Développement d'un prototype de bougie hybride métal - céramique - Mémoire scientifique
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
Mémoire scientifique
Développement d’un
prototype de bougie hybride
métal - céramique
Pelayo Losada Cristos Encadré par Olivier Quénard
Département Matériaux
ICAM Toulouse
Remerciements
Nous tenons à remercier messieurs Eric Delhomme et Jacques Stephany de la
société Robert Bosch France pour la confiance qu’ils nous ont témoignée, ainsi que
pour leur disponibilité et l’aide technique qu’ils nous ont apportés au cours des quatre
mois passés.
Nous remercions également monsieur Olivier Quénard et madame Sophie
Régnier, permanents du département Matériaux de l’ICAM Toulouse, pour leur
encadrement et leurs conseils précieux.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
2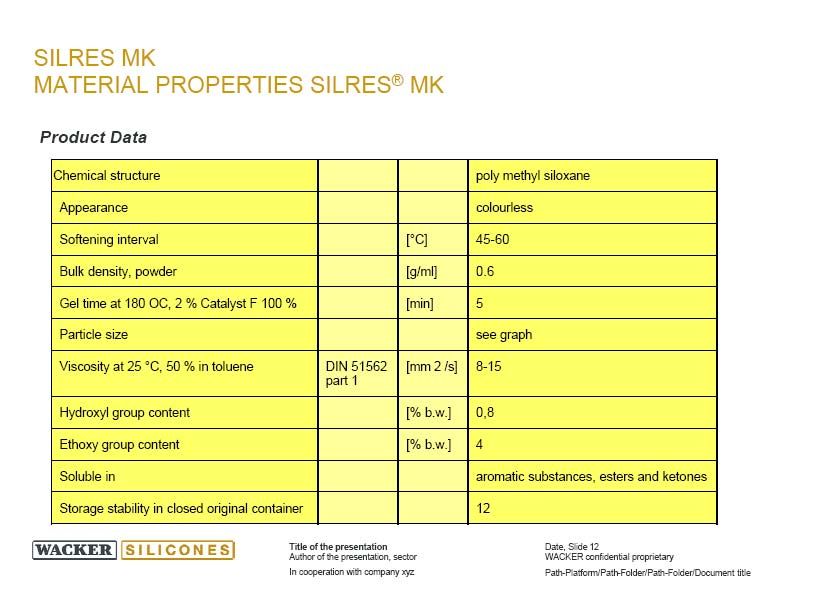
Sommaire
Introduction .............................................................................. 4
1. Présentation de l’entreprise : ....................................................... 5
2. Travail effectué ............................................................................... 9
2.1. Conclusion de l’étude bibliographique .......................................... 9
2.2. Essais préliminaires .................................................................... 11
2.3. Essais de Frittage sur NiCrFe..................................................... 14
2.4. Optimisation des essais de Frittage............................................ 20
2.5. Essais d’insertion de la céramique ............................................. 26
3. Conclusion et avenir du projet ................................................... 37
Annexes………………………………………………………………………38
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
3
Introduction
L’entreprise Bosch Rodez a confié à l’ICAM une étude dans le cadre du
développement d’un nouveau type de bougie de préchauffage pour moteur diesel. Après le
rapport bibliographique réalisé au cours du premier semestre (Sept.- Déc. 2005) concernant
les différentes méthodes d’assemblage de bougie hybride métal - céramique, il s’agit du
deuxième binôme du Département Matériaux de l’ICAM Toulouse travaillant sur ce sujet
pour Bosch Rodez.
L’objet de ce mémoire consiste à tester expérimentalement la solution retenue lors de
l’étude bibliographique. Celle-ci étant de placer une couche de métallisation à l’interface entre
métal et céramique pour permettre une bonne tenue électrique et mécanique en utilisation.
Tout d’abords, nous présenterons dans ce rapport le contexte de l’étude, puis nous
détaillerons la solution retenue par l’étude bibliographique. Dans un troisième temps, nous
exposerons la démarche effectuée et les résultats obtenus lors des essais d’assemblage. Pour
conclure, nous présenterons les axes d’optimisation possibles et ainsi, l’avenir du projet.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
4
1. Présentation de l’entreprise :
Le groupe Bosch est une entreprise d’ampleur mondiale, qui pour un chiffre d’affaires
annuel moyen de 40 milliards d’euros, emploie plus de 242 000 personnes dans ses différentes
filiales. L’usine cliente, Bosch Rodez, fait partie d’une de ses filiales, Bosch France, qui
représente 5 milliards d’euros de chiffres d’affaires pour 10 440 employés.
Le groupe Bosch est présent dans plusieurs secteurs d’activités :
- Les biens de consommations et techniques du bâtiment ;
- Les techniques industrielles ;
- Les techniques automobiles.
Ce dernier secteur d’activités constitue la production la plus importante de Bosch,
représentant 63% du chiffre d’affaires global. Bosch se positionne ainsi parmi les plus grands
fabricants mondiaux de composants automobiles.
C’est ce secteur d’activités qui nous intéresse car l’usine cliente est spécialisée dans le
développement et la fabrication d’injecteurs et bougies de préchauffage pour moteur diesel.
C’est précisément pour le développement d’une nouvelle gamme de bougies de
préchauffage que Bosch a fait appel à l’ICAM Toulouse, pour un sujet de mémoire dans le
département Matériaux.
La production actuelle de Bosch Rodez est constituée de deux types de bougies de
préchauffage, la bougie à crayon métallique et la bougie à crayon céramique. Le rôle d’une
bougie de préchauffage consiste à monter en température quasi-instantanément afin
d’atteindre une température maximale proche de 1000°C et ainsi assurer l’ignition du
carburant diesel lors du démarrage.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
5
La bougie à crayon métallique (Fig. 1) est actuellement la plus utilisée. Le métal
devant supporter des hautes températures, Bosch Rodez a choisi de travailler avec du
NiCrFe(1). Cette bougie résiste très bien mécaniquement mais sa température maximale
admissible est limitée autour de 800°C, ce qui est insuffisant pour les exigences des nouveaux
moteurs diesel qui demandent une température de préchauffage de plus en plus élevée, afin de
permettre un meilleur rendement.
NiCrFe
Zone chauffante
i entièrement
métallique
Résistance
MgO chauffanteen NiCrFe
(isolant
)
Fig. 1 - Bougie à crayon métallique
Pour satisfaire les exigences des constructeurs automobiles, Bosch fabrique depuis
quelques années des bougies à crayon céramique (Fig. 2) qui permettent d’atteindre des
températures bien plus importantes (de l’ordre de 1200°C). Cette nouvelle technologie
demande une technicité très importante et un savoir faire particulier car le procédé de
fabrication est délicat. Il consiste à obtenir une céramique vitreuse (type Si-O-C) par
calcination d’un polymère spécifique MK(2). Cette céramique est dopée notamment par SiC et
Al2O3 qui confèrent au matériau global respectivement un coefficient de dilatation thermique
amoindri et un retrait plus faible lors du traitement thermique, ainsi que par MoSi2 qui rend le
matériau conducteur électrique. Selon la teneur en MoSi2 imposée, la céramique peut donc
être isolante (peu ou pas de MoSi2), ou de caractère conducteur de plus en plus élevé au fur et
à mesure que cette teneur augmente. Grâce à ces différences de propriétés, Bosch a conçu une
bougie entièrement céramique (Fig. 2).
Cette nouvelle bougie permet d’atteindre des températures très importantes, mais en
plus d’une résistance mécanique réduite par rapport au crayon métallique, l’utilisation de
céramique pose des problèmes de réactivité avec des éléments du carburant qui provoquent
l’usure prématurée de la bougie par perte locale de matière.
1
Alliage à base de Nickel contenant 25% de chrome et 10 de fer (Cf. fiche technique du NiCrFe en Annexe 1).
2
Cf. fiche technique du polymère MK en Annexe 2.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
6
Zone chauffante
entièrement
Céramique
résistive
céramique
(zone
chauffante) Problèmes de mise
en œuvre :
Nécessite une
Céramique adaptation de la
conductric Céramique composition de la
e isolante céramique pour
chaque type de
moteur.
Fig. 2 - Bougie à crayon céramique
C’est pourquoi Bosch Monde a demandé à ses filiales de travailler sur le
développement d’une nouvelle bougie de préchauffage alliant les avantages des deux types de
bougies actuelles tout en limitant les inconvénients de chacune. Par conséquent, Bosch Rodez
cherche à développer une bougie dite ‘hybride’, mi-métal, mi-céramique : une partie
chauffante en céramique permettant de monter en quelques secondes à des températures
supérieures à 1200°C et une partie métallique (NiCrFe) englobant la partie chauffante qui
éliminerait les problèmes de réactivité et de fragilité de la partie céramique.
Lors de l’étude de conception de cette bougie, Bosch Rodez a effectué quelques
prototypes dans lesquels la liaison entre la partie métallique et la céramique était assurée
uniquement par pression. Ces prototypes ont résisté mécaniquement, malheureusement, lors
du cyclage thermique, la conduction électrique s’est rompue. Il n’a été remarqué aucune
rupture des pièces en métal ou de la pièce en céramique. Les seules zones qui puissent rompre
le circuit électrique sont donc les interfaces métal – céramique.
C’est pourquoi Bosch Rodez a fait appel à l’ICAM Toulouse afin de concevoir une
liaison chimique entre le métal et la céramique qui soit capable de tenir mécaniquement et
électriquement aux cycles thermiques. Ce développement est d’une importance capitale pour
l’usine Bosch Rodez qui en cas de succès, se placerait ainsi en donneur d’ordre dans le groupe
Bosch pour le développement et la production de ce nouveau type de bougie, avec
l’importance qui en découle pour le site de Rodez.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
7
Dans un premier temps, une étude bibliographique a été réalisée entre septembre 2005
et février 2006 par un binôme d’étudiants ICAM (Vincent Candellé Tuheille et Thibault
Arnhold). L’objectif de l’étude était de répertorier toutes les solutions envisageables pour
l’assemblage des matériaux. Après avoir analysé de nombreuses possibilités, une des
solutions a été retenue pour poursuivre l’étude. Elle consiste à utiliser une couche de
métallisation entre les deux matériaux afin de créer une interface bien adhérente au métal et
présentant une porosité importante pour permettre à la céramique, devenue visqueuse à haute
température, de s’y insérer.
Notre projet consiste donc à tester expérimentalement la capacité d’assemblage de la
céramique et du métal avec une interface de métallisation constituée principalement de
molybdène.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
8
2. Travail effectué
2.1. Conclusion de l’étude bibliographique et objectifs de notre
étude expérimentale
Présentation détaillée d’une bougie mixte.
Une représentation schématique de cette bougie, constituée de parties métalliques et
céramique, est présentée en figure 3.
NiCrFe
Tf=1370°C
Céramique
MgO résistive
(isolant) Zone chauffante
T = 1210°C
Fig. 3 - Crayon de la bougie mixte
Un matériau intéressant pour concevoir la couche de métallisation est le molybdène.
Ce matériau ayant un coefficient de dilatation très faible, la couche frittée va limiter les
contraintes interfaciales entre le métal (de coefficient de dilatation très élevé) et la céramique
(de coefficient de dilatation très faible). Ceci est primordial pour éviter la rupture de la
céramique lors du refroidissement.
Protocole expérimental de la solution retenue par l’étude
bibliographique
Dans un première temps, il faudra préparer une suspension de poudre de molybdène
dans un polymère, afin d’obtenir un mélange suffisamment homogène pour permettre un
dépôt correct sur toute la surface du plot métallique.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
9
La suspension de Mo dans le Rhodoviol sera obtenue en mélangeant entre 50 et 60%
en masse de poudre de Mo dans le complément en Rhodoviol. L’homogénéisation se fera à
l’aide d’une spatule. Et la suspension sera réalisée en début de chaque test (elle ne sera pas
utilisée pour le test suivant car, séchant rapidement, sa viscosité aura évolué).
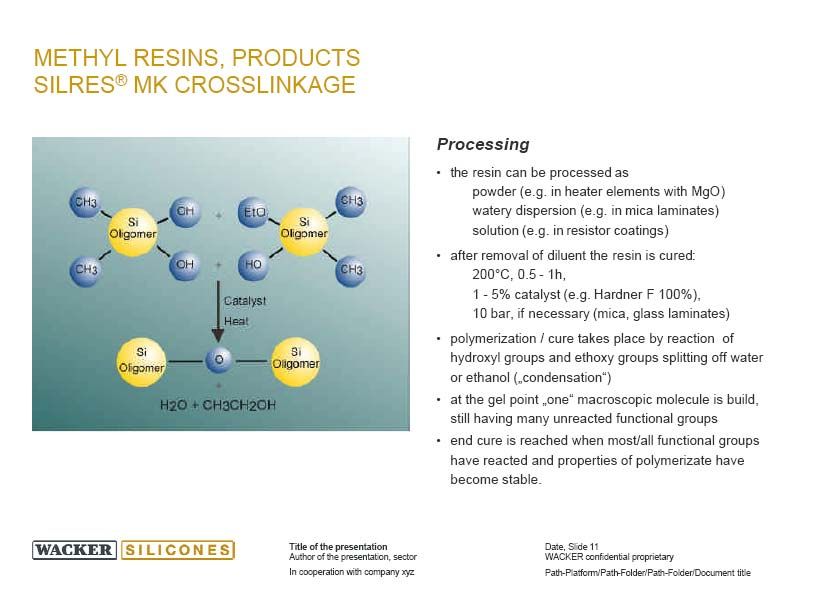
Puis, cet ensemble devra être traité thermiquement afin d’obtenir des grains de
molybdène frittés et d’engendrer de la diffusion entre le métal substrat et cette couche de
métallisation, assurant ainsi un lien chimique entre les deux (Fig. 4).
Frittage du Mo
Diffusion entre Mo et le métal
Fig. 4 – Représentation d’une couche de métallisation frittée
et adhérente à la surface du substrat
Après la réalisation du traitement thermique, la couche de molybdène en surface devra
posséder une porosité suffisante pour permettre l’insertion de la partie amorphe (Si-O-C) de la
céramique lors d’un deuxième traitement thermique (Fig. 5).
Céramique
Mo fritté
NiCrFe
Fig. 5 – Représentation de l’application pour traitement thermique
de la céramique à la surface de la couche de métallisation
Lors du deuxième traitement thermique, nous devons atteindre une température
supérieure à la température de transition vitreuse de la céramique pour permettre à celle-ci de
devenir visqueuse, sans toutefois atteindre la température de fusion du substrat. Une fois
refroidie (Fig. 6), la céramique insérée devrait représenter un lien mécaniquement résistant
entre les deux matériaux (métal et céramique non insérée).
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
10Céramique insérée
Mo fritté
Substrat
Fig. 6 – Représentation de l’assemblage métal-céramique par insertion
de la céramique dans la porosité de la couche de métallisation
Le travail qui nous a été demandé de réaliser lors du mémoire consiste à démontrer
que la conception des bougies mixtes, selon le protocole présenté, est possible. Puis dans un
second temps, nous devrons continuer l’étude expérimentale pour tenter d’optimiser le
procédé en vue d’une industrialisation.
2.2. Essais préliminaires
Objectif des essais préliminaires
L’objectif des essais préliminaires consiste à caractériser nos matériaux. Nous avons
réalisé des essais de dilatation et de caractérisation thermique. Nous avons également réalisé
des observations au Microscope Electronique à Balayage (MEB) et des analyses élémentaires
par EDX pour déterminer la composition des matériaux.
Essais de Dilatation
Le coefficient de dilatation de nos matériaux joue un rôle très important dans notre
projet. En effet, la différence entre les coefficients de dilatation de la céramique (faible) et du
substrat métallique (beaucoup plus important) peut provoquer des contraintes interfaciales
importantes lors des cycles thermiques. Ces contraintes peuvent provoquer la rupture de
l’ensemble métal – céramique.
Notons que le coefficient de dilatation du Mo a été trouvé dans la bibliographie, il est
de 4,9.10-6 K-1.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
11Résultats obtenus :
Le NiCrFe présente un changement cristallographique aux alentours de 625°C (cf.
Annexe 3-1), ce qui est en bon accord avec les données bibliographiques. Entre la
température ambiante et cette température, nous avons mesuré (sous azote) un coefficient
moyen de dilatation thermique voisin de 6,2.10-6 K-1. Entre cette température et 1200°C, le
coefficient est plus élevé, voisin de 11,4.10-6 K-1. Dans tous les cas, ces valeurs sont
étrangement inférieures aux valeurs données par le fournisseur de matière première
(comprises entre 14 et 17.10-6 K-1).
Afin de comparer par rapport aux aciers courants, nous avons également mesuré celui
du fer (acier C45Pb, fourni par Bosch, cf. Annexe 3-2). Dans ce cas, nous observons un
changement de comportement aux alentours de 750°C, ce qui correspond à la transformation
en austénite de l’acier. Avant cette température, le coefficient de dilatation est très variable et
compris entre 5 et 8.10-6 K-1, avec une valeur moyenne de 10.10-6 K-1. Entre 800 et 1150, le
coefficient de dilatation est compris entre 8 et 9,5 10-6 K-1, avec une valeur moyenne de 10-6
K-1.
Ceci nous révèle un taux d’expansion (ou de retrait) moindre dans le cas de cet acier
que dans le cas du NiCrFe, ce qui pourrait être favorable lors des essais d’assemblage pour
limiter les contraintes interfaciales.
Essais de caractérisations thermiques
La valeur de la température de transition vitreuse Tg de la céramique est d’une
importance primordiale pour notre étude, pour la mise en place du deuxième traitement
thermique.
Une autre température que nous avons dû déterminer est la température de
décomposition de notre matériau polymère, le Rhodoviol, utilisé pour préparer la suspension
de molybdène. Ce polymère doit se décomposer lors du traitement thermique pour ne pas
polluer nos matériaux ou avoir une influence quelconque sur les phénomènes physico-
chimiques de frittage et de diffusion. Nous avons donc mesuré la température de
décomposition afin de prévoir un palier à cette température et permettre ainsi une
décomposition correcte du Rhodoviol.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
12Résultats obtenus :
L’Analyse Thermique Différentielle (ATD) nous a permis de mesurer la Tg de la
céramique, laquelle se situe aux alentours de 1210°C (cf. Annexe 3-3).
Grâce à la DSC (Differential Scanning Calorimetry, ou mesure calorimétrique
différentielle), nous avons mesuré la température de décomposition du Rhodoviol qui a été
évaluée aux alentour de 350°C (cf. Annexe 3-4). A partir de cette donnée, nous ferons, lors du
traitement thermique de frittage du Mo, un palier de dix minutes à 350°C lors de chaque
expérience réalisée pour permettre la décomposition totale du Rhodoviol.
Observations MEB, analyses EDX
Parallèlement à ces tests de comportements thermiques, nous avons également effectué
des observations au Microscope Electronique à Balayage (MEB). Ce microscope permet
d’observer précisément nos échantillons grâce à des grossissements pouvant atteindre
plusieurs dizaines de milliers, mais également de doser la composition chimique de nos
matériaux à l’aide de la sonde EDX qui lui est couplée.
Cet appareil nous a permis de confirmer la composition chimique des matériaux
présents dans notre assemblage (céramique, NiCrFe, molybdène), et de se familiariser avec
l’aspect de nos matériaux avant traitement thermique : taille des grains de molybdène,
homogénéité de la suspension molybdène - Rhodoviol.
Après ces essais préliminaires de caractérisation de nos matériaux, nous avons pu
commencer nos essais d’assemblage, la première étape étant de tester la capacité de frittage
du molybdène et son adhérence sur le substrat métallique (diffusion).
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
132.3. Essais de Frittage sur NiCrFe
L’assemblage devant supporter des hautes températures, le NiCrFe a de nouveau été
choisi comme matériaux métallique substrat.
Objectifs des essais de frittage
Ces essais consistent à déposer sur le NiCrFe une fine couche de suspension de
molybdène dans le Rhodoviol, et d’effectuer un traitement thermique sur l’ensemble. Ces
essais ont pour but de juger de l’aptitude du molybdène à fritter et de la capacité de diffusion
mutuelle du molybdène et du NiCrFe, afin d’obtenir une interface possédant une tenue
mécanique correcte ; les essais avec la céramique seront réalisés ultérieurement.
Le traitement thermique est un cycle constitué de plusieurs segments (Fig. 7) dont les
objectifs seront :
- la décomposition du Rhodoviol (palier à 350°C) ;
- frittage des grains de molybdène (palier à la température maximale) ;
- diffusion du molybdène dans le NiCrFe (palier à la température maximale) ;
- refroidissement lent pour limiter les contraintes dans la couche de
métallisation.
Frittage Préliminaire
1400
Zone de Fritt age et Diff usion
1200
Température (°C)
1000
Refroidissement
800 Lent
600
400
200
Palier de décomposition du Rhodoviol
0
0 50 100 150 200 250 300 350 400
Temps (min)
Fig. 7 – Représentation d’un cycle thermique de frittage du Mo
à la surface du substrat métallique
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
14Sachant qu’il existe une différence non négligeable de coefficient de dilatation entre le
NiCrFe (ou l’acier C45Pb) et le Mo, une vitesse de refroidissement trop élevée lors du
refroidissement pourrait provoquer des contraintes suffisamment élevées à l’interface,
engendrant une fissuration de la couche de molybdène, voire même sa décohésion éventuelle
avec son substrat. C’est pourquoi il sera nécessaire de travailler avec une vitesse de
refroidissement la plus faible possible.
Résultats Obtenus
Le premier essai a été réalisé sous air. Après traitement thermique, la couche de
molybdène n’était plus visible macroscopiquement. Pour tenter de vérifier cela, l’échantillon a
été analysé par EDX. Le résultat a confirmé qu’aucune trace de molybdène n’était présente à
la surface du substrat. Ceci est en accord avec une remarque relevée lors de l’étude
bibliographique : il est indispensable de travailler sous atmosphère non oxydante lors du
traitement thermique du Mo, au risque sinon de le voir se sublimer entre 700 et 800°C (par
formation d’un oxyde volatile).
Nous avons donc réalisé les traitements thermiques suivants sous azote. Dans tous les
cas, nous avons effectivement obtenu une couche de molybdène frittée après traitement
thermique. Ceci a révélé une bonne aptitude du molybdène à fritter. Malheureusement, cette
couche de molybdène s’est toujours désolidarisée du substrat.
Si nous analysons par EDX les surfaces initialement en
contact entre l’échantillon métallique et la pastille de Mo, nous
pouvons remarquer qu’il n’y a eu aucune diffusion entre les
deux matériaux : la pastille est composée de molybdène pur
alors que la surface de l’échantillon ne présente aucune trace de
Mo. Seuls sont détectés le Cr (majoritaire), le Ni et le Fe. La
composition initiale du NiCrFe n’étant pas retrouvée dans ce Fig. 8 - Représentation
dosage, nous avons tenté de trouver une explication. Schématique de la
barrière
empêchant la diffusion
Le chrome étant le métal (parmi tous ceux présents dans l’alliage) ayant le potentiel
d’oxydo-réduction le plus faible, il va donc s’oxyder rapidement en surface de l’échantillon.
La baisse de la teneur en Cr métallique en solution solide dans l’alliage va induire une
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
15diffusion depuis le cœur vers cette surface du Cr, engendrant une augmentation superficielle
de sa teneur.
Après oxydation, il forme une couche céramique de Cr2O3 sur toute la surface du
NiCrFe. La ‘barrière’ ainsi obtenue empêche alors la diffusion entre le molybdène et l’alliage
(Fig. 8).
La désolidarisation entre le molybdène et le métal est due à la fois à la non-diffusion
du molybdène dans l’alliage et à la différence entre les coefficients de dilatation du
molybdène et de la céramique (Cr2O3) lors du refroidissement.
Afin d’éviter ce phénomène, il serait donc nécessaire de travailler sous atmosphère
réductrice, l’azote à lui seul n’étant pas suffisant pour s’assurer qu’aucune réaction de ce type
ne se produira (présence de traces d’oxygène dans le gaz, voire même manque d’étanchéité du
four). Une solution possible serait de rajouter une faible quantité (5%) d’hydrogène dans
l’azote, afin de faire réduire la céramique formée avec le H2 pour reformer du chrome
métallique en surface. Ainsi, nous retrouverions un état métallique à la surface du NiCrFe,
permettant alors la diffusion entre les deux matériaux métalliques.
Lors de la plupart des traitements thermiques réalisés sous azote, le molybdène a fritté
correctement (pour des températures de frittage comprises entre 1200 et 1375°C) et a formé
une couche homogène sur la surface du NiCrFe (Fig. 9).
a) b)
Fig. 9 - Couche de Mo avant (a) et après (b) frittage pendant 1h à 1275°C.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
16Cependant, le problème de désolidarisation, expliqué précédemment, ne nous a permis
d’obtenir que quelques traces de molybdène sur la surface du NiCrFe (Fig. 10).
Point 1
Point 3
Fig. 10 - Traces de Mo sur la surface du NiCrFe,
avec spectres de dosages EDX associés
Après une série de tests, nous avons obtenu un échantillon sur lequel nous avons pu
observer une couche bien frittée de molybdène, présentant une bonne adhérence sur le
NiCrFe. Après coupe latérale, nous avons pu vérifier au MEB que de la diffusion s’est
produite (Fig. 11). En effet, des analyses EDX réalisés en filiation (points 1 à 14, Fig. 11)
depuis la surface vers le cœur du NiCrFe ont révélé des teneurs élémentaires évoluant de
manière continue avec du Mo détecté dans le NiCrFe et du Cr (principalement) dans la couche
de Mo.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
17Point 1 Point 5
Point 6 Point 7
Point 8 Point 9
Point 11 Point 14
Fig. 11 - Analyse de l’interface Mo-NiCrFe avec dosages EDX en filiation
sur les points 1 à 14, avec mise en évidence de la diffusion
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
18Ce test prometteur a été reconduit, cependant le résultat n’a jamais été re-obtenu. Nous
avons toujours eu désolidarisation, totale ou partielle (Fig. 12), y compris lors d’un test réalisé
avec de l’azote extra-pur.
Molybdène fritté
désolidarisation
NiCrFe
Fig. 12 - Présence de Mo fritté à la surface du NiCrFe,
malgré la désolidarisation d’une partie de la couche de Mo.
Après avoir vérifié que le molybdène fritte bien dans la gamme de températures 1200-
1375°C, et peut diffuser dans le NiCrFe (si la présence de la ‘barrière’ de Cr2O3 peut être
évitée) lors des cycles thermiques réalisés, nous avons cherché à obtenir un protocole
expérimental qui réponde à nos exigences de tenue (frittage – diffusion) et de conduction. De
plus, nous avons cherché à ce qu’il soit reproductible.
Etant donné que nous n’avons pas pu réitérer le résultat du test prometteur (la couche
de molybdène se désolidarisant régulièrement du substrat), nous avons donc tenté de trouver
un métal ne contenant pas de chrome afin d’éviter la formation de cette couche Cr2O3 de
passivité. Nous avons donc réalisé les essais suivants sur de l’acier (fer pur ou C45Pb) qui,
bien que sensibles à l’oxydation, semble (du point de vue de son coefficient de dilatation
thermique) un matériau prometteur quant à la réussite des essais de diffusion.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
192.4. Optimisation des essais de Frittage
Nous avons dans un premier temps vérifié que le molybdène fritte correctement sur le
fer (comme il le faisait à la surface du NiCrFe), mais surtout que l’absence d’une couche
‘barrière’ en surface du substrat engendre bien de la diffusion entre les deux matériaux,
permettant d’obtenir une bonne adhérence chimique.
Dans un deuxième temps, nous avons cherché à optimiser le procédé de frittage et à le rendre
parfaitement reproductible.
Paramètres Etudiés
- Nous avons voulu déterminer l’influence de la température du frittage. Des tests ont
été réalisés à des températures comprises entre 1200 et 1400°C.
- Bien entendu, impossible d’éviter l’étude de l’incidence du temps de frittage sur la
qualité du résultat obtenu. En effet, un frittage trop court pourrait ne pas conduire à une
couche de Mo, mais plutôt à des grains ‘soudés’ au substrat ! A l’inverse, une durée trop
importante risque d’engendrer une perte de porosité, limitant par la suite l’insertion de la
céramique et donc la résistance mécanique de l’assemblage.
- Nous avons également cherché à faire varier la composition de la suspension utilisée
afin d’estimer son incidence sur le résultat obtenu. Pour cela, nous avons fait varier deux
sous-paramètres :
la taille moyenne des grains de Mo.
Pour cela, nous avons utilisé une poudre fournie par MOLYFRANCE, laquelle
présente une granulométrie voisine de 5 µm (valeur mesurée par MEB au
Département). Cette poudre fine devrait permettre un nombre de zones de contact
élevé entre la couche de molybdène frittée et la surface du substrat, et donc une
meilleure cohésion de l’assemblage.
Nous avons également travaillé avec une poudre plus grossière (granulométrie
moyenne voisine de 35 µm) fournie par Höganäs.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
20• la teneur pondérale en Rhodoviol et en Mo.
• La méthode de dépôt de la suspension.
En effet, il était intéressant d’estimer l’incidence de l’épaisseur de la couche de
Mo obtenue, ainsi que celle de la présence ou non de Mo sur les surfaces latérales des
échantillons (en plus de l’interface).
Suite à quelques essais préliminaires, nous nous sommes rendus compte que la vitesse
de refroidissement utilisée (20 K/min) permet dans tous les cas d’obtenir une couche de Mo
solidaire de son substrat. Ce paramètre n’a donc pas été étudié, car nous avons estimé que la
ductilité des deux métalliques utilisés (acier et Mo) permet de limiter les contraintes
interfaciales, et donc d’éviter toute décohésion.
Résultats Obtenus lors des essais d’optimisation.
L’ensemble de tous les tests réalisés sont référencés en Annexe 5.
Les essais de frittage aux plus ‘basses’ températures nous ont permis de vérifier que le
Mo fritter dès 1200°C, ainsi que nous pouvons le constater sur la figure 13. Pour l’échantillon
étudié (n° 15), la poudre Mo utilisée est la plus grossière (Höganäs), et le traitement
thermique à été réalisé à 1200°C pendant 5 minutes.
Fissure dans la
couche de Mo
Fig. 13 – Cet échantillon (test n°15, Annexe 5)
présente une couche bien frittée et poreuse.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
21Un problème rencontré lors de cet essai a été la
différence de coefficient de dilatation entre nos matériaux. En
effet, lors du refroidissement, le Mo s’est très peu rétracté, au
contrainte du plut en fer. La conséquence a été l’obtention
d’une surface convexe du plot (Fig. 14) avec présence de Mo
sur la partie externe.
Ce changement d’état de surface, a priori sans incidence
sur la tenue du Mo à la surface du plot (bien que des fissures
soient visibles dans la couche de Mo sur la figure 13), peut en
revanche être néfaste lors du traitement thermique d’insertion
de la céramique dans les porosités de la métallisation. En effet, Fig. 14 – observation MEB de
l’état de surface du plot en fer
dans ce cas, la surface de contacte étant réduite, la résistance après métallisation par du Mo.
mécanique de l’assemblage le sera également.
Néanmoins, la couche de molybdène a bien tenu, nous avons pu réaliser une coupe
latérale pour observer le résultat de la diffusion (Fig. 15).
Point 1
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
22Point 7 Point 10
Point 14 Point 20
Fig. 15 – Vue zoomée de l’interface, avec analyses EDX en filiation (points 1 à 14) et
spectres correspondants.
Nous pouvons constater que la diffusion entre le Mo et le Fe est d’excellente qualité,
ce qui conduit à une interface très résistante mécaniquement. La couche de Mo est d’une
épaisseur relativement constante (comprise entre 20 et 30 µm). Cependant, sa porosité semble
faible et donc peu favorable à une éventuelle insertion de phase visqueuse.
Nous avons donc tenté des dépôts débordants sur les parois latérales du fer afin de
limiter l’effet d’arrondi (Fig. 16). Cette méthode de dépôt semble bien fonctionner. En effet,
en final, la surface du plot métallique n’a plus montré cet aspect convexe, et aucune fissure de
la couche de Mo n’est visible.
Cette technique de dépôt de la suspension de Mo sera donc utilisée lors des essais
d’insertion de la céramique.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
23Suspension de
Mo ‘débordante’
Fe
Fig. 16 – Schéma et cliché MEB d’un couche de Mo obtenue
après frittage d’une goutte de suspension ‘débordante’
Les essais de frittage avec la poudre Molyfrance (granulométrie d’environ 5µm) ont
été satisfaisants. En effet, une taille plus petite de grain permet bien d’obtenir un meilleur
frittage et un ensemble plus compact. La porosité de la couche de Mo est variable d’un test à
un autre (supérieure à celle obtenue pour la poudre Höganäs pour certains, inférieure pour
d’autre), ce qui implique que la granulométrie n’est pas LE facteur unique influençant cette
porosité. Un autre facteur à déterminer (teneur pondérale en Mo de la suspension, paramètres
de frittage, …) semble interagir avec la granulométrie. Cette interaction n’a pas pu être
étudiée faute de temps. En revanche, il apparaît clairement que cela devra faire l’objet d’une
analyse plus approfondie lors d’un éventuel plan d’expériences ultérieur.
Pour éviter d’avoir une porosité trop petite (en diamètre moyen) en surface de la
couche de Mo, nous avons testé de réaliser des ‘multicouches’. L’objectif était une
métallisation composée de deux couches solidaires de molybdène de granulométries
différentes. La première couche (en contact avec le substrat) serait constituée d’une poudre de
petits grains qui frittent mieux et adhèrent plus facilement au fer. La couche supérieure serait
de granulométrie plus élevée afin de permettre la création de porosité plus grossière et ainsi
faciliter l’insertion de la céramique.
Cette nouvelle technique nous a permis d’obtenir une couche de molybdène qui a bien
adhéré au fer, mais nous n’avons pas pu observer de porosité plus importante. Les
observations MEB n’ont pas permis de mettre en évidence la présence de ces deux couches,
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
24via des porosités différentes. Ceci peut s’expliquer par la trop faible différence de
granulométrie entre les deux poudres.
L’intérêt de cette méthode pourra être testé lors d’études ultérieures mais en utilisant
une poudre de Mo de granulométrie nettement plus élevée (au moins 100 µm).
Nous verrons dans la partie ‘Essais d’insertion de la céramique’ des tests réalisés
dans cet état d’esprit : une poudre de Mo de granulométrie plus importante a été obtenue par
frittage de poudre de Mo en notre possession (Molyfrance ou Höganäs).
Après toute cette série de tests prometteurs pour obtenir un bon frittage du molybdène
ainsi qu’une bonne adhérence sur le métal, nous avons pu commencer les essais d’insertion de
la céramique qui constituent la dernière étape avant la réalisation d’un démonstrateur pour
Bosch.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
252.5. Essais d’insertion de la céramique
Objectifs des Essais
Suite aux essais précédents, nous avons décidé, en accord avec les responsables de
Bosch Rodez, de réaliser les assemblages métal-céramique-métal en utilisant le fer comme
substrat (sous forme d’un acier XC48, acier non allié à 0,48% de C, ou C45Pb, acier à 0,45%
en carbone et avec des traces de Pb).
Les plots métalliques, préalablement métallisés avec une couche de molybdène frittée,
seront ensuite positionnés de part et d’autre d’un plot de diamètre identique en céramique en
positionnant les couches de métallisation en tant qu’interfaces.
Enfin, afin d’obtenir l’assemblage métal-céramique-métal désiré, nous avons réalisé
des traitements thermiques dont le but est de faire passer la phase vitreuse de la céramique à
l’état visqueux afin de lui permettre de s’insérer dans la porosité ouverte de la couche de
métallisation. Sachant que la céramique devient visqueuse pour des températures supérieures
à la température de transition vitreuse Tg, le traitement thermique doit être réalisé à des
températures supérieures à cette Tg (mesurée à 1210°C). Notons que plus la température sera
élevée, moins la céramique sera visqueuse, et plus elle tendra à devenir liquide. Ceci pourrait
permettre une meilleure insertion de cette phase dans la porosité de la couche de Mo.
Cependant, afin de ne pas faire varier de manière trop importante les caractéristiques
électriques de cette céramique, il ne faut pas lui fournir trop d’énergie, c'est-à-dire que plus la
température atteinte sera élevée, plus la durée du palier à cette température devra être courte.
Les paramètres importants lors de ce traitement thermique seront :
- La température maximale atteinte qui, comme nous venons de le dire, influe sur la
viscosité de la phase amorphe de la céramique. Cette température devra être la plus élevée
possible afin de diminuer au maximum cette viscosité, sans toutefois être trop élevée afin de
ne pas dégrader les autres matériaux (notamment, il faudra rester à une température inférieure
à la température de fusion du métal, voisine de 1500°C).
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
26- La porosité de la couche de métallisation : plus la porosité est importante (du point
de vue de son diamètre), plus l’insertion de la céramique sera facilitée. Faire varier le
diamètre des pores pourra être réalisé par exemple en faisant varier la taille des grains de la
poudre initiale de molybdène, la concentration en molybdène de la suspension ou la qualité du
frittage.
- La pression exercée sur l’ensemble métal-céramique-métal en cours de traitement
thermique afin de favoriser l’insertion de la céramique : simple pesanteur des divers plots,
pression mécanique…
- Le bon alignement de l’ensemble lors du traitement thermique, afin d’exercer la
pression sur l’axe de l’échantillon pour éviter le flambage de la céramique visqueuse et/ de
l’assemblage global.
Problèmes rencontrés
L’un des principaux problèmes rencontrés lors de nos premiers essais a été de
conserver un bon alignement de l’ensemble métal-céramique-métal lors de tout le traitement
thermique. En effet, nous avons tenté différentes méthodes pour placer la céramique
correctement :
- Tout d’abord, nous avons tenté de déposer la céramique sur le plot de fer, placé
verticalement. Dans ce cas, le poids de l’échantillon exercera une pression que nous espérons
nécessaire à l’insertion de la céramique. Malheureusement, la plupart des échantillons n’ont
pas tenu lors du traitement thermique car, lorsque la longueur de l’échantillon est trop
importante, le placement vertical devient instable et facilite la décohésion de l’échantillon
(chutes, inclinaisons, interfaces non alignées...).
- Puis nous avons tenté de déposer l’échantillon dans un dispositif permettant une
bonne tenue verticale de l’échantillon lors de tout le traitement thermique. Etant données les
températures du traitement thermique, nous avons dû choisir un matériau résistant
thermiquement et facile à usiner. Nous avons utilisé une céramique poreuse qui nous a permis
de concevoir aisément la forme voulue. Malheureusement, la porosité de la céramique retient
de l’air qui engendre l’oxydation de l’échantillon lors du traitement thermique (malgré le fait
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
27que nous travaillions sous flux d’azote), ce qui rend son utilisation impossible pour notre
application.
- Finalement, nous avons opté pour déposer l’échantillon à plat, en utilisant le doigt du
dilatomètre pour exercer une pression constante sur l’ensemble. Avec ce dispositif, nous
évitons les problèmes rencontrés lors de la tenue verticale et nous assurons une pression
mécanique, laquelle peut être contrôlée et stable encours de traitement thermique, ce qui
n’était pas le cas lorsque nous déposions l’échantillon verticalement.
- Pour assurer l’alignement tout au long de la mise en place du dispositif horizontal,
nous rajoutons initialement une fine couche de suspension de molybdène – Rhodoviol à
l’interface métal-céramique. Cette fine couche joue le rôle de ‘colle’ entre le fer et la
céramique, permettant d’assurer un minimum de stabilité de l’ensemble à traiter, ce qui a
conduit à de meilleurs résultats.
Après avoir mis en place une technique fiable pour placer notre ensemble dans le four,
nous avons testé différentes températures afin d’évaluer l’incidence de ce paramètre sur le
résultat obtenu. Puisque nous avons rajouté une nouvelle couche de laque de molybdène –
Rhodoviol, il est encore important de prévoir un palier à la température de décomposition du
polymère, pour éviter que celui-ci ait une influence sur notre traitement. Lors de la plupart des
cas, l’adhérence métal-céramique était suffisamment faible pour que nous subissions de
fréquentes désolidarisations de l’une des interfaces de l’ensemble métal-céramique–fer, la
deuxième interface restant d’extrêmement faible résistance mécanique. Quand nous avons
observé les échantillons désolidarisés au MEB, nous avons toujours trouvé des traces de
céramique sur la surface de la couche de métallisation, mais nous avons également remarqué
une porosité faible, qui ne laisse pas l’espace suffisant pour une insertion correcte de la phase
amorphe de la céramique.
Le résultat est donc cette faible résistance mécanique des interfaces métal-céramique
obtenues.
C’est pourquoi nous avons cherché plusieurs solutions pour tenter de créer de la
porosité de taille plus élevée (grains plus gros, densité de molybdène réduite dans la laque,
couche de métallisation plus importante…). Ces essais seront décrits ultérieurement.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
28Finalement, quel que soit le résultat ou la qualité des interfaces métal-céramique
obtenues, les premiers tests ont révélé qu’il faudra toujours rester vigilant sur le fait qu’en fin
de traitement thermique, la vitesse de refroidissement doit être la plus faible possible. En
effet, de part la différence entre les coefficients de dilatation du Mo et de la céramique, un
refroidissement trop rapide peut provoquer la rupture de l’interface par accumulation de
contraintes. A l’inverse, lors d’un refroidissement lent, ces contraintes peuvent être limitées
par des déformations plastiques des parties métalliques.
Résultats Obtenus
Lors des premiers tests d’assemblage, nous avons obtenu une adhérence trop faible
pour pouvoir manipuler l’échantillon. Bien qu’assemblés, les plots métalliques et céramiques
se sont très régulièrement désolidarisés au moment où nous tentions de les sortir du four.
De plus, lors des expériences pendant lesquelles l’insertion a été tentée par
superposition verticale de plots de métal, céramique et métal, nous avons remarqué que
l’interface supérieure se désolidarisait, alors que la tenue de l’interface inférieure était
beaucoup plus importante. Ceci nous a démontré que la pression exercée sur les interfaces est
un paramètre crucial lors du traitement thermique d’assemblage.
Pour exercer une pression suffisamment importante sur l’échantillon, nous avons placé
l’ensemble horizontalement, maintenu en compression par le doigt du dilatomètre (pression
de 3 grammes en position standard). Avec cette nouvelle disposition, nous avons
immédiatement obtenu des résultats très prometteurs, car nous avons observé de la céramique
insérée dans la porosité de la métallisation (figures 17, 18). Malheureusement, il semblerait
que le taux d’insertion ne soit pas suffisant pour assurer une tenue mécanique permettant la
manipulation aisée de l’ensemble.
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
29a) b)
Fig. 17 – Cliché MEB de la surface d’un échantillon de fer désolidarisé de
la céramique (a) et cartographie EDX correspondante (b) qui montre la présence
de Al (rouge) et Si (vert), composants principaux de notre céramique
Point 1
Point 2
Fig. 18 - Traces de céramique infiltrée dans la porosité de la métallisation
avec spectres de dosages EDX associés
Néanmoins, comme prévu dans le planning initial du projet, une réunion de
démonstration à Rodez a eu lieu fin avril, pendant laquelle nous avons présenté les meilleurs
échantillons obtenus grâce à cette technique. Les échantillons présentaient une tenue partielle
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
30mais suffisante pour démontrer la possibilité de réaliser un ensemble métal–céramique–métal
suivant la solution issue de l’étude bibliographique. De plus, et ceci est très important à
souligner vu que c’est malgré tout l’objectif final, l’assemblage obtenu est conducteur
électrique, avec une résistance mesurée voisine de 1,5 Ω sur un échantillon dans lequel la
longueur de la partie céramique était de 10 mm environ.
L’adhérence n’étant pas encore suffisante pour entrevoir une industrialisation, nous
avons tenté différentes méthodes pour augmenter la porosité de la couche de métallisation et
ainsi obtenir une adhérence suffisante :
• Baisser la teneur en molybdène dans la suspension, car une densité plus faible
permettra un espacement entre les grains plus important, ce qui pourrait
conduire à une porosité de plus gros diamètre. Cependant, cette méthode n’a
pas été concluante car la quantité de molybdène présente sur le plot de fer
après frittage n’est pas contrôlable, ce qui rend cette solution non reproductible
industriellement.
• Réaliser un dépôt plus important de molybdène, pour obtenir une couche plus
épaisse. Nous avons remarqué que cette couche présente une porosité faible en
surface mais après polissage de la surface extérieure, la porosité augmente
notablement à l’intérieure de la métallisation. L’utilisation de cette méthode est
très limitée car le polissage de cette zone superficielle de faible porosité n’est
pas aisé, étant donnée la faible épaisseur de la couche globale de Mo. Le
polissage, même avec des abrasifs de très petite granulométrie pendant des
temps extrêmement courts, conduit la plupart du temps à l’élimination totale de
la couche de métallisation, remettant à nu le métal substrat. Encore une fois,
cette méthode n’est donc pas utilisable industriellement.
• Une des solutions les plus prometteuses pour augmenter la porosité est
d’utiliser des grains de molybdène de plus grande granulométrie. N’ayant pas
réussi à obtenir une nouvelle poudre dans des délais raisonnables, nous avons
cherché à créer des grains plus gros en effectuant un pré – frittage de notre
poudre de Mo. Ce frittage nous a permis d’obtenir des grains de taille variable
BOSCH : DEVELOPPEMENT D’UN PROTOTYPE DE BOUGIE HYBRIDE METAL - CERAMIQUE
31Vous pouvez aussi lire