Sous forme de sticks, à base de
résine de soja Agrégation par émulsion
Sans solvants Pas d’huile lors de la fixation
Bénéfices Environnementaux Bénéfices Environnementaux
Aucune cartouche à trier, stocker, faire collecter ou recycler Réduction de 28% de l’énergie nécessaire à sa fabrication
Facilement désencrable Economie de toner de 45% par page imprimée
Qualité d’impression exceptionnelle sur papier recyclé Augmentation de la durée de vie du four
Génère moins de déchets que le toner conventionnel
90% de déchets en moins
par rapport à la technologie
laser classique Déchets:
Encre classique
Toner conventionnel 30 - 40%
“EA Technology”
Déchets: de toner
Encre solide en moins
Paper Paper
Quantité totale de déchets produits pour l’impression de 22000 pages par mois
pendant 4 ans. Xerox Confidentiel Tierce Partie
17Case study
Energie – Toner Unison
Toner Unison
Une nouvelle formulation:
Permet à l’imprimante de réduire sa consommation d’énergie
Le toner fusionne à une moindre température
Temps de chauffe plus rapide
Pas de besoin de secouer la cartouche quand il reste peu de
toner : moins de manipulation, moins de dommages potentiels
Cartouche de toner
Passage du toner
Paddle
Eco-conception
Capacité de toner extra-large (jusqu’à 45000 pages) = Moins de
matières premières nécessaires, moins de déchets
Contenu en plastique recyclé: 10% en moyenne, jusqu’à 28%
Bouteille
déchet toner Production européenne: moins de transport et d’énergie
Réservoire
Empreinte envionnementale réduite de 46% par rapport
aux principales cartouches du marché 18• BULL - Energie et datacenters ……………………………………………...........................................…….…….…..page 20
• CANON - la phase d’utilisation ………………………..…………………………………………………………….…………… page 21
• IBM - Code de conduite des centre de données ………………………..…………………………………...........…..page 22
• HP - Réduction drastique de l’empreinte environnementale du Cloud ………………………………….…….page 23
• NCR - Papier : limiter le gâchis ……………………………………………………………..……………........………..…..….page 24
• LENOVO - Efficacité énergétique …………………………………………………………….…………….....…….……….….page 25
• LEXMARK – Dématérialisation ……………………………………………………………………………..........……….….….page 26
• XEROX - Economie de fonctionnalité ……………………………………...........................…..………….….pages 27 et 28
• HP - Managed Print Services : service de gestion d’impression pour les entreprises …………..….…...page 29
• BROTHER - Brother et l’économie circulaire : conception, distribution, utilisation, fin de vie …..…...page 30
19Energie et datacenters
CONSTAT
• L’informatique représente jusqu’à 25% de la facture d’électricité de nombreuses organisations
• 90% de gaspillage de l’électricité dans les Data Centres (installation tourne à plein régime, 24x24, quelque soit la demande)
• 20% d’augmentation annuelle de la consommation énergétique dans les DCs (Source Etude IDC)
• Entre 40 et 60 % de l’énergie absorbée par les salles informatiques n’arrive pas au pied des serveurs:
observation lors d’audits énergétiques
La consommation électrique, de plusieurs mégawatts pour les plus grands centres, est devenue le principal Mobull & porte Froide
facteur limitant l’accès à la puissance de calcul et aux bénéfices qui y sont associés.
Adopter les meilleures pratiques en matière de green IT contribue directement à la double maîtrise des
dépenses et des consommations énergétiques et devient un véritable impératif de compétitivité.
SOLUTION BULL Supercalculateur BULLX pour le calcul intensif
Des serveurs plus sobres en énergie : Serveurs bull, bullion, novascale, gcos Bull s’est engagé dans une
démarche d’innovation à tous les niveaux : composants, alimentation, refroidissement, gestion de la charge CHIFFRES
• Les « portes froides » à système de refroidissement par eau proposées par Bull : un complément au Avec le supercalculateur bullx à
système de climatisation existant ou comme une alternative à l’installation d’une nouvelle climatisation.
refroidissement liquide direct : une
• Le mobull, un Data Center conçu à partir de containers nécessitent très peu d’infrastructures et amélioration de la performance
pouvant être installés dans un bâtiment ou à l’extérieur. le mobull free cooling permet d’aller encore énergétique d’environ 40 % par rapport
plus loin en termes d’économies d’énergie. aux serveurs traditionnels refroidis par
• L’ultra capacitor, technologie unique développée et brevetée par Bull, réduit la consommation air. Cette innovation permet d’atteindre
électrique de 15 % et permet d’opérer les modules d’alimentation des serveurs dans la portion optimale un PUE (Power Usage Effectiveness)
de leur courbe de rendement (40-90 %) et d’optimiser la consommation énergétique des onduleurs. inférieur à 1,1 dans des conditions
• Des nouvelles solutions de décommissionnement d’applications destinées aux banques et aux standards d’utilisation et de diminuer les
compagnies d’assurance permettent d’arrêter les anciennes applications et les infrastructures utilisant consommations énergétiques et les
des données structurées qui n’évoluent plus. émissions de CO2 associées.
• Services de conseil : accompagnement des clients pour évaluer la performance et la maturité des La consolidation ou l’extrême
infrastructures et optimiser les coûts et consommations énergétiques, s’appuyant sur les meilleures virtualisation des équipements permet
recommandations européennes en matière de gestion, d’amélioration ou de conception de nouveaux de « faire plus avec moins » et
Data Centres. d’atteindre, voire de dépasser les 60 %
• Des solutions d’hébergement et des offres cloud computing efficientes et moins chères à opérer. d’économies.
• Une vitrine européenne des technologies Bull ( Customer Bull Center à Grenoble) : des Le Mobull free cooling permet
présentations, démonstrations, proof of concept et benchmarks dans les domaines du Big Data, le cloud d’atteindre une efficacité maximale avec
ou la green IT. un PUE (Power Usage Effectiveness) de
• Le Bio Demo Center : tester en conditions réelles les outils et méthodologies adaptés pour piloter 1,05. Le principe du free cooling consiste
efficacement la consommation énergétique des systèmes et des infrastructures. à utiliser le plus souvent possible l’air
• Un engagement dans plusieurs projets et programmes de collaboration technique avec des centres extérieur pour refroidir les
de recherche, des industriels, des clients et des communautés du logiciel libre infrastructures informatiques.
20*
CODE DE CONDUITE
DES CENTRES DE DONNÉES
Code de Conduite Européen
pour les Data Centers
• Initiative menée par la Commission
Européenne en réponse à l'augmentation
de la consommation d'énergie dans les En 2014, 46 CD dans 19 pays
centres de données
• L'UE vise à informer et encourager les
opérateurs de centres de données et les En 2013 la Commission européenne a récompensé les 27 centres de
propriétaires à réduire la consommation données IBM pour l'efficacité énergétique, sur la base du code de
d' énergie d'une manière rentable, sans conduite de l'Union européenne pour les data centres. Ceci représente
altérer leurs fonctionnalités de leur le plus large porfolio de centres de données ayant obtenu cette
mission critique. reconnaissance.
• Démarche volontaire de participation Les 27 centres de données IBM récompensés représentent plus de 70%
• L'évaluation est faite sur un ensemble de
des centres de données stratégiques hébergeant les clients pour IBM
meilleures pratiques pour réduire la
dans 15 pays européens.
consommation d'énergie qui incluent
l'utilisation de l'efficacité énergétique du IBM a ainsi répondu à un ensemble d'objectifs en 2007 de doubler la
matériel , l'installation de refroidissement capacité informatique de ses centres de données dans les trois ans sans
libre et confinement d'allée froide . augmentation de la consommation d'énergie.
22
22HP Moonshot : le levier vers une réduction drastique de
l’empreinte environnementale du Cloud
Nous produisons aujourd’hui autant d’information en 2 jours, que toute la population depuis 2003. La
demande en serveurs va exploser d’ici 2016 avec la multiplication des data-centers dédiés aux services du
Cloud Computing, Big Data, streaming...
Les terminaux connectés nécessitent aussi des serveurs : 1 serveur pour 120 smartphones. Il faudrait
construire l’équivalent de 200 datacenters de la taille d’un terrain de foot pour satisfaire la demande du
Cloud sur seulement 3 ans ! De plus, la consommation énergétique serait considérable alors même que
le PUE des datacenters atteint 1.1, seulement 10% de l’énergie consommée est gaspillée, c’est une
amélioration, mais cela ne suffit pas, il devenait urgent de passer à une autre architecture.
HP Moonshot a été créé pour résoudre les problèmes d'efficacité et d'échelle au sein des Datacenters.
Le système HP Moonshot n'est comparable à aucun autre système existant.
Par rapport aux Les serveurs Web HP Moonshot sont spécifiquement conçus et
serveurs équilibrés pour produire des résultats optimaux en fonction de charges
traditionnels, jusqu’à de travail spécifiques. Ces serveurs très denses et optimisés pour
l’énergie partagent les ressources en matière de gestion, d'alimentation, Si le cloud public était un
89% de refroidissement, de réseau et de stockage. Cette architecture est la
clé qui permet d'atteindre un niveau d'évolutivité 8 fois plus efficace* et
pays, il serait au 5ème rang
mondial en matière de
D’énergie en de rendre le cycle d'innovation trois fois plus rapide. consommation électrique.
moins * Les serveurs HP Moonshot consomment jusqu’à 89% * En réduisant cette
consommation de 50 %,
d’énergie en moins , nécessitent 80% * moins d’espace
80% que les serveurs traditionnels, réduisant ainsi leur
nous économisons
l'équivalent de la
D’encombrement empreinte environnementale, et permettent des consommation électrique
en moins * réductions de cout pouvant atteindre jusqu’à 77% **. du Royaume-Uni.
* Chiffre basé sur les tests HP internes.
** Selon les estimations internes de HP du coût total d'exploitation par rapport aux serveurs traditionnels 23Domaine : Distributeurs de billets (DAB) - Guichets
Automatiques Bancaires (GAB)
La remise d’un ticket justificatif d’opération
CONSTAT RÉPONSE NCR
Pour éviter la rupture de Une nouvelle famille d’imprimante de tickets présentant la capacité d’imprimer des tickets
tickets, le personnel en charge plus courts (7,5cm au lieu de 11cm) permettant de produire plus de tickets avec le même
de la maintenance, gâche une consommable d’une part, et la capacité d’avoir deux bobines de papier, l’une prenant la suite
grande partie du papier de l’autre lorsque la bobine est finie.
présent sur l’imprimante en Evolution de la solution la suppression totale du ticket papier en le remplaçant à la demande
mettant au rebut le reliquat de de l’utilisateur sous proposition de l’exploitant, par un ticket électronique, message –e-mail,
la bobine d’alimentation de envoyé à l’utilisateur et comportant toutes les données de la transaction.
l’imprimante qui peut Quel peut être l’impact du recourt au ticket court (7,5 cm au lieu de 11cm)
représenter plusieurs jours de Le tableau ci-après indique sur une période de 10 ans des gains qui vont de € 95 585,35, pour
fonctionnement. le double rouleau à € 436 892,65, pour la combinaison double rouleau et ticket court.
FREINS
• Ces tickets courts sont possibles sur la nouvelle génération mise sur le marché en Nombre d’automates en exploitation 2.000
2008, comme un distributeur de billets à une durée de vie qui est couramment de Nombre de tickets édité par an par
10 ans et plus, le remplacement des anciens automates prend du temps… automate 30 000
• Une certaine compatibilité technique est demandée.. Prix d’un rouleau de papier pour
• Tant que le taux de « nouvelles machines » n’est pas suffisant, l’exploitant préfère tickets (€) 13,17 €
maintenir la taille « historique » du ticket.
Cout de gestion commande,
• L’objectif est bien sur une économie de coût opérationnel (où coût de possession)
Réception, Stockage, Distribution,
en réduisant la consommation de rouleaux de papier et les prestations associées.
• L’autre aspect qui n’apparait pas dans ce modèle est l’augmentation de la Changement sur l’automate cible (€) 12,90 €
disponibilité du service à la clientèle, en particulier lorsqu’il s’agit du GAB (Guichet Données de base :
Calcul basé pour un opérateur ayant 2,000 unités en
automatique de banque) qui propose le dépôt valorisé d’espèces (dépôt,
exploitation ; le parc NCR en France est de l’ordre de
comptage, validation, et crédit du compte client) pour lequel il est obligatoire de 22.000 unités; le parc français tout constructeurs
pouvoir éditer un justificatif d’opération, autrement le service n’est pas proposé à confondu est de l’ordre de 58.000 unités
la Clientèle. 24Dématérialisation
Capgemini Nederland B.V.
Objectifs(s)
Lorsque les ressources humaines (RH) chez Capgemini Nederland BV ont décidé d'introduire une solution
dématérialisée pour ses 6400 employés, le Directeur des ressources humaines et de l'équipe ont réalisé qu'ils
auraient besoin d'une gestion de contenu (ECM) pour rendre les fichiers électroniques du personnel disponible
via un portail Web.
Solution(s)
Données chiffrées Intégration étroite entre les systèmes RH sur SAP, les
systèmes financiers Oracle et la suite ECM de
Bilan Chiffres perceptive Software. Pour prolonger l'impact positif,
• Financier 7.1 millions d’euros en 10 ans le client a mis également en œuvre des processus
d’optimisation des flux de travail et de la technologie
• Productivité Gain de mise à jour des e-formes.
données financières, des
ressources humaines et Témoignage
d'autres systèmes.
« Les autres produits d'ECM requis sont coûteux mais
• Environnemental Cela permet à l'entreprise la solution de Perceptive a sauvé du temps et réduit
d'éliminer les coûts et notre coût total de possession »
l’empreinte environnementale Henk Veerbeek
des formulaires papier. ITICS Operations Manager.
26L’économie de fonctionnalité
Notre offre « Managed Print Services » (MPS)
L’économie de fonctionnalité vise à faire évoluer le business model d’une entreprise de la vente d’un bien vers la vente de son usage. Xerox, avec son offre
MPS, s’engage à contribuer à la réduction de la base de coûts, à augmenter la productivité des collaborateurs, tout en leur apportant plus de valeur
fonctionnelle et organisationnelle et en imprimant mieux et moins. De plus, à chaque étape de cette offre de services, nous cherchons à réduire les impacts
sur l’environnement, à travers :
Analyse environnementale de la situation client Mise en place d’une politique d’impression efficiente
... Impacts énergie, CO², papier. ... Suppression des impressions inutiles grâce aux badges,
paramétrages, widget d’auto-évaluation de sa consommation papier.
Optimisation du parc d’équipements
... Avec de nouveaux équipements éco-labellisés et éco-conçus. Fluidification et simplification du processus documentaire
… Partage d’information, travail collaboratif, numérisation.
Accompagnement au changement
... Sensibilisation des utilisateurs à un comportement éco-responsable. Collecte et recyclage de nos cartouches et équipements usagés
Fonctionnement Résultats
communiqués lors du Chantier 31 du Grenelle de l’environnement
Gestion de la Audit fonctionnel, Réduction des Gains de
fin de vie économique et coûts productivité
environnemental
30% d’économies réalisées De l’ordre de 200 à 650
la 1ère année chez un leader minutes/utilisateur/an pour
de l’informatique Procter & Gamble
Offre MPS
Gestion proactive de la Proposition d’une Ressources
vie courante solution optimisée Emissions de Gaz à naturelles
Effet de Serre Réduction de 27% de la
Réduction d’1/3 des consommation de papier d’un
émissions annuelles de GES grand groupe
pharmaceutique
Transition & gestion du
changement
Xerox Confidentiel Tierce Partie
27L’économie de fonctionnalité
Notre offre MPS : un business model gagnant-gagnant
Bénéfices
Responsabilité Enrichissement de l’offre comptables et Organisation
financiers
Mutualisation des
Est propriétaire: Renforcement dans la durée de la relation-client ressources de
différents
Optimisation de la durée de vie du Plus de proximité avec le client
services
produit et économie de ressources
Avantages Connaissance de l’usage des produits utile à l’innovation Lissage des revenus
naturelles
prestataire dans le temps Montée en
Nouvelles parts de marché
Contrôle du processus de collecte compétences
de l’équipement pour le Réduction des coûts et des impacts sur l’environnement, des
retraitement (DEEE) grâce à la mutualisation des actions et des ressources collaborateurs
transférés
Apport de valeur ajoutée supplémentaire, en répondant à Possibilité de
ses besoins précis Vue d’ensemble des mise à
N’a plus à gérer les stocks de disposition par le
coûts sur une fonction
consommables et les incidents Libéré de la gestion des équipements, il peut ainsi se prestataire de
éventuels. recentrer sur son cœur de métier Lissage des charges personnel sur le
Avantages dans le temps site client
Possibilité d’obtenir un service identique à grande échelle
client Son fournisseur devient
(européenne voire internationale) Obligations de Possibilité de
prestataire de services et doit
réduction des coûts transfert du
remplir une obligation de résultats Réduction des coûts et des impacts sur l’environnement,
pour le prestataire personnel lié à la
grâce à la mutualisation des actions et des ressources
fonction
Bénéficie du développement de l’expertise du prestataire externalisée
Xerox Confidentiel Tierce Partie
28BROTHER ET L’ECONOMIE CIRCULAIRE Brother France intègre aujourd’hui l’économie circulaire plus largement à sa politique de Développement Durable. Le pilier environnemental est une composante majeure mais aussi, nos engagements vers les communautés locales et la société civile pour chacune des filiales. En effet, les filiales de vente prennent en compte toutes les étapes du cycle de vie, à la fois des produits commercialisés et des consommables : Suite à l’écoute de leurs clients, par anticipation Elles collaborent avec l’ensemble des parties prenantes pour d’évolutions réglementaires locales ou démarches minimiser les impacts sur l’environnement en fin de vie des volontaires, elles informent en permanence les équipes produits en favorisant la collecte et ré-utilisation des de R&D pour améliorer la conception des produits et en produits, en recyclant les consommables, en incitant à la faire la preuve par l’obtention de labels reconnus. mise en place de solutions locales de valorisation matière. Elles travaillent avec leurs prestataires Elles sensibilisent les clients sur leur rôle à jouer dans la phase de consommation logistiques pour mettre en place des des produits pour en optimiser l’utilisation avec des solutions d’audit de parc solutions pour la distribution de leurs d’impression par exemple (balance deployement). Outre des formations à une produits limitant les émissions de CO2 utilisation plus écologique de leurs produits, nous leur proposons aussi des comme le ferroutage ou l’utilisation de solutions de coût à la page (MPS) afin de développer la notion de prix d’usage remorques à double plancher. des produits et consommables. 30
• NEOPOST – Remanufacturing ……………………………………………………………….......…………………….... ………….………………………. page 32
• DELL – Programme de recyclage de l’or et création d’une ligne de bijoux ………………………………………………….……….…. pages 33
• IBM - Boucle de retour des serveurs …………………………………………………………………………………………………….………....………. page 34
• BROTHER - Fin de vie des cartouches ……………………………………………………………….......…..………………………….………..………. page 35
• BULL - Actions de collecte en fin de vie et de recyclage ……………………………………………….………………..……………….….……. page 36
• TOSHIBA - Traitement du déchet d’emballage sur le site dieppois …………………………………………………………..………………. page 37
• DELL - Circuit court permet recyclage du plastique des PC ……………………………………….………………………………………………. page 38
• XEROX - Gestion des DEEE : programme de collecte et de retraitement …………………………………………………………..………. page 39
• HP - Au Kenya, construction d’un modèle innovant de collecte et recyclage des DEEE ……………………………….…. pages 40 et 41
• LENOVO - Fin de vie des produits ……………………………………………………………….......……………………………………………..…….…. page 42
• LEXMARK - Programme de collecte cartouches LCCP…………………………………….. ……………………….....………………....…….…. page 43
• CANON - Réutilisation, remanufacturing et recyclage des périphériques d’impression et consommables .……… pages 44 à 48
• LEXMARK – Réintégration de matière plastique ……….………………………………….. ……………………….....………………....…….…. page 49
31LE REMANUFACTURING CHEZ NEOPOST
L’existence d’une filière individuelle avant la réglementation DEEE du fait
d’obligations postales et l’optimisation économique ont conduits à la mise en
place du processus industriel de remise à neuf des produits puis de
remanufacturing. Le remanufacturing : un produit équivalent au produit neuf
en terme de fonctionnalités, de qualité, de certification et d’esthétique.
Quelques Chiffres
Gains environnementaux, jusqu’à 40%
Réduction des coûts de production de -20%
Un accroissement de l’activité locale (Le Lude-Sarthe) :
de 4 personnes en 2013 à 15 personnes en 2015
2200 unités remanufacturés en France en 2013
Eléments Clé de succès Freins Identifiés
Maitrise de la fin de vie et existance d’une filière A fonctionnalité équivalente, pourquoi un produit
individuelle remanufacturé devrait être moins cher qu’un produit
neuf, tant bien même que le service rendu est identique ?
Accès direct aux clients, pour accéder aux carcasses
Struture industrielle de proximité Prévision fiable des flux de retour
Connaissance des produits et les differents états Amélioration de la conception du produit pendant sa
techniques associés durée de vie
Produits conçus pour faciliter la maintenance et le Evolution de la réglementation (ex : Energy Star)
remanufacturaing
Absence de propriété du client
32Vous pouvez aussi lire