Utilisation des US en remplacement de la radiographie sur tubes de chaudières - GPN USINE DE GRANPUITS Cas de la chaudière FIVES
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
Utilisation des US en remplacement
de la radiographie
sur tubes de chaudières
GPN USINE DE GRANPUITS
Cas de la chaudière FIVES
Franck CLEMENT - GPN - Jérome BEIGE - ISI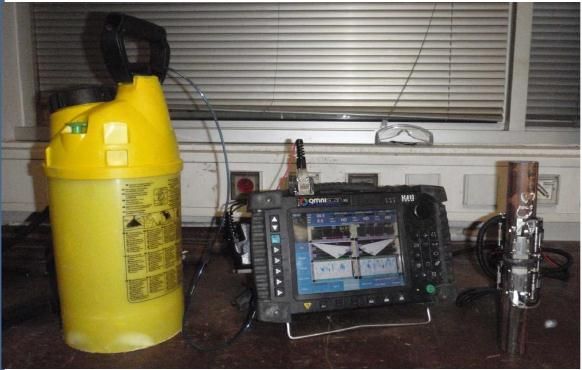
Chaudière Fives : Descriptif succinct
La chaudière auxiliaire de l’unité ammoniac de Grandpuits a été construite par FIVES-
PENHOET en 1968, elle permet de produire au nominal 85 t/h de vapeur 119 b eff à 540°C.
La fiabilité de cette chaudière est essentielle pour l’usine de Grandpuits car elle conditionne la
marche de l’unité d’ammoniac et de l’unité d’urée.
Cette chaudière est constituée d’un ballon, d’un faisceau vaporiseur (256 tubes) constituant
l’essentiel de la paroi de la chaudière et de quatre surchauffeurs vapeur dont l’un constitue
également une partie de la paroi de la chaudière.
La FIVES a été l’objet de quelques modifications :
1984 : Remplacement du surchauffeur secondaire
2004 : changement du surchauffeur final, modification de la circulation surchauffeur de
paroi, modification des régulations et sécurisation de la conduite, installation de brûleurs de
démarrage.
2008 : installation de nouveaux brûleurs bas NOX
2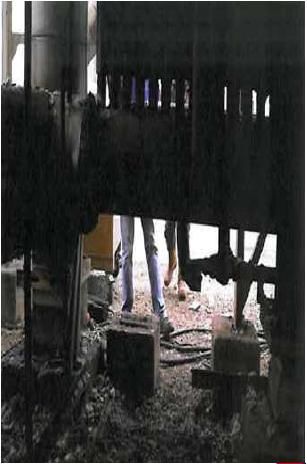
Présentation incident Chaudières FIVES
1/ Incident d’avril 2010 :
Injection de 300 kg d’acide chlorhydrique dans l'eau déminée, descente du pH à 2,
maintien d'un pH autour de 2,2 à 3 pendant un poste, des injections alcali et remontée à
pH 9,5.
Une fuite du suchauffeur secondaire, engendre l’arrêt de la chaudière pour réparation
Réalisation sur circuit eau et vapeur de contrôle endoscopique, mesure d'épaisseur
(ballon dégazeur, file de descente,....) pas d'anomalie constatée mis à part une quantité
importante d’oxyde dans les circuits.
Passivation lancée après la purge des circuits et constat statistique du décapage des
tubes par un acide fort (HCl).
2/ Incident du 16/12/2010 :
Rupture d'un tube du mur d'eau évaporateur du 16/12/2010, cause identifée comme de la
corrosion sous dépôt ayant engendré un mécanisme secondaire de HTHA sous dépôt de
magnétite.
Le phénomène constaté est la conséquence de l’injection d’acide d’avril 2010 constatée sur les zones
exposées à la flamme
Coté flamme corrodé Coupe Coté flamme
Coupe coté opposé flamme RAS
Zone Fissurée HTHA Dépôt
3
Actions de fiabilisation lors du GA 2011
Remplacement du surchauffeur secondaire,
Requalification et fiabilisation de la régulation de contrôle
Remplacement des 256 files de l’évaporateur (512 soudures),
Problématique forte de délai forte en terme de délai d’intervention (5
semaines), notamment en terme de contrôle radiographique :
- Co activité soudage – radiographie (1000 films),
- Co activité radiographie dans la chaudière elle –même avec le
remplacement du collecteur secondaire environ 200 films .
-Co activité avec le remplacement des 200 tubes du four de steam
reformeur (600 films dans une zone adjacentes).
- Possibilité technique de remplacement des techniques radiographiques
par des contrôles ultrasons phase d’array.
Caractéristiques des soudures
Soudures bout à bout
Diamètre externe : 63.5 mm
Epaisseur : 5.6 mm
Acier faiblement allié (P265GH)
Soudage en TIG manuel
4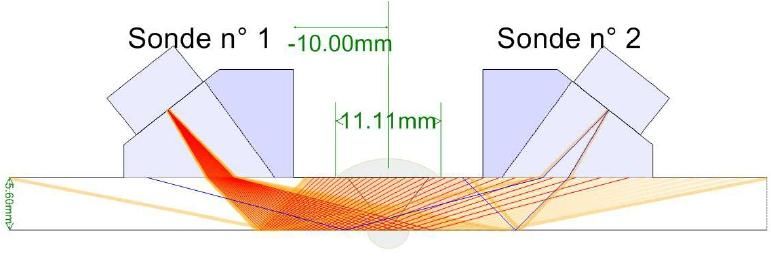
REGLEMENTATION & CODES
UTILISATION DES US PHASE D’ARRAY
Codes Européens
CODAP 2010
Epaisseurs ≥ 8 mm
Critères d’acceptation identiques à ceux des UT conventionnels
CODETI 2010
Epaisseurs ≥ 8 mm
Critères d’acceptation identiques à ceux des UT conventionnels
Codes Américains
ASME VIII, Div. 1 (Pressure Vessels)
Epaisseurs ≥ 12.5 mm
Critères d’acceptation suivant Code Case 2235-A
ASME B31.1 (Pressure Piping) et B31.3 (Process Piping)
Pas de limite inférieure d’épaisseur
Critères d’acceptation suivant Code Case 179 (B31.1) et 181 (B31.3)
Réparation réalisée suivant 15 mars 2000 et NF 32100
Utilisation des critères ASME B31.1 en accord avec l’OH (ASAP – IS), le contrôleur CND
étant aussi l’IS :
Suite à comparaison des résultats radios et ultrasons sur éprouvettes types en
atelier,
Réalisations de radiographie sur les soudures très difficilement accessibles pour les
contrôles US
5
Cas pratique : contrôle de soudures de tubes de chaudière
CONTRAINTES DE MISE EN OEUVRE
Faibles diamètres / épaisseurs
Faibles espaces entre tubes (≥ 13 mm)
Conditions d’accès difficiles
Temps de contrôle (cadences élevées) : 40 à 60 soudures /jour
Coactivité (soudage, meulage, manutention, …)
6
6
Cas pratique : contrôle de soudures de tubes de chaudière
• Phased Array Pulse Echo (7.5 MHz - ondes T)
• Balayage sectoriel
• Enregistrement encodé
7
7
Cas pratique : contrôle de soudures de tubes de chaudière
• Dispositif de contrôle
Equipement autonome
en énergie et facilement
transportable
8
8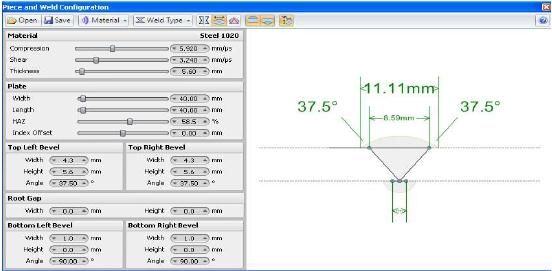
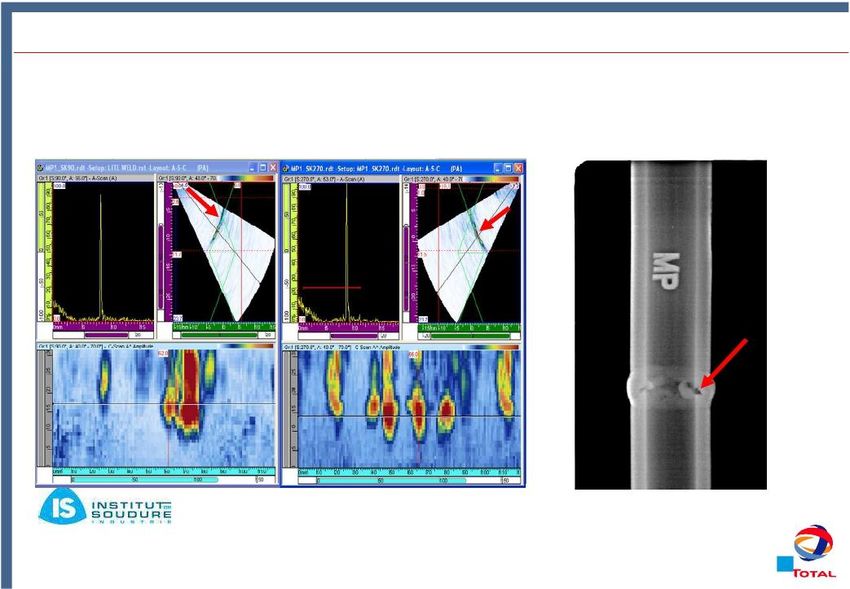
Cas pratique : contrôle de soudures de tubes de chaudière
• Exemple d’un manque de pénétration
Vu en Phased Array Vu en RT
9
9
Bilan Final
Nombre d’intervenants US : 2 à 3
Conditions d’accès difficiles et proximité des soudeurs n’ont pas empêché les contrôles
Nombre de soudures contrôlées entre 40 et 60 soudures par jour
Types de défauts rencontrés : collages et manques de fusion,
Méthode plus sensible que la radiographie (détection de micro défauts de collage qui sont invisibles en
radiographie classique), d’où un taux de réparation plus élevé et nécessité de mieux sélectionner les
soudeurs et de mieux les former. Et intégrer dans lesQS/QMOS ce type de contrôle.
Un coût de l’ordre de 50 à 100% plus élevé que la radio sur notre cas d’application, pas significatif au vu
du temps d’arrêt.
Taux journalier de réparation
10Conclusions
La mise en œuvre de la technologie multi-éléments permet d’obtenir :
Une réduction significative des délais de production ou d’inspection, avec la possibilité
de travailler en co-activité
Une probabilité de détection supérieure à celles des méthodes
conventionnelles (radiographies)
Des informations exhaustives sur les endommagements décelés.
Une amélioration de la qualité des soudures vis-à-vis de défauts nocifs
Une alternative intéressante à la radiographie en cas de grand nombre de contrôle
d’assemblages identiques avec forte co- activité
Ces avantages sont pleinement permettent le remplacement de la radiographie par ce
type de méthode pour de nombreuses applications.
L’obtention de ces avantages nécessite la réalisation de ce type de contrôle par des
prestataires qualifiés et expérimentés.
11
11Vous pouvez aussi lire