Different identities, United spirits - Jobs
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Different identities,
United spirits
DANS CE NUMÉRO:
Entretien avec le Dr Luigi Maniglio 8 Case History Rambaudi: MECFOND AEROSPACE 12 Case History Jobs: GENERALMEC
2 / 3 La vision stratégique du développement Au service de l’aluminium MOULES: Fiabilité maximale pour moules de
du Groupe FFG sur le marché européen grandes dimensions
9 Case History Jobs: DASSAULT AVIATION
4 Nouveau produit: Frazer Nouvel avion! Nouvelle machine! INDUSTRY 4.0
Deux versions, des possibilités infinies 13 Case History Sigma: ALLEANTIA
pour baisser les coûts de fabrication AUTOMOTIVE La numérisation qui met en ligne les
10 Case History Jobs: VERCARMODEL SARO processus de fraisage
AEROSPACE DESIGN: Performances adaptées aux applications
5 Case History Jobs: LEONARDO AIRCRAFT 14 SERVICES
Leonardo vole avec les machines Jobs 11 Case History Jobs: BMW
MOULES: Une machine pour le cladding, le hardening, 15 PROGRAMME DE PRODUCTION
6 / 7 Case History Jobs: SAM et le measuring pour des installations fortement
Productivité élevée pour l’usinage de automatisées pour l’usinage de grands moules 16 FFG EUROPE & AMERICAS WORLDWIDE
composants aéronautiques en aluminium
Comité éditorial: Beatrice Alfieri, Gianluca Bernardoni, Didier Blanc, Uei Chen, Antonio Dordoni, Paolo Egalini, Paolo Gandolfini, Luigi Maniglio, Ilaria Massini, Mario Orlandi, Fernanda Tesolin, Paolo Tomasello, Pier Luigi Zenevre
B R A N D S E XC E L L E N C E FO R YO U R P R O D U C T I O N
La vision stratégique du
développement du Groupe
FFG sur le marché européen
Entretien avec le Dr Luigi Maniglio
1. Dr Maniglio, il y a quatre ans, le Groupe FFG entrait sur le mar- vendre une partie de la société en 2013, il y a eu un contact avec Jimmy Chu et
ché européen en passant par la porte italienne. Vous en avez été hier c’est de là qu’est partie l’acquisition de la division Équipement Industriel de MAG par
comme aujourd’hui un des protagonistes. Comment s’est déroulée FFG, qui a été achevée en Décembre 2013. La transaction comprenait certaines
cette opération? marques historiques de la machine-outil allemande, comme VDF Boehringer,
En 2011, je recherchais de nouveaux actionnaires parce que l’actionnaire majo- Hessapp, Honsberg, Hüller Hille, Modul, Witzig & Frank avec quatre usines et deux
ritaire à ce moment, le groupe russe Borodino, était en difficulté. A l’occasion centres de service en Allemagne ainsi qu’une filiale en Russie. A cette époque,
de l’exposition EMO 2011 à Hanovre, je suis entré en contact avec Jimmy Chu. personne n’aurait parié que nous aurions acquis en Décembre 2015 la deuxième
J’en avais entendu parler comme un acteur asiatique dans le secteur de la partie de MAG, la plus importante, spécialisée dans les lignes de production pour
machine-outil intéressé par une expansion en Europe. De cette rencontre est les moteurs, donc purement automobile. Mais tout d’abord: en Juin
née immédiatement une affinité de vues: sur le marché de la machine-outil, sur la 2015, il s’est conclu l’opération sur Pfiffner en Suisse, la plus
possibilité pour JOBS d’avoir, à travers un partenaire important, une autre ouver- grande entreprise suisse dans l’histoire des machines à
ture sur les marchés asiatiques et une plus grande solidité financière. La pré- transfert rotatif et des machines-outils pour réaliser
sence de FFG à cette époque en Europe était pratiquement inexistante, ayant des très grandes séries de pièces. Ayant déjà
juste conclu l’opération RAMBAUDI l’année précédente. Suite à cette réunion acquis Witzig & Frank dans l’opération en
à Hanovre Jimmy Chu m’a invité à visiter ses usines en Asie et à partir de ce Décembre 2013, nous n’avons pas man-
moment, il y eu une accélération des événements, à fin Janvier 2012, à peine qué l’occasion. Le propriétaire d’alors
trois mois plus tard, l’opération a été achevée et Jobs a commencé à faire par- de Pfiffner était âgé et au cours des
tie du Groupe FFG. derniers mois a souffert de diffi-
cultés, principalement en raison
2. Quel est le fil conducteur qui a conduit au choix stratégique de ces de la valeur du franc suisse.
quatre sociétés? Comme beaucoup d’autres
Parfois, les grandes choses proviennent d’événements et de raisons simples; je entreprises suisses, il
pense que le fil conducteur est la rencontre entre Jimmy Chu et moi-même et était en difficulté et nous
une vision partagée. A cette époque, il avait déjà acquis Rambaudi et, en 2009, avons ainsi pu acqué-
Jobs était entrée dans Sachman. En fait, nous avions pris les rir cette société à des
deux parties d’une société qui était en faillite. Pendant ce conditions attractives.
temps, j’avais mené à son terme l’opération Sigma. A Enfin, en Décembre
partir du moment où nous nous sommes rencontrés, 2015, l’acquisition
regrouper Jobs, Rambaudi, Sachman et Sigma est de la dernière par-
devenu un fait naturel sans qu’il y a un besoin ou tie de MAG dans
un motif particulier, comme si cela était un signe son ensemble, pas
du destin. Mais le fil conducteur est sans aucun seulement du côté
doute le rencontre entre Jimmy Chu et moi- allemand, mais
même. aussi en Amé-
rique et en Asie,
3. La politique d’expansion du Groupe FFG soit trois usines en
se poursuit et d’autres acquisitions impor- Europe (deux en
tantes ont été faites en Europe et aux Allemagne, une en
Etats-Unis. Pouvez-vous nous dire le profil Hongrie), deux aux
des acquisitions les plus récentes et aussi États-Unis, une en
qu’elle est le lien entre celles-ci? Inde et une en Chine.
Déjà en 2012, immédiatement après l’opération ita- Le fil conducteur à
lienne, nous avons commencé avec Jimmy Chu à ce point est devenu
regarder d’autres cibles potentielles d’acquisition en encore plus important:
Europe (Italie, Allemagne, etc.). Comme j’ai pu souli- le Groupe FFG, lancé vers
gner à plusieurs reprises, il était particulière- son objectif de devenir le
ment difficile en Italie, en dépit d’avoir premier groupe mondial de
traité avec la plupart des entre- machines-outils pour enlève-
prises du secteur, de réa- ment de matière à travers l’ac-
liser une acquisition. En quisition de sociétés spécialisées
2013, cependant, nous non seulement historiques mais éga-
avons eu la possibilité lement importantes en dimension.
d’accéder à l’opération En fait, aujourd’hui, le Groupe FFG est
MAG. Chez MAG, reconnu comme l’un des plus grands acteurs
le propriétaire de mondiaux et parmi les trois premiers en Europe,
l’époque Prof. Mo qui est passé de 2011 à ce jour d’un chiffre d’affaires
Meidar, était une de zéro à 800 millions d’euros et 2500 employés.
vieille connais-
sance de Jimmy 4. Le Groupe FFG a atteint des dimensions importantes dans le
Chu qui remon- monde entier. Ces dimensions nécessitent une puissante organisation.
tait aux années Le résultat est une séparation subtile mais décisive entre le Groupe des
20 05/20 06. entreprises asiatiques et le Groupe des entreprises européennes et
Ainsi, lorsque nord-américaines. Quelle est la stratégie qui anime cette division?
Mo Meidar Nous avons commencé 2016 en mettant un peu d’ordre dans les acquisitions que
a décidé nous avons faites en Europe et aux USA dans une très courte période, ces 4/5 der-
de com- nières années. Toute les entités juridiques européennes et américaines seront pla-
mencer à cées au cours de l’année sous le contrôle d’une holding américano-européenne,
2
la FFG Europe & Americas. Le lien entre ces entreprises européennes et améri- importants dans le monde entier, nous sommes parmi les plus gros acheteurs de
caines est que ce sont des productrices de machines-outils, comme le sont nos composants de machines-outils. Du point de vue de la production, nous sommes
consœurs asiatiques, mais elles ont une différence marquée par le contenu tech- le seul groupe au monde dans notre secteur, avec des usines de production sur
nologique de leurs produits. Nous avons tendance à ne pas vendre des machines tous les grands marchés mondiaux, tel que la Chine, Taiwan, le Japon, la Corée,
standards, mais des produits innovants à fort contenu technologique qui sont en les USA, l’Allemagne, l’Italie, la Suisse et bientôt la Russie. Grace à cette répartition
réalité personnalisés ou intégrés pour répondre à une exigence technique impor- géographique, nous pouvons avoir une force productive qui peut servir les différents
tante. En d’autres termes, pour satisfaire une tâche spécifique et donc destinés à marchés pour ne pas simplement construire des machines dans un seul endroit et
un traitement mécanique spécifique dans un temps donné, avec certaines tolé- les envoyer à l’autre, mais essayer d’exploiter la puissance et les avantages d’avoir
rances et à un coût donné. Combien de fois nous déclarons, nous sommes fabri- des implantations sur place. Une conséquence clé est d’être présente sur différents
cants et fournisseurs de solutions et non de machines. Alors que d’autre part, marchés avec des positions complètement différentes de coûts. Il est clair que les
sous réserve de certaines exceptions, nos consœurs asiatiques sont plus fabri- niveaux de coûts de production en Corée, en Chine, au Japon, aux États-Unis ou
cantes de machines standards, et qui, dans un certain sens ne doivent pas consi- en Europe sont différents, tout comme le niveau de spécialisation et d’expertise
dérer ce que le client a besoin de réaliser. Nous sommes souvent payés après technique: tout cela nous donne beaucoup plus de possibilités pour satisfaire les
avoir validé sur des pièces usinées que nous avons atteint la qualité et l’intégra- clients de la meilleure façon. Ce sont les plus importants changements en vue de
tion voulues après mise en place de nombreux autres paramètres de production. la cotation de l’ensemble du secteur machines-outils du groupe, prévue entre 2018
Nos consœurs asiatiques sont presque toujours payées lorsque leurs machines et 2019. Evidemment, une réorganisation des fonctions de l’entreprise est en cours
sont chargées sur un bateau. Il est clair que nous parlons de deux processus de ainsi que la création d’une organisation centralisée.
vente différents et donc différents types de cycle économique. Notre cycle écono-
mique se termine plusieurs mois après la fin de l’installation et l’acceptation par le 6. En Italie, quel impact aura ce plan industriel?
client de la machine. Le cycle du côté de nos consœurs asiatiques se Sur le plan commercial, nous avons déjà remarqué les avantages pour les entre-
termine lorsque la machine est chargée sur le bateau et que le prises italiennes du fait que des sociétés consœurs, dans les différents pays du
client a payé. Ce n’est pas une différence subtile. Mais il y monde, ont des relations spéciales sur certains marchés ou avec certains clients.
a aussi beaucoup d’autres facteurs en commun, qui Ainsi, même si cela commence juste, la nouvelle organisation structurée par zone
sont ceux sur lesquels nous travaillons depuis géographique et par grands comptes (clients les plus importants), a déjà permis
quelques années au niveau de l’intégration aux entreprises italiennes ces derniers mois de saisir des opportunités de ventes
pour former un groupe compact. clés où les marques italiennes ont été épaulées par les ventes d’équipements et
de services des entreprises consœurs déjà présentes sur certaines zones ou chez
5. Quels sont les processus ini- certains clients. Ceci est un processus positif qui se poursuivra et se développera
tiés et finalement mis en place chaque jour. Ce que les sociétés italiennes pouvaient se permettre individuellement,
entre les différentes socié- sur les différents marchés, était nettement inférieur par rapport à ce qu’elles peuvent
tés? atteindre aujourd’hui intégrées dans le groupe FFG, avec des clients très importants,
Au-delà des différences pré- non seulement en Asie mais aussi en Europe et en Amérique. La visibilité de nos
cédemment mis en évi- marques italiennes est augmentée de manière significative et maintenant elles sont
dence, il y a des éléments présentes dans toutes les foires du monde où une consœur de FFG prendra part.
qui peuvent renforcer Chaque fois qu’il y aura un stand FFG, Jobs, Rambaudi, Sachman et Sigma auront
notre équipe de tra- leur vitrine avec la possibilité de présenter leurs produits. En termes d’achat, les
vail avec la collabora- entreprises italiennes bénéficient des contrats négociés au niveau du groupe pour
tion des différentes certains composants. La possibilité de construire des
entités. Le premier machines en équipe avec nos consœurs d’Asie,
élément est certai- ou bien basées sur la technologie italienne
nement le commer- mais fabriquées en Asie ou encore vice
cial, parce que dans versa fabriquées en Italie sur conception
tous les domaines, asiatique est un avantage concurrentiel
y compris dans le incroyable que nous avons déjà utilisé
nôtre, si nous n‘ar- avec succès. L’Italie, et en particulier
rivons pas à propo- Jobs, en regardant le groupe dans son
ser sur le marché ensemble, est le produit phare pour ce
des produits adap- qui concerne l’industrie aéronautique
tés aux clients, nous et certaines niches dans le secteur
ne parviendrons pas automobile. Donc, l’excellence qui est
à grossir les ventes reconnue par l’ensemble du marché,
et à nous dévelop- mais aussi et en particulier au sein de
per comme nous le notre groupe, permet aux entreprises
devrions. Nous avons italiennes d’avoir un leadership dans le
donc lancé diverses ini- développement de l’industrie de l’aéro-
tiatives pour mettre en nautique et dans les applications automo-
commun les différentes biles. C’est avec fierté, nous Italiens,
entités commerciales du que nous pouvons nous vanter.
groupe dans le monde, tels Enfin, le fait que beaucoup
que des réseaux de vente pour d’italiens se retrouvent
QIQIHAR chaque filiale des différents pays. bien positionnés dans
On a mis en place un processus de la gestion des entre-
sélection et de cross-selling. Les ven- prises européennes
deurs du groupe, devront, si ce n’est pas et américaines qui
déjà le cas, qu’ils soient taïwanais, allemands font partie du
ou italiens, proposer à la vente non seulement les groupe, est un
produits de leur marque, mais également tous les pro- autre élément
duits du groupe. Ceci est une « révolution copernicienne » qui reflète
parce que le groupe a acquis de nombreuses entreprises où cha- l’impact de
cune a son équipe, sa culture, sa mentalité, sa fierté d’appartenance dans l’Italie sur le
une logique de préservation de la valeur de sa marque. Il n’est pas facile de faire plan indus-
comprendre soudainement que, faisant partie d’un groupe plus important, il faut triel du
également proposer les produits des sociétés consœurs. Mais nous sommes en Groupe
train de le faire, ce qui, à mon avis, produira des effets importants dans les pro- FFG.
chaines années à l’échelle commerciale et on verra les avantages à moyen et long
terme. Bien sûr, le service après-vente suit la même logique. La deuxième ligne
de l’intervention organisationnelle concerne les achats et la production. Aujourd’hui,
aussi bien pour les achats que pour la production, nous développons des volumes
3
Publié sur Tecnologie MeccanichFtJuin 2016 (Machine du mois)
FRAZER
Deux versions, des possibilités
infinies pour baisser les coûts de
fabrication.
Configuration horizontale, structure ouverte ou
fermée, flexibilité dans le choix de la tête de fraisage
et coûts d’exploitation faibles: la Frazer de Sachman
se caractérise par une série de particularités très Automotive Technological Forum
appréciées dans le monde de la sous-traitance. Jeudi, 23 juin 2016 Etablissement JOBS
Via Emilia Parmense 164tPiacenza
Sachman complète son offre en lançant sur le marché la Frazer, un produit par- P R O G R A M M E
ticulièrement adapté aux applications typiques du secteur de la sous-traitance, 10:30 Bienvenue Antonio Dordoni Vice President Sales, Marketing &
Service at JOBS SpA
en mesure de garantir un coût horaire faible. La Frazer offre un excellent rapport
10.35 / 10.45 Industria Dr.-Ing. Gerald Weber Managing Director GW Management
qualité/prix grâce à la réduction significative du nombre des composants utilisés automobilistica. Consultants
et à un processus de fabrication de la machine optimisé. Quo vadis? Former Senior Vice President at Airbus
Former Head of Truck Product
Creation at DaimlerChrysler AG
Conception soignée Former General Manager, Head of Plant
La structure de la Frazer est dérivée de la Thor, machine à montant mobile de at VW AG Wolfsburg
production Sachman qui garantit une tenue des caractéristiques de stabilité ther- 10.45 / 11.05 ESTIVAL, Prototypage Romain Chevalier General Manager ESTIVAL
mique et dimensionnelle qui sont recherchées sur le marché. La machine Frazer, Automobile
tout en maintenant le niveau de performance requis par le marché, présente
des dimensions inférieures. La machine dispose d’un montant mobile en acier 11.05 / 11.25 Moules grandes Renzo Triaca Managing Partner SUSTA
dimensions L’évolution
mécano-soudé et peut être configurée en version Open ou Box. La première est dans le changement
sans cartérisation et l’axe X est modulable en longueur, donc adaptée pour l’usi- 11.25 / 11.45 Usinage Laser une Alfons Ambros Manager Mechanical Production Tools
nage de pièces avec une extension longitudinale importante ou pour effectuer “core competence” Werkzeugbau Dingolfing BMW Group
des opérations sur deux zones distinctes (mode pendulaire) et est particulière- dans la production des
moules
ment adaptée pour des secteurs tels que l’énergie, l’aéronautique, l’usinage des
11.45 / 11.55 Solutions de fraisages Jens Gutsche Sales Director Rotary Parts MAG-IAS
composites etc... La seconde est entièrement cartérisée avec des courses X de – De la machine de
3.000 à 5.000 mm et de 1.500 mm en Y, adaptée pour la mécanique générale et base à la ligne de
le secteur des moules de taille moyenne. Dans la version Box le bâti a été réalisé production clé en main
en co-design avec le fabricant de la cabine afin de maintenir les fluides d’usinage 11.55 / 12.05 Production de
toujours à l’intérieur de la machine, pour la rendre parfaitement étanche grâce vibrequins -
à un système d’évacuation particulièrement efficace. Le bélier est équipé de 4 La solution de pointe
pour les applications
glissières à rouleaux préchargés qui garantissent le plus haut niveau de rigidité. technologiques de
Les mouvements des axes sont mixtes: l’axe X est entraîné par crémaillère avec haute précision
double pignon, tandis que les axes Y et Z sont entraînés par des vis à billes. 12.05 / 12.25 Assistance et Contrôle Steffen Sauer Research Engineer
de systèmes de FRAUNHOFER-INSTITUT für
Têtes et accessoires blocages basés sur
modèle CAD
Fabrikbetrieb und -automatisierung IFF
Magdeburg
Au-delà de la configuration choisie – Open ou Box - le type de tête va définir l’ap-
12.25 / 12.45 Machines-outils plus Prof. Michele Monno Full Professor - Mechanical
plication de la Frazer. La tête Universelle est un modèle exclusif de Sachman idéal performantes Engineering Dept. -
pour la mécanique générale et représente le choix le plus fréquent des clients: POLITECNICO DI MILANO
elle dispose d’une solution d’indexation avec une résolution de 0,02° réalisée 12.45 / 12.55 Débat
par une double denture Hirth qui permet d’obtenir toutes les positions au travers 13.00 Fin de la séance Dr.-Ing. Gerald Weber
de cette double denture. Les modèles conçus pour fonctionner en continu sont
plutôt issus de l’expérience Jobs: il s’agit de solutions variées en termes de capa-
cité, de couple, de puissance (jusqu’à 48 kW) et de vitesse de rotation (jusqu’à
20.000 tr/min). Un autre accessoire capable de faire varier considérablement la
capacité opérationnelle de la Frazer est le type de table: en plus de la table fixe, il
est possible de prévoir une (ou plusieurs) table rotative intégrée dans la table fixe.
Cette table est un axe continu, elle peut être utilisée comme axe supplémentaire
pour le fraisage ou en option, comme plateau de tournage. Combinée à une tête
avec electrobroche à haute performance et avec un axe continu, la version avec
table rotative peut transformer la Frazer en un centre de fraisage 5 axes continus.
Celle avec la fonction tournage est en mesure d’atteindre 350 tr/min, adaptés à la
réalisation d’opérations de tournage de moyenne difficulté.
Ergonomie optimisée
L’opérateur est le premier à tirer un avantage de l’utilisation d’une machine à «
échelle humaine ». Elle n’a pas été conçue pour la production de milliers de pièces
sans surveillance: quand il s’agit de moules, nous parlons de pièces uniques,
alors que dans l’aéronautique sont produits des kits de composants unitaires qui
se répètent périodiquement. L’interaction avec l’homme est donc très importante,
et toute solution qui faciliterait le travail est stratégique. Assurer une surveillance
poussée s’est avéré être un facteur clé dans le choix d’une machine de ce type.
C’est pour cela que sur la version Open de la Frazer, la présence de l’opérateur
a été prévue à bord.
4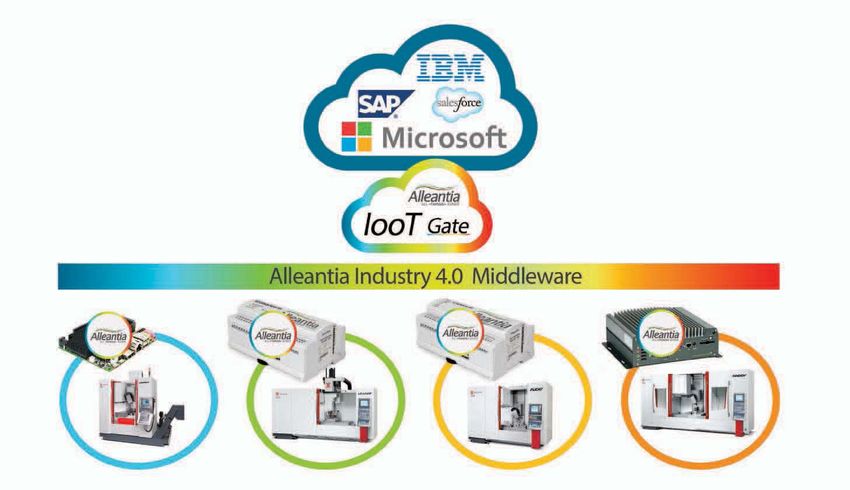
qui contrôle également l’usure et la casse des outils.
Après avoir détecté le changement de matériau, qui
ROBODRIM
se déroule dans une position variable, RoboDrim
change automatiquement les données de coupe
pour l’exécution des perçages sur les différents maté-
riaux avec des paramètres technologiques corrects.
Le contrôle de l’état de l’outil évite d’endommager la
pièce et effectue même automatiquement dans ce
Leonardo vole avec les machines Jobs. cas le remplacement par un outil frère disponible
dans le magasin outil de la machine.
L’installation de Leonardo Aircraft, est équipée d’un
RoboDrim 200 réalise pour de détecter l’usure et la casse d’un outil avec la système d’aspiration des poussières et des copeaux
gestion des outils frères disponible dans le maga- à travers capes de pression qui, grâce à un système
le client Leonardo Aircraft le sin d’outils; de mesure linéaire, permettent d’effectuer tous les
perçage de la Wing Box pour la - des systèmes de contrôle, tels que les systèmes de perçages à la bonne profondeur, quelle que soit la
mesure capables de détecter la qualité d’alésage courbure et la rigidité de la pièce à usiner. Le réglage
production de l’avion F35. (la normale du trou, sa cylindricité et sa profondeur); de la profondeur de perçage et la force de pression
- des systèmes de collecte de données qui per- des capes sur la pièce sont réglables via la CN.
Dans le domaine des ensembles aéronautiques mettent la traçabilité complète de tous les para- Il y a aussi un système automatique de changement
et, en particulier, dans la réalisation des sous-en- mètres de fonctionnement de chaque opération, à de cape de travail en fonction de l’outil sélectionné.
sembles préassemblés, il y a une évolution des la fois pour des raisons de suivi que pour la main- Enfin, grâce au système laser, une mesure et une
besoins techniques des applications et cela conduit tenance; vérification de la longueur et du rayon des outils
à une évolution importante des machines dédiées à - des systèmes de gestion de la maintenance du sont effectuées. RoboDrim constitue une évolution
cette application. système avec un maximum d’interventions auto- importante pour les machines-outils destinées à
Un facteur décisif dans ce développement réside matiques et avec la possibilité de se connecter à des applications d’assemblage. La philosophie de
dans le fait que les sous-ensembles à usiner pré- distance en étant capables de contrôler l’ensemble conception et la méthode de construction de la
sentes des variations importantes, de différentes des machines. machine sont en phase avec les besoins typiques
natures, différentes d’une pièce à l’autre, mais avec de l’Industrie 4.0, que Jobs a introduit de plus en
le besoin de précisions d’usinage plus serrées par Dans ce cas particulier, RoboDrim est une machine plus dans ses produits.
rapport aux valeurs des variables. Pour cette raison, Jobs de haute productivité configurée pour
la machine, en plus d’avoir la capacité technique de l’exécution de l’usinage de grandes pièces
réaliser des usinages, doit également être capable aéronautiques, tels que les panneaux d’ailes
de mesurer ces variables et d’introduire des correc- et d’autres composants de l’avion en com-
tions automatiques dans le programme d’usinage. posite, titane et aluminium.
Ce type de machine-outil se rapproche d’un robot,
en tant que système de gestion, notamment en ce
qui concerne la capacité sensorielle et la capacité Caractéristiques et
de réaction du procédé. Un exemple significatif de
ce type de mise en œuvre est le RoboDrim 200, une potentialité
machine faite à partir de la structure de la famille des L’installation de Leonardo Aircraft est équi-
machines Thor, avec montants mobiles, variable en pée de la tête de fraisage T2D-04, ce qui
taille et en puissance, mais équipée d’un système de permet d’effectuer des usinages dans des
capteurs résolument avant-gardiste. zones avec des problèmes d’encombrement
et d’accès. Le soufflage d’air interne à la bro-
RoboDrim 200 est un robot de perçage/fraisage à che est dédié au refroidissement de la pointe
coordonnées cartésiennes, à lequel peut être appli- outil en contact avec les parties en carbone
qué un terminal d’usinage et/ou de manipulation à 2 et titane-aluminium.
ou 3 axes polaires. RoboDrim a été développé par RoboDrim 200 est équipé d’un palpeur
Jobs grâce à sa forte expérience dans ce domaine digital avec lequel il est possible de réaliser
et avec des systèmes de conception assistés par des relevés de mesure avec lesquelles sont
logiciels les plus modernes. calculées les roto-translations de la pièce
RoboDrim peut être équipé d’une importante série ou de ces sous ensemble. Ceci permet de
de systèmes de détection, y compris: réaliser le perçage et le fraisage en conser-
- des systèmes de contrôle dimensionnels, compre- vant la perpendicularité à la surface de la
nant des capteurs de différents types et un laser pièce, même si elle n’a pas été positionnée
tracker avec la capacité de reconstituer la géomé- exactement selon le modèle mathématique
trie de la pièce; théorique.
- des systèmes de reconnaissance de variation de Jobs a développé des cycles spéciaux
forme, telles que les systèmes de vision et les sys- d’usinage qui permettent différentes com-
tèmes d’analyse d’images numériques; binaisons d’épaisseur pour le perçage et
- des systèmes de gestion de l’usinage de suré- le fraisage de matériaux combinés (car-
paisseurs de matériaux, avec une reconnaissance bone, aluminium, titane dans différentes
automatique de la matière à usiner et l’adaptation séquences). Ces cycles spéciaux sont inté-
automatique des paramètres d’usinage. Ces sys- grés avec le système de reconnaissance
tèmes doivent aussi avoir la capacité de relever et automatique des changements de matériaux
5
EVER 7
Productivité élevée pour l’usinage
de composants aéronautiques en
aluminium.
Contrat majeur pour JOBS dans l’industrie
aéronautique avec le client Aviatron du groupe
malaisien SAM.
Le centre de fraisage eVer 7, en configuration FMS, a été vendu à Aviatron Sdn Bhd, Aerospace Technological Forum
une filiale du Groupe SAM (Singapore Aerospace Manufacturing) qui est spécialisée
dans l’usinage de pièces de structures aéronautiques en aluminium. Plus précisé- Vendredi, 24 juin 2016 Etablissement JOBS
Via Emilia Parmense 164 • Piacenza
ment, l’eVer 7 réalisera un composant, les beam (des inverseurs de poussée) des
nacelles des moteurs des avions B787 et l’A350 XWB. P R O G R A M M E
L’installation d’Aviatron est caractérisée par deux cellules FMS composées respecti- 10:30 Bienvenue Antonio Dordoni Vice President Sales, Marketing &
vement de 8 eVer 7, 32 palettes, 30 stations de stockage et de 4 eVer 7, 16 palettes Service at JOBS SpA
et 15 postes de stockage. Les deux FMS sont équipés d’une navette à double ber- 10.35 / 10.45 Industrie Dr.-Ing. Gerald Managing Director GW Management
ceau pour la manutention des palettes. aéronautique. Weber Consultants
Quo vadis? Former Senior Vice President at Airbus
Ce système a été choisi par le client malaisien pour les caractéristiques suivantes: Former Head of Truck Product
- possibilité d’usiner les beam de manière efficace et fiable, en utilisant deux sys- Creation at DaimlerChrysler AG
Former General Manager, Head of
tèmes entièrement automatisés capables de réaliser le composant à partir de la Plant at VW AG Wolfsburg
pièce brute jusqu’au produit fini, prêt pour la peinture et le pré-assemblage; 10.45 / 11.05 HPC pour Dr. Matthias Lange Manufacturing Engineering –
- possibilité d’utiliser des têtes angulaires ayant des dimensions allant jusqu’à 450 composants en Machining Technology at PREMIUM
x 250 mm et un poids allant jusqu’à 30 kg requis par la géométrie particulière des aluminium et titane - AEROTEC
Défis et tendances
composants; la tête de fraisage 5 axes T35C, à 5 axes continus, à transmission
mécanique, spécialement équipée d’une interface adaptée, assure une fiabilité éle- 11.05 / 11.25 La participation Robert C. Dooley Director F-35 Italy Business
italienne dans le Development
vée du système et permet de répondre aux besoins d’usinage de haute précision; programme F35 International Business Development
LOCKHEED MARTIN
11.25 / 11.45 FACC – Étendez Johann Stehrer Senior Manager Facility Management
vos attentes & Technologies at FACC
Développement Olaf Roock Group Lead Automation at FACC
des procédés et
automatisation pour
la production en série
11.45 / 12.05 Assistance et Steffen Sauer Research Engineer
Contrôle de systèmes FRAUNHOFERINSTITUT für
de blocages basés Fabrikbetrieb und -
sur modèle CAD automatisierung IFF Magdeburg
12.05 / 12.25 Machines-outils Prof. Michele Monno Full Professor - Mechanical
plus performantes Engineering Dept. -
POLITECNICO DI MILANO
12.25 / 12.40 Débat
12.45 Fin de la séance Dr.-Ing. Gerald Weber
6
Caractéristiques techniques: - possibilité d’utiliser deux têtes de fraisage pour chaque machine: T35C pour
• Portique équipé de l’utilisation des têtes angulaires et T3K avec une electrobroche à 15.000 ou
- Axe longitudinal X 5.000 mm 30.000 tr/mn (selon les besoins);
- Axe transversal Y 3.000 mm - possibilité de compléter le cycle d’usinage en incluant le lavage complet et un
- Axe Vertical Z 1.250 mm séchage partiel des composants grâce à la machine à laver équipant chacun
- Vitesse Max. 50 m/min des FMS;
- Accélération 3 m/s2 Pour garantir une plus grande rigidité de la structure de la machine le client a opté
- Taille palette 3.500 x 1.500 m pour une installation sur des murs en béton.
- Capacité 5 tonnes Toutes les machines sont équipées d’un magasin d’outil spécial qui peut accueil-
- Temps de changement palette 4,5 min lir jusqu’à 70 têtes angulaires, 80 outils HSK-A-100, 30 outils HSK-A-63.
• 2 Têtes Twist L’ eVer 7 avec sa productivité élevée et d’excellentes performances dynamiques
- T35C, 44 kW - 1.005 Nm - 4.000 tr/min - HSK-A-100 est la solution pour l’usinage de pièces aéronautiques. La machine fait partie de
- T3K avec électrobroche la gamme «Middle Range», la famille renommée des centres de fraisage Jobs qui,
72 kW - 73 Nm – 30.000 tr/min - HSK-A-63 tout en assurant des performances dynamiques élevées et des capacités d’enlè-
85 kW - 200 Nm - 15.000 tr/min - HSK-A-100
vement de matière importantes, garantit des coûts d’exploitation très faibles, une
• CN Siemens 840D SL
grande flexibilité et une maintenance simplifiée.
Buona la prima con VERICUT!
www.siemens.com/sinumerik
On the road to Industrie 4.0
VERICUT simula, verifica e ottimizza l’intero processo di lavorazione con macchine
in CNC technology with
utensili CNC in un ambiente virtuale.
SINUMERIK from Siemens
VERICUT consente alle aziende, dotate di qualsiasi sistema CAD/CAM/PLM, di simulare
il codice CNC programmato manualmente o post-processato.
Con VERICUT il pezzo può essere lavorato da subito su macchina non presidiata.
CGTech Italia viale Verdi 1 Treviso 31100
Tel. +39 0422 583915 FAX +39 0422 543464
info.italia@cgtech.com www.cgtech.it
CGTech nel mondo- USA (Sede Centrale) Brasile Cina Francia
Germania Giappone Gran Bretagna India Italia Korea Singapore
7
Publié sur Tecnologie MeccanichFtNovembre 2016 (Machine du mois)
RC 270 Pour répondre à ces exigences, il est nécessaire de
s’équiper de machines-outils de plus en plus effi-
caces, performantes et flexibles, combinant l’usinage
de haute précision à une grande vitesse d’enlèvement
typiques des applications aéronautiques. Avec les
trois machines Rambaudi nous avons réduit les temps
de cycle et obtenu des composants de meilleure qua-
lité par rapport aux pièces réalisées avec les produits
de matière, permettant ainsi d’optimiser le processus précédents». Les trois modèles RC270 disposent
Au service de de production, en particulier en termes de réduction du même volume d’usinage: axe X longitudinal, axe
du temps de cycle. Cet objectif assure la présence de Y transversal et l’axe Z vertical respectivement de
l’aluminium. l’entreprise sur le marché toujours plus concurrentiel 12.000 mm, 2.700 mm et 1.250 mm et équipés de
de l’aéronautique». «Cette perspective fait partie de la tête bi-rotative continue GLOB 123 G 15.000 tr/min
notre stratégie pour la mise à niveau technologique avec puissance maximale de 45 kW. «La meilleure
Trois centres de fraisage continue des installations de production, amenant à qualité d’usinage atteint grâce à ces centres de frai-
réduire le nombre total de machines installées. Une sage - ajoute Nugnes - nous a permis de réduire et,
verticaux à grande vitesse étape clé de cette stratégie a été l’achat de trois dans certains cas, de supprimer les opérations ulté-
Rambaudi ont été installés ces centres de fraisage verticaux à grande vitesse de la rieures d’ajustage et d’ébavurage qui sont effectuées
famille RC 270 de la marque Rambaudi. En fait, on manuellement après l’enlèvement de copeaux, nous
deux dernières années chez a décidé de poursuivre le partenariat établi avec faisant bénéficier ainsi d’un gain au niveau écono-
Jobs à la suite de l’achat précédent par Mecfond d’un mique. En fin de compte, les solutions Rambaudi
Mecfond Aerospace.
centre de fraisage vertical à haute puissance JomaX introduites dans notre usine nous ont permis de faire
Des gains significatifs ont 265, dont la haute performance a permis à l’entre- un bond en avant significatif vers l’optimisation de la
prise de se positionner solidement sur le marché production nous conduisant à un meilleur positionne-
été obtenus par la société avec des commandes importantes pour le secteur de ment sur le marché de l’aéronautique».
Napolitaine, en termes de temps l’énergie. Il est à souligner aussi le support efficace de
Rambaudi dans les phases de pré et post vente, ce
de cycle et qualité dans l’usinage qui nous a permis de mettre en place rapidement les
machines et d’optimiser leur fonctionnement dans un
de grands composants en
très court laps de temps».
aluminium.
Le modèle RC270
Mecfond Aerospace, l’un des fournisseurs officiels de «Les centres de fraisage à grande vitesse RC 270 -
Leonardo Aircraft, a été fondée en 2007 comme une continue Nugnes - sont des machines 5 axes à tra-
filiale de Mecfond, société avec une longue histoire verse mobile conçues pour effectuer les opérations
dans l’industrie de la mécanique et, aujourd’hui, enga- de semi-finition et finition sur les moules en acier et
gée dans la conception et la réalisation de presses fonte et pour l’usinage complet de pièces en alumi-
mécaniques de haute capacité pour l’automobile et nium, aussi bien pour le secteur de l’aéronautique
des systèmes spéciaux pour l’industrie aéronau- que celui des moules. En parti-
tique. Mecfond Aerospace est un leader dans la culier, Mecfond Aerospace utilise
fabrication de pièces et sous-ensembles en alliage ces machines pour l’usinage de
léger ou en titane, destinés à être utilisés dans des grandes pièces en aluminium
structures constituant les cellules aéronautiques. Le
parc machines-outils, caractérisé principalement par
des centres de fraisage high-tech à CN multiaxes
de grande dimension avec une grande flexibilité, est
un atout majeur de la société. Ainsi, conjointement à
leur structure de production, Mecfond Aerospace est
en mesure d’assurer une fabrication de haute qualité
avec des temps de réponses aux demandes du mar-
ché réduits.
Rambaudi pour la compétitivité
«Le marché aéronautique - explique Davide Nugnes,
administrateur unique de Mecfond Aerospace - est
toujours à la recherche de composants mécaniques
de qualité, mais avec des coûts de plus en plus réduit.
8
LINX
Nouvel avion! Nouvelle machine!
Pour l’usinage des ailes du nouvel avion Falcon 8X,
Dassault a choisi la Linx.
Après une analyse approfondie du marché des grands portiques à grande vitesse et
une série de tests très prenants, la machine LinX a été choisie pour ses performances
dynamiques, sa précision et la qualité de finition des pièces usinées.
La Linx est intégrée au sein de l’usine Dassault de Seclin, admirée dans le monde entier
pour la qualité de son parc machines et pour ses méthodes de travail.
Les points importants de la machine fournie sont:
- Une dynamique élevée de la machine;
- Une Nouvelle broche de 70 kW à 30.000 tr/mn;
- Un magasin d’outils statique capable de recevoir plus de 200 outils, y compris des
outils spéciaux et des têtes à 90°. Le magasin d’outils est muni de deux manipu-
lateurs afin d’alimenter les deux
zones de travail;
Caractéristiques techniques:
- Un système de gestion de la vie de
• Axes linéaires
l’outil et de l’équilibrage optimal sur
- Axe X longitudinal 23.200 mm sur des
la machine;
murs en béton
- Une cloison centrale mobile qui
- Axe Y transversal 4.500 mm
permet la réalisation de deux - Axe Z vertical 1.500 mm
zones d’usinage, l’une dédiée aux - Vitesse max. des axes X, Y, Z 50 m/min
ailes et l’autre dédiée à l’usinage • Tête Twist continue T2D 03, 70kW (S6),
des pièces de petites dimensions; 30.000 tr/min, HSK-A-63
- Une couverture supérieure mobile - Axe C 800° (± 400°)
avec un système d’ouverture/fer- - Axe B 220° (± 110°)
meture automatique pour chaque • CN Siemens 840D
zone de travail;
- Une traçabilité complète des opé- LA QUALITÀ GUIDA LA PRODUTTIVITÀ
rations d’usinage;
- Des armoires électriques et de services déportés en sous-sol.
When something exceptional develops between us:
That´s the MAPAL effect.
We
You
continuously develop
Get a
boost
supply you with machining
solutions that give your
production more momentum
even with completely
new materials.
m&h
SOFTWARE 3D FORM INSPECT
more innovative solutions Misurare sulle machine utensili
so that flying becomes • Risparmio di tempo per il piazzamento – misura e finitura con un solo staffaggio
more efficient. • Facile da usare – Interfaccia utilizzatore intuitiva e funzioni di misura
pratiche e userfriendly
• Massima precisione grazie ai tastatori m&h e alla calibrazione brevettata
• Protocolli di misura chiari per conservare traccia del livello di qualità realizzato
SOFTWARE 3D FORM INSPECT – L’ORIGINALE,
LEADER DI MERCATO DAL 2002!
Discover tool and service solutions now that give you a successful start: m&h Italia S.r.l.
Via Roma 41/14 | IT-15070 Tagliolo M.to AL | Italia
www.mapal.com | Your technology partner for machining Tel. +39 0143 896141 | italy.mh@hexagon.com
www.mh-inprocess.com | www.HexagonMI.com
9
GRAND SPEEDER EVO
Performances adaptées aux de l’axe Z de 3.000 mm, ce qui permet l’usinage à l’échelle 1:1 de
grandes maquettes de cabine de camion. La grande polyvalence en
applications. fait la solution idéale pour l’usinage complet des modèles de style et
master modèle.
La même machine est également utilisée avec succès dans d’autres
Vercarmodel Saro se repose encore une fois sur une secteurs tels que les secteurs de l’aéronautique et du nautique.
machine Jobs pour répondre à l’augmentation des
exigences de production.
Vercarmodel est une société émergente, active dans le design et le prototypage automobile.
Elle a développé divers modèles de voitures, conçus et produits pratiquement entièrement
en interne, pour les plus grands constructeurs automobiles mondiaux. Parmi ceux-ci: Alfa
Romeo, Ferrari, Fiat, Ford, Honda, Hyundai, Porsche, Suzuki et Toyota. En 2012, la société
basée à Turin s’est équipée d’une Grand Speeder, centre de fraisage à traverse mobile avec
courses des axes de: X 7.500 mm, Y 4.000 mm et Z 3.000 mm. Récemment, en réalisant
une nouvelle étape dans son évolution, Vercarmodel a encore choisi Jobs pour se doter
d’une nouvelle machine pour le design, la Grand Speeder EVO, capable de produire des
volumes encore plus grands. Le centre de fraisage Grand Speeder est le résultat d’une vaste
expérience acquise par Jobs dans la construction de grandes machines pour l’usinage de
surfaces gauches, en particulier pour l’usinage de maquettes et de prototypes pour l’indus-
trie automobile. Pour la réalisation de cette machine, JOBS a utilisé les meilleures technolo-
gies de conception et d’analyses structurelle, directement intégrées avec des structures et
des méthodes de production basées sur le contrôle continu de la qualité. La Grand-Speeder Prestazioni Migliori?
© The helmet was programmed and produced by DAISHIN
est un centre d’usinage vertical à traverse mobile et table fixe, équipé d’une tête pour l’usi- Prestazioni Rivoluzionarie?
nage 5 axes continus ou 3 + 2 axes indexés. L’élément particulier de la machine est la course
Prestazioni al MAXXimo!
Il performante pacchetto hyperMILL MAXX Machining
®
Caractéristiques techniques: offre potenti strategie di sgrossatura, finitura e foratura.
tAxeTlinéaires Risparmio di tempo fino al %.
AxF9longitudinaM7.50mm
AxF:transversaM4.00mm
AxF;VerticaM3.00mm
VitessFmaxdeTaxeT9 : ;4m/min
AccélératioOdeTaxeT9 : ;jusqu’Ëm/s²
tTêtFcontinuFT2D-0ËtractioOdirectFaveDaxF$eUaxF"équipéT
dFblocagFeOposition
ElectrobrochF2kw 24.00tr/mn HSK-A-63
t$/FidiB$40
www.openmind-tech.com
10
LASER SPEEDER
Une machine pour le cladding, le hardening, et le measuring pour des
installations fortement automatisées pour l’usinage de grands moules.
BMW intègre dans sa cellule automatisée à changement Cladding avec rayon laser
Cette technologie est utilisée sur des composants mécaniques pour créer
automatique de palettes de l’usine de Munich, une des couches résistantes à l’usure. BMW dans cette application spécifique
machine Jobs équipée d’une tête laser innovante. utilisera la Laser Speeder pour réparer et/ou ajouter une nouvelle géométrie
complexe en utilisant la fabrication additive 3D de moules pour l’industrie
Automatisation automobile. La technologie en question est un laser qui utilise un alliage à
Le constructeur automobile BMW a choisi Jobs pour équiper son usine de Munich base de fer comme matériau de remplissage. La buse est refroidie à l’eau.
d’une machine Grand Speeder HQ avec une tête laser, appelée Laser Speeder.
La machine sera intégrée dans un FMS, capable également de piloter automa-
tiquement des stations (pour le chargement/déchargement des moules des
palettes) et d’autres machines (comprenant notamment une eVer7 de Jobs) faisant
partie de ce système automatisé. Les dimensions des palettes recevant les moules
à usiner sont les suivantes 5.000x2.500x250 mm et sont capables de supporter
des moules jusqu’à 30.000 kg. L’ensemble sera utilisé sans intervention directe des
opérateurs, dont la fonction sera la gestion de la périphérie des installations et non
la surveillance des processus de production.
Système Laser
Le système est conçu pour effectuer des opérations de cladding, hardening et
measuring. Le changement se fait facilement: il suffit de changer le miroir de
hardening à focusing et insérer la buse pour la poudre ou le palpeur. Le choix Hardening avec rayon laser
du système laser de la part de BMW est dû au fait qu’il est plus commode de Cette application permet d’augmenter la dureté dans le temps de tous les aciers trem-
réparer un moule avec le laser par rapport aux procédés de soudage tradition- pés commerciaux. Par rapport à d’autres technologies, telles que flamme ou
nels TIG utilisés dans le passé. Les principaux avantages sont, en effet, la réduc- inductance, ce système agit uniquement en réduisant localement la distorsion.
tion des temps de réalisation et la réparation est d’une qualité nettement supé- Le contrôle de la température assure une fiabilité du procès élevée et une excel-
rieure, grâce à la précision avec laquelle le matériau de remplissage est déposé. lente qualité, même sur des géométries et des profils complexes.
En outre, l’élimination totale des opérations de reprise manuelle, permet une
réduction significative des coûts. En particulier, la Laser Speeder sera équipée
d’un laser à haute puissance avec une fibre accouplée, un système de refroidis-
sement interne eau / air complètera l’installation, Enfin, il y a une unité de régula-
tion thermique de la puissance du laser.
Principes de conception:
tFiabilitÏeUstandardisatioOappliquéeTBuY«solutioOTspéciales»
tStructureToptimiséeTpaSFE.pouSunFmeilleurFdynamique
tA xeTlinéaireTaveDdeTguidageTËSouleaux doublFpignoOeU
crémaillère graissagFcentralisé
taxeTSotatifTaveDlBtechnologiFd’entraînemenUdirect moteurT
couplFeUsystèmeTdFmesurFdirecUTpouSunFpluThautFprécisioOeU
optiqueTinterchangeableTaveDsystèmFd’accouplemenUrapide Caractéristiques techniques:
tA xeTlinéaires:
AxFlongitudinaM96.00mm
AxFtransversaM:3.50mm
AxFverticaM;1.50mm
DistancFdF2.50mNentrFlBUablFeUlBpartiFavanUdFlBcabine
SystèmFdFmesurFdirectFaveDrègleToptiques
VitessFdeTaxeTjusqu’Ë5m/min
AccélératioOjusqu’Ë1,m/s²
tA xeTSotatifs:
AxFC200°
AxF#120°
AxFC200°
tC/SiemeOT840%4-
11Publié sur Tecnologie Meccaniche • Avril 2016
tion élevée avec une excellente capacité d’enlèvement
de copeaux. L’élément caractérisant de la machine est
donné par la table roto-translatante montée sur l’axe X
qui permet d’effectuer des opérations d’ébauche sans
avoir à repositionner la pièce sur une autre machine.
La TRT314 est équipée d’une colonne mobile sur la
course transversale (Y) tandis que la table se déplace
dans la direction longitudinale (X) permettant ainsi un
accès facile et la possibilité de charger des pièces
lourdes. Tout cela rend la machine adaptée à fonction-
ner aussi bien avec des axes verticaux qu’horizontaux.
TRT314 HS
Enfin, sur le montant, qui a une structure à portique,
le chariot sur lequel différents types de têtes automa-
tiques peuvent être montés se déplace dans la direc-
tion verticale (Z).
Avantages tangibles
Fiabilité maximale pour Particulièrement appréciée par Generalmec est la
rigidité du mouvement automatique de la tête univer-
moules de grandes selle birotative KOSMO 3 (indexation 0,02° sur le plan
arrière et 0,02° sur le plan avant et vitesse de rotation
dimensions. 5.000 tr/min), avec double couronne de verrouillage
qui confère rigidité et précision dans toutes les condi-
tions. Cette rigidité, comme souligne Lissandrin, est
Generalmec s’est équipée d’une également en mesure de faire une différence dans
le perçage de trous profonds et, plus généralement,
machine Sachman TRT314 HS avec de longs outils. La fraiseuse est en fait exploi-
de Jobs dans le but d’augmenter même pendant les postes sans opérateur, toujours plus tée pour l’usinage très lourd, et le couple important
crucial pour rendre les machines rentables et mainte- du moteur permet de réaliser des usinages ardus,
la taille des moules réalisés et nir les marges bénéficiaires. «Pour cela - dit Lissandrin avec des vitesses d’avance élevées et de forts enlè-
- nous avions besoin d’une machine de fraisage qui vements de copeaux à chaque passe, ce qui permet
de fonctionner avec une fiabilité
pourrait travailler 24 heures par jour avec un maximum à Generalmec de réduire de moitié le temps de pré-
élevée même sur les postes sans de fiabilité, réalisant pendant la nuit de l’ébauche, pour paration du moule.
nous permettre ensuite de faire, la
opérateur. journée, d’autres travaux.» Le choix
Actif dans la réalisation de moules à injection pour de la société s’est donc orienté vers
les matières plastiques, Generalmec s’est toujours une machine avec une grande rigi-
distinguée par son expertise technique et sa polyva- dité, avec une structure en fonte
lence: les moules réalisés allant en fait, dans la plupart et une colonne mobile, capable de
des secteurs. L’activité principale reste l’automobile neutraliser les éventuelles vibra-
pour laquelle Generalmec produit des moules pour tions et réaliser des usinages lourds
l’intérieur et l’extérieur des voitures, des moules pour comme l’ébauche conservant au
pièces visibles ou pas comme des corps de phare, fil du temps les performances de
montants ABC Saeule, tunnels, tiroirs de stockage, précision et de fiabilité. La grande
plastiques de recouvrant interne, pièces chromées table roto-translatante, sur laquelle
externes, grilles avant, poignées de portes et autres. peuvent être placées de 2 à 4 pièces
Au cours des dernières années, la société a réalisé en même temps, permet également
des investissements importants pour être en mesure de passer facilement d’un usinage
de réaliser des moules encore plus grands, pouvant à un autre, sans avoir à déplacer la
atteindre un poids de 20 tonnes et 2.000 tonnes de pièce. De cette façon, il est possible
presse. «Cela nous a permis de devenir plus compé- de consacrer les postes avec opé-
titif et obtenir de nouvelles commandes, au détriment rateurs aux travaux de préparation
des entreprises avec une structure plus complexe et du moule, et la nuit sans opérateur
moins souple», explique Federico Lissandrin, qui dirige à l’ébauche en automatique, tirant
l’entreprise avec son père. ainsi parti de la machine à 100% et
en éliminant les temps morts.
Fiabilité maximale sans
Structure en «T»
surveillance La TRT314, qui appartient à la famille
La décision stratégique d’étendre la gamme de taille des machines en «T» (structure idéale TNC 640 – High-End Control for
des moules, a incité l’entreprise à investir dans une pour fournir des performances Milling and Turning Operations
grande machine de fraisage, Sachman TRT314 HS élevées en particulier en terme de
de Jobs à montant mobile transversal, équipée d’une vitesse d’usinage) de Sachman
table roto-translatante de 2.000x1.950 mm avec une est une fraiseuse de grande taille à
capacité de charge de 15 tonnes, qui répondait pleine- banc fixe et grande vitesse équipée HEIDENHAIN ITALIANA S.r.l. 20128 Milan, Italia www.heidenhain.it
ment aux exigences dimensionnelles de Generalmec. de guidages linéaires à rouleaux sur
Angle Encoders Linear Encoders Contouring Controls Rotary Encoders
En outre, la société était à la recherche d’une machine les 3 axes, ce qui permet d’obtenir
robuste et fiable pour pouvoir travailler facilement, une grande vitesse et une accéléra-
12Vous pouvez aussi lire