Étude environnementale comparative des procédés de valorisation du lactosérum - Mémoire Angela Trivino Arevalo Maîtrise en génie agroalimentaire
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
Étude environnementale comparative des procédés de valorisation du lactosérum Mémoire Angela Trivino Arevalo Maîtrise en génie agroalimentaire Maître ès sciences (M.Sc.) Québec, Canada © Angela Trivino Arevalo, 2017
Étude environnementale comparative des procédés de valorisation du lactosérum Mémoire Angela Trivino Arevalo Sous la direction de : Damien de Halleux, directeur de recherche Stéphane Godbout, codirecteur de recherche
Résumé Le résidu issu de la production de fromage est le lactosérum, lequel a une demande biologique en oxygène (DBO) comprise entre 40 000 et 60 000 mg/L. Cependant, selon les normes prescrites par le ministère du Développement durable, de l’Environnement et de la Lutte contre les changements climatiques, la DBO des effluents pouvant être rejeté dans les cours d’eau ne peut dépasser 10 mg/L. Le haut contenu de lactose représente une charge environnementale importante qui rend obligatoire leur gestion. Le séchage du lactosérum, la valorisation de ses protéines ou du lactose, la production de méthane constituent quelques alternatives de valorisation. Peu de travaux de recherche ont été réalisés jusqu’à maintenant pour évaluer l’impact environnemental de la valorisation de lactosérum. L’objectif de ce projet était d’évaluer et de comparer l’impact environnemental de quatre scénarios de gestion du lactosérum. Les quatre scénarios considérés ont été : la production de lactosérum écrémé, la production de lactosérum en poudre, la production de méthane et la production de diols. Les données en provenance de fromageries québécoises concernant la consommation énergétique ainsi que la quantité et la nature des matières premières utilisées ont permis de déterminer l’impact environnemental de chaque procédé de valorisation. Selon la méthodologie d’analyse de cycle de vie (ACV) l’impact environnemental a été quantifié sur les changements climatiques (CC), la qualité des écosystèmes (QE), la santé humaine (SH) et les ressources (R). Les résultats ont montré que le procédé qui génère plus d’impact environnemental est la production de diols, suivi de la production de lactosérum en poudre. La production de lactosérum écrémé et de méthane résulte en une réduction de l’impact sur les CC et R. Les données obtenues dans le cadre de ce projet pourraient permettre d’orienter les industriels dans leur choix de processus de gestion du lactosérum et du perméat dans un contexte d’éco- efficience. III
Abstract The residue from cheese production is whey, which has a biological oxygen demand (BOD) of between 40,000 and 60,000 mg/L. However, according to the standards prescribed by the Ministry of Sustainable Development, Environment and the Fight against Climate Change the effluent BOD cannot exceed 10 mg/L. The high content of lactose represents an important environmental burden which obliges them to be managed. The drying of whey, the valorization of its proteins or lactose, the production of methane constitute some alternatives of valorization’s pathways. To date, few studies have been done to evaluate the environmental impact of whey valorization. The objective of this project was to assess and compare the environmental impact of four whey management scenarios. The scenarios considered were: the production of skimmed whey; the production of whey powder; the production of methane and the production of diols. Data from cheese dairies in Québec concerning energy consumption and the quantity and nature of the raw materials used made it possible to determine the environmental impact of each evaluation procedure. According to the Life Cycle Assessment (LCA) methodology, the environmental impact was quantified on climate change (CC), ecosystem quality (QE), human health (SH) and resources (R). The results showed that the production of diols generates more environmental impact followed by the production of whey powder. The production of skimmed whey and methane results in a reduction of the impact on CC and R. The data obtained in this project could help to guide industrialists in their choice of processes for managing whey and permeate in a context of eco-efficiency. IV
Table des matières Résumé .............................................................................................................................................. III Abstract ............................................................................................................................................. IV Table des matières .............................................................................................................................. V Liste des tableaux ........................................................................................................................... VIII Liste de figures .................................................................................................................................. IX Liste des abréviations ......................................................................................................................... X Remerciements ................................................................................................................................. XII Chapitre 1. Introduction et mise en contexte....................................................................................... 1 1.1 Importance de l’industrie laitière au Canada ............................................................................. 1 1.2 Lactosérum ................................................................................................................................ 1 1.3 Concept de développement durable et l’intérêt des études d’évaluation environnementale ..... 5 1.4 Problématique environnementale de l’industrie fromagère ...................................................... 7 Chapitre 2. Revue de littérature........................................................................................................... 1 2.1 Valorisation du lactosérum........................................................................................................ 1 2.2 Procédés physiques de valorisation du lactosérum ................................................................... 1 2.2.1 Récupération des fines et séparation de gras ...................................................................... 1 2.2.2 Concentration de solides totaux ......................................................................................... 3 2.2.3 Fractionnement de solides totaux- protéines ...................................................................... 8 2.2.4 Fractionnement de solides totaux - lactose......................................................................... 9 2.2.5 Fractionnement de solides totaux - minéraux................................................................... 10 2.3 Procédés biotechnologiques de valorisation du lactosérum .................................................... 11 2.3.1 Production de biogaz et bio hydrogène ............................................................................ 11 2.3.2 Production d’acide lactique .............................................................................................. 13 2.3.3 Production d’alcools......................................................................................................... 13 V
2.4 Analyse de cycle de vie ........................................................................................................... 16 2.4.1 L’analyse cycle de vie et son cadre normatif ................................................................... 17 2.4.2 Définition des objectifs et du système étudié ................................................................... 18 2.4.3 Inventaire des émissions et des extractions ...................................................................... 18 2.4.4 Évaluation des impacts sur l'environnement .................................................................... 19 2.4.5 Interprétation des résultats ............................................................................................... 23 2.5 Études d’analyse de cycle de vie dans l’industrie laitière ....................................................... 24 Chapitre 3. Objectifs et hypothèses ................................................................................................... 26 3.1.1 Objectifs du projet de recherche ....................................................................................... 26 3.1.2 Hypothèses ....................................................................................................................... 26 Chapitre 4. Méthodologie .................................................................................................................. 27 4.1 Définition du champ d’étude ................................................................................................... 27 4.2 Inventaire du cycle de vie........................................................................................................ 30 4.3 Scénarios de valorisation ......................................................................................................... 32 4.3.1 Le choix des scénarios de valorisation ............................................................................. 32 4.3.2 Scénario 1 : lactosérum écrémé ........................................................................................ 32 4.3.3 Scénario 2 : lactosérum en poudre ................................................................................... 34 4.3.4 Scénario 3 : production de méthane ................................................................................. 35 4.3.5 Scénario 4 : production de diols (acétoïne - 2-3BD) ........................................................ 36 4.4 Analyse de l’impact environnemental. .................................................................................... 41 Chapitre 5. Résultats ......................................................................................................................... 43 5.1 Analyse de contribution .......................................................................................................... 43 5.1.1 Analyse de contribution par étape du cycle de vie procédés physiques ........................... 44 5.1.2 Analyse de contribution par flux du cycle de vie procédés physiques ............................. 47 5.1.3 Analyse de contribution par étape du cycle de vie procédés biotechnologiques .............. 48 5.1.4 Analyse de contribution par flux du cycle de vie procédés biotechnologiques ................ 51 5.2 Analyse de sensibilité .............................................................................................................. 53 5.2.1 Effet de la réduction des agents de nettoyage .................................................................. 53 VI
5.2.2 Effet de la réduction de l’énergie thermique .................................................................... 55 5.3 Analyses supplémentaires ....................................................................................................... 57 5.3.1 Agents de nettoyage alternatifs ........................................................................................ 57 5.3.2 Valorisation des eaux usées .............................................................................................. 59 5.3.3 Comparaison des systèmes de production de 2-3BD ....................................................... 60 5.3.4 Étude économique ............................................................................................................ 61 Chapitre 6. Conclusions .................................................................................................................... 63 Liste de références............................................................................................................................. 66 Annexes ............................................................................................................................................. 72 Annexe 1 Questionnaires industries fromagères .............................................................................. 73 Annexe 2 Calculs de flux de référence par unité fonctionnelle (1 tonne de lactosérum) et hypothèses associées pour le scénario de production de lactosérum écrémé ....................................................... 75 Annexe 3 Calculs de flux de référence par unité fonctionnelle (1 tonne de lactosérum) et hypothèses associées pour le scénario de production de lactosérum en poudre .................................................. 76 Annexe 4 Calculs de flux de référence par unité fonctionnelle (1 tonne de lactosérum) et hypothèses associées pour le scénario de production de méthane ....................................................................... 77 Annexe 5 Calculs de flux de référence par unité fonctionnelle (1 tonne de lactosérum) et hypothèses associées pour le scénario de production de diols ............................................................................. 78 VII
Liste des tableaux Tableau 1.1 Caractéristiques de la composition du lactosérum doux et acide. (Adapté de Chatzipaschali et Stamatis, 2012). .............................................................................................................................. 2 Tableau 1.2 Bio-utilisation de lactosérum .......................................................................................................... 4 Tableau 1.3 Caractéristiques principales des outils d’analyse environnementale (Jolliet, 2010) ....................... 6 Tableau 2.1 Clarificateurs de lactosérum (Rodem, 2010) .................................................................................. 2 Tableau 2.2 Écrémeuse de lactosérum (Rodem, 2010) ...................................................................................... 3 Tableau 2.3 Technologies de concentration de lactosérum, calculée pour 1000 L d’eau enlevée ...................... 4 Tableau 2.4 Comparaison de différents évaporateurs (Adapté de Westergaard, 2010) ...................................... 5 Tableau 2.5 Comparaison séchage par atomisation à un effet et deux effets (Tetra pack, 2003) ....................... 7 Tableau 2.6 Composition moyenne (%) de produits de protéines de lactosérum (Vuillemard, 2015) ............... 9 Tableau 2.7 Facteurs de caractérisation et unités de dommages utilisés dans Impact 2002+ ........................... 21 Tableau 3.1 Calculs des flux de référence par unité fonctionnelle pour les procédés physiques de valorisation de lactosérum ................................................................................................................................ 38 Tableau 3.2 Composition et bilan de matière pour la production de lactosérum en poudre ............................. 39 Tableau 3.3 Calculs des flux de référence par unité fonctionnelle pour les procédés biotechnologiques de valorisation de lactosérum ............................................................................................................ 40 Tableau 3.4 Données Ecoinvent utilisées pour la modélisation ....................................................................... 41 Tableau 3.5 Catégories d’impact selon la méthode d’analyse IMPACT 2002+ (Adapté de Jolliet, 2010) ...... 42 Tableau 4.1 Contribution aux dommages par étape des procédés physiques de valorisation de lactosérum. Calculé par unité fonctionnelle d’une tonne de lactosérum .......................................................... 46 Tableau 4.2 Contribution aux dommages par étape des procédés biotechnologiques de valorisation de lactosérum. Calculé par unité fonctionnelle d’une tonne de lactosérum ....................................... 50 Tableau 4.3 Analyse de sensibilité de la réduction de la consommation des agents chimiques pendant le NEP. Calculé par unité fonctionnelle une tonne de lactosérum ............................................................. 54 Tableau 4.4 Analyse de sensibilité de la réduction de la consommation d’énergie thermique. Calculé par unité fonctionnelle une tonne de lactosérum ......................................................................................... 56 Tableau 4.5 Prix du marché des produits finaux des quatre scénarios de valorisation de lactosérum considérés. ...................................................................................................................................................... 62 VIII
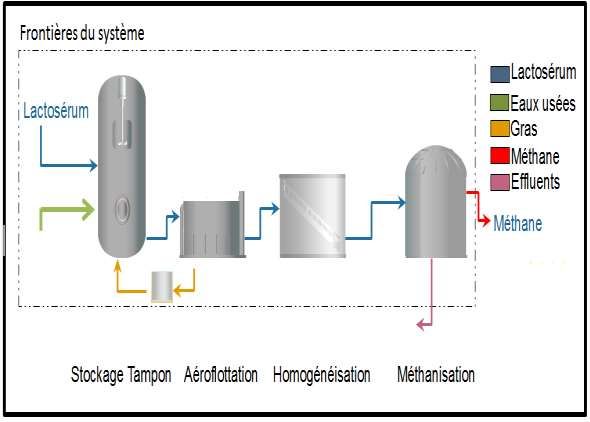
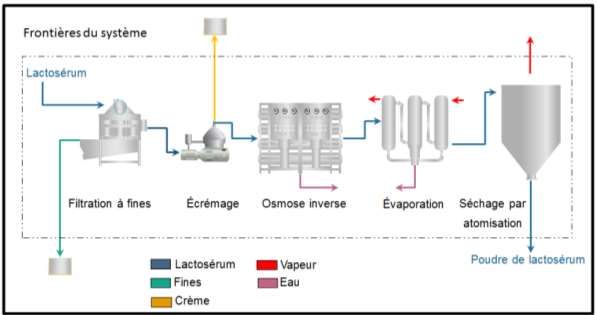
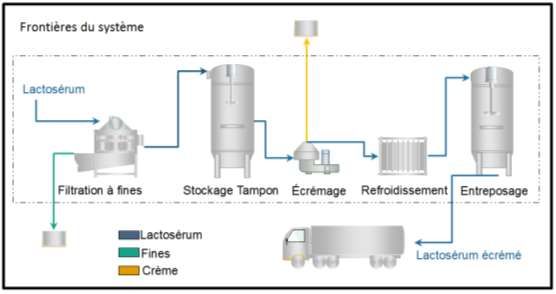
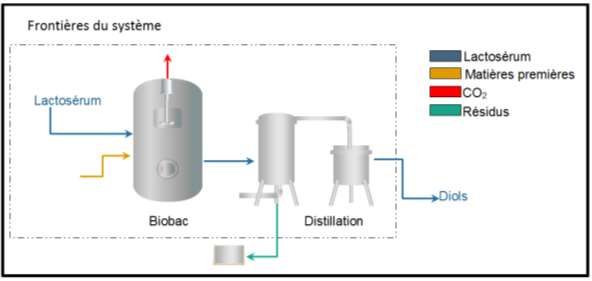
Liste de figures Figure 1.1 Schéma de valorisation de lactosérum (Adapté Yadav et al., 2015) ................................................. 3 Figure 2.1 Voie métabolique pour produire 2-3BD (Fernández-Gutiérrez et al., 2017)................................... 15 Figure 2.2 Phases de l'analyse du cycle de vie (Jolliet, et al., 2010) ................................................................ 17 Figure 2.3 Schéma de l’analyse d’impact du cycle de vie (Jolliet et al., 2003) ................................................ 20 Figure 3.1 Frontières du système de valorisation de lactosérum ...................................................................... 29 Figure 3.2 Frontières du système production de lactosérum écrémé ................................................................ 33 Figure 3.3 Frontières du système production de lactosérum en poudre............................................................ 34 Figure 3.4 Frontières du système production de méthane ................................................................................ 35 Figure 3.5 Frontières du système de production de diols (acétoïne et 2-3BD) ................................................. 36 Figure 4.1 Analyse de la contribution par catégorie des dommages - comparaison des quatre scénarios de valorisation ...................................................................................................................................... 43 Figure 4.2 Contribution aux dommages par étape des procédés physiques de valorisation de lactosérum. Calculé par unité fonctionnelle d’une tonne de lactosérum ............................................................. 44 Figure 4.3 Contribution aux dommages par flux élémentaire de la production de lactosérum écrémé a) Changement Climatique et b) Ressources ....................................................................................... 47 Figure 4.4 Contribution par flux élémentaire - scénario production de lactosérum en poudre a) Changement Climatique et b) Ressources ............................................................................................................ 48 Figure 4.5 Contribution aux dommages par étape des procédés biotechnologiques de valorisation de lactosérum. Calculé par unité fonctionnelle une tonne de lactosérum ............................................. 49 Figure 4.6 Contribution aux dommages par flux élémentaire - scénario production de méthane a) Changement Climatique et b) Ressources ............................................................................................................ 51 Figure 4.7 Contribution par flux élémentaire - scénario production de diols a) Changement Climatique et b) Ressources ....................................................................................................................................... 52 Figure 4.8 Comparaison de la contribution d’impact environnemental de l’utilisation de 5 agents de nettoyage, pour les quatre catégories de dommages ......................................................................................... 58 Figure 4.9 Contribution de l’impact environnemental dû à la valorisation des eaux usées issues de la fabrication de fromage ..................................................................................................................... 59 Figure 4.10 Comparaison de la contribution des impacts environnementaux des procédés de production de 2- 3BD. Calculé par unité fonctionnelle 1kg de 2-3BD ....................................................................... 61 IX
Liste des abréviations 2-3BD 2-3Butanediol ACV analyse de cycle de vie ACV-A analyse de cycle de vie attributionnelle AFS analyse de flux d’une substance ALDC α-acetolactate decarboxylase ALS α-acetolactate synthase AR analyse de risque BDH 2,3-BD-deshydrogénase CC changement climatique CPL concentré de protéines de lactosérum DBO demande biologique en oxygène DALY disability adjusted life years DCO demande chimique en oxygène EIE étude d’impact environnemental H2 hydrogène MEK méthyl-éthyl-ketone MVR recompression mécanique de vapeur NEP nettoyage en place NF nanofiltration OI osmose inverse PDF potentially disappeared fraction QE qualité des écosystèmes TVR recompression thermique de vapeur SH santé humaine R ressources UASB upflow anaerobic sludge blanket X
« La source de la plupart de nos problèmes réside dans l’écart entre le mode de pensée de l’homme et le mode de fonctionnement de la nature. » Grégory Bateson. XI
Remerciements J’aimerais d’abord remercier mon directeur Damien de Halleux, ainsi que mon co-directeur Stéphane Godbout, pour leur appui et leur dévouement. Sans eux, cette belle aventure n’aurait pu avoir lieu. Je tiens également à souligner le travail exceptionnel de toutes les personnes qui ont participé de près ou de loin au projet, soit Michèle Heitz, Sébastien Rodrigue, David Fernandez, Jean-François Rousseau de l’Université de Sherbrooke ainsi que Frédéric Pelletier, Joahnn Palacios, Dan Zegan, Luc Belzile de l’IRDA. Un énorme merci aux organismes qui ont permis la tenue de ce projet de recherche par leur appui financier : le Fonds de recherche du Québec - Nature et technologies (FRQNT) en partenariat avec MAPAQ et NOVALAIT. Également, je remercie la collaboration des fromageries du Québec, spécialement à la fromagerie Bergeron, la fromagerie des Basques et la fromagerie l’Ancêtre. Je tiens à remercier les membres de ma famille pour votre soutien moral et vos encouragements tout au long de ce parcours. Finalement, j’aimerais remettre toute la gratitude à mes amis de Colombie et de Québec, spécialement : Wendy, Lenny, Angélica, Clara, Bea, Ivan, Rafa, Yusra, Adriana, Angélique, Alice d’avoir atténué les moments stressants, de vos conseils et de votre encouragement. Mes plus sincères remerciements à Fabien, Rennel, Peterson et Eli, pour votre accompagnement durant ces deux années, de votre patience et de votre collaboration avec mon français. Merci infiniment, je vous en serai toujours reconnaissante. Merci à tous, merci pour tout. XII
Chapitre 1. Introduction et mise en contexte 1.1 Importance de l’industrie laitière au Canada L’industrie laitière est très importante pour l’économie canadienne, elle représente une des plus importantes industries alimentaires au pays. Elle a généré plus de 45 000 emplois au Canada et des recettes nettes de 6,02 milliards de dollars en 2015. La transformation de produits laitiers au Canada est réalisée dans 474 usines de transformation pour un chiffre d’affaires de 17 milliards de dollars (CCIL, 2016). Une proportion de 65% du volume total du lait produit est destinée à la transformation laitière. Les usines de transformation laitière sont généralement divisées en trois groupes distincts : petite entreprise : transforme moins d’un million de litres de lait par année; moyenne entreprise : transforme entre un et 150 millions de litres de lait par année; grande entreprise : transforme plus de 150 millions de litres de lait par année (MAPAQ, 2014). La production de fromage, de yogourt, de crème glacée, de beurre, de poudre de lait et de lait concentré sont les principaux produits obtenus de la transformation laitière (CCIL, 2016). Plus de 400 fromages fins et traditionnels, y compris les fromages au lait cru, de lait de chèvre et de lait de brebis, sont produits dans diverses régions du pays et figurent parmi les meilleurs fromages au monde. Le fromage est fabriqué selon un procédé qui n’a que très peu changé depuis sa création. Malgré tout, les produits se sont diversifiés pour offrir au consommateur des fromages frais, à pâte molle, ferme, demi-ferme et dure (Emond, 2014). Le Canada produit surtout des fromages à pâte ferme (33% cheddar), puis les fromages à pâte semi-ferme (29% mozzarella), tandis que la production de fromage à pâte molle, de fromage à la crème et de fromage cottage représente 14% de la production totale (AAC et al., 2016). 1.2 Lactosérum Le lactosérum est un sous-produit issu de la fabrication du fromage. En général, il est défini comme la partie du liquide ou du sérum de lait résiduel qui reste après la coagulation du lait et la séparation du caillé. En effet, le lactosérum représente environ entre 85 et 95% du volume du lait et 1
conserve environ 55% des éléments nutritifs du lait (Guimarães et al., 2010; Lapointe-Vignola C., 2002). Le type et la composition du lactosérum dépendent principalement de la coagulation des caséines du lait. Les deux types de lactosérum sont le lactosérum doux et le lactosérum acide. Le type le plus souvent connu de lactosérum provient de la fabrication de fromages où la transformation est basée sur la coagulation de la caséine par la présure. La présure induite par la coagulation de la caséine se produit à un pH d’environ 6,5, donc, le lait produit pendant le traitement enzymatique est désigné comme lactosérum doux (Chatzipaschali et Stamatis, 2012; Panesar et al., 2007). Le second type de lactosérum est du lactosérum acide (pH inférieur à 5), qui est généré grâce à des acides organiques ou de chymosine afin de coaguler la caséine (Chatzipaschali et Stamatis, 2012). La principale différence entre les deux types de lactosérum réside dans leur contenu minéral (calcium et phosphates) et leur acidité (pH). Le lactose est le principal composant des deux lactosérums, il constitue approximativement 63 à 73% des solides totaux (Tableau 1.1). Tableau 1.1 Caractéristiques de la composition du lactosérum doux et acide. (Adapté de Chatzipaschali et Stamatis, 2012). Composition (g/L) Lactosérum doux Lactosérum acide Solides Totaux 63,00 - 70,00 63,00 - 70,00 Lactose 46,00 - 52,00 44,00 - 46,00 Protéine 6,00 - 10,00 6,00 - 8,00 Acide lactique 2,00 6,40 Matière grasse 1,00 0,50 Calcium 0,40 - 0,60 1,20 - 1,60 Phosphates 1,00 - 3,00 2,00 - 4,50 Chlorures 1,10 1,10 pH 6,5 4,5 Valorisation du lactosérum Environ 50% du total de lactosérum produit dans le monde est traité et transformé en différents produits alimentaires, dont environ 45% sont utilisés directement sous forme liquide, 30% sous forme de lactosérum en poudre, 15% comme lactose et divers sous-produits, et le reste sous forme de concentrés de protéines de lactosérum (Kosseva et al., 2009; Yadav et al., 2015). 2
L’alimentation animale et la fertilisation des sols sont les façons les plus simples de disposer du lactosérum sous sa forme liquide (De Souza et al., 2010; Macwan et al., 2016). Néanmoins, ce produit possède un contenu nutritionnel élevé et un intérêt zootechnique important pour les éleveurs de porcs et de bovins (Alonso-Fauste et al., 2012). Outre l’alimentation du bétail, le lactosérum est également utilisé en industrie pharmaceutique et agroalimentaire pour la fabrication d’aliments destinés aux nourrissons en raison des propriétés fonctionnelles de ses protéines (Chatzipaschali et Stamatis, 2012; Nicorescu et al., 2009). Il existe différents processus pour valoriser le lactosérum. Le lactosérum est transformé en poudre de lactosérum ou en ses variantes déminéralisées, déprotéinées ou délactosées. Également, il peut être valorisé sous forme de concentrés protéiques, d’isolat de protéines sériques, du lactose ou d’autres fractions (Macwan et al., 2016; Kosseva et al., 2009) (Figure 1.1). Decharge directe (interdit due à Lactosérum la charge COD) Traitement Traitement Physique Biotecnologique Separation Concentration de Fraction de solides totaux Digestion Fermentation de fines solides totaux anaérobie Concentré Lactose Ethanol, acide Poudre de Poudre de Biomasse Fromage Poudre de de lactosérum lactosérum propionique, Biogaz Enzymes lactosérum proteines acide citrique, (CH4) déminéralisé déprotéiné acetoine (WPC) acide acétique 2-3 butanediol Figure 1.1 Schéma de valorisation de lactosérum (Adapté Yadav et al., 2015) La valorisation du lactosérum réalisée à partir de technologies diverses permet d’obtenir de nombreux produits. Parmi les technologies les plus utilisées se trouvent le séchage, l’évaporation, l’osmose inverse, la nanofiltration, l’ultrafiltration (De Souza et al., 2010; Yorgun et al., 2008). Cette dernière est un procédé de séparation sur membranes qui permet de concentrer les protéines et génère un sous-produit appelé perméat de lactosérum. Étant donné que le lactose est le principal composant des matières solides du lactosérum, divers procédés biotechnologiques ont été mis au point pour utiliser le lactosérum comme substrat pour produire des produits industriels importants tels que des enzymes, de la biomasse riche en 3
protéines, de l’éthanol, ou du biogaz (Moulin et Galzy, 2013; Panesar et al., 2013; Vamvakaki et al., 2010). Divers microorganismes sont utilisés dans le procédé de fermentation à partir du lactosérum (Tableau 1.2). Tableau 1.2 Bio-utilisation de lactosérum Microorganismes Produit Références Kluyveromyces marxianus Éthanol (Guimarães et al., 2010; Hadiyanto et al., 2014) Escherechia coli Éthanol (Akbas et al., 2014) Saccharomyces cerevisiae Fructose-diphosphate (Siso, 1996) Methanobacterium Biogaz (Fernández-Gutiérrez et al., 2017) Clostridia Hydrogène (Fernández-Gutiérrez et al., 2017) Lactobacillus casei Acide lactique (Panesar et al., 2007) Lactobacillus casei Probiotiques (Panesar et al., 2013) Clostridium saccharobutylicum Butanol (Qureshi et al., 2014) Klebsiella, Serratia, Escherechia 2-3 Butanediol (Ji et al., 2011; Rousseau et al., 2017) Phaffia rhodozyma β-carotene (Spalatelu, 2012) Lactobacillus helveticus Acide lactique (Schepers et al., 2002) Cependant, dans certains cas, l’hydrolyse du lactose est une première étape avant la fermentation par les microorganismes, car certains microorganismes sont incapables d’hydrolyser le lactose (Lapointe-Vignola, 2002). Panesar et al. (2007), assurent que l’hydrolyse permet d’améliorer le rendement. En effet, Moulin (2013) a utilisé le perméat de lactosérum comme substrat de fermentation pour la production de polysaccharides, les résultats ont montré que le lactose doit être tout d’abord hydrolysé. Certains chercheurs ont évalué l’efficacité de la modification génétique des microorganismes afin d’obtenir un meilleur rendement est une autre thématique récente des études effectuées les dernières années. Ces développements biotechnologiques permettent de modifier des séquences génomiques de certaines bactéries afin d’améliorer la production de certains composants comme la production d’éthanol (Diniz, 2014) ou la production de molécules comme l’acetoine et le 2-3butanediol (2-3BD) (Rousseau et al., 2017). 4
1.3 Concept de développement durable et l’intérêt des études d’évaluation environnementale « La déclaration de Rio stipule que le développement durable est centré sur le droit des êtres humains à une vie saine et productive en harmonie avec la nature, et que le développement doit être réalisé de façon à satisfaire équitablement les besoins relatifs à la croissance et à l'environnement des générations présentes et futures » (Vaillancourt, 1998). L’environnement n’est pas l’unique domaine du développement durable, il comporte trois dimensions : économique, sociale et environnementale, c’est pour cela que les acteurs du monde actuel prennent graduellement conscience que les modes actuels de production, de consommation et d’occupation du territoire devront être modifiés. Les apports de la science et de l’innovation seront indispensables pour tout changement et amélioration (Tremblay, 2001). De nombreux outils ont été développés afin d’encourager et d’accompagner les industries à implanter une démarche en développement durable. La notion d’éco-efficience est définie comme « une stratégie de gestion qui combine le performance environnemental et économique. Elle permet la création de meilleures produits et services tout en réduisant l’utilisation des ressources, les déchets et la pollution tout au long de la chaine de valeur. Elle crée plus de valeur avec moins d’impact environnementale. Non seulement, elle permet d’économiser les coûts de production, mais aussi ouvrir des nouvelles sources de revenus pour les entreprises » (Madden et al., 2006). Les entreprises ont changé de manière significative leur attitude à l’égard de l’environnement, passant de la défensive à une attitude positive et éco-efficiente. Cette évolution s’explique par des raisons principalement économiques : la réduction où l’élimination des déchets, la réutilisation d’une partie ou de la totalité des sous-produits, l’augmentation de la productivité des ressources, la réduction de la consommation d’énergie entraînent une hausse de l’efficience et une diminution des coûts (Madden et al, 2006). Jolliet (2010), propose deux conditions pour que les actions posées soient efficaces : la première est de disposer des solutions technologiques satisfaisantes pour l’utilisateur. La deuxième condition est de déterminer quelles sont les priorités d’action parmi l’ensemble des mesures possibles. 5
Dans le but de répondre à ces besoins, différents outils d’analyse environnementale ont été développés. L’analyse de cycle de vie (ACV), l’analyse des flux d’une substance (AFS), l’étude d’impact environnemental (EIE) et l’analyse risque (AR) de sont des outils utiles qui permettent aux gouvernements, aux entreprises ou aux consommateurs de prendre des décisions au niveau environnemental. L’ACV permet de calculer des impacts sur l’environnement selon plusieurs indicateurs dans une perspective globale. L’AFS permet le suivi d’une substance unique pendant une période déterminée et un secteur particulier. L’EIE calcule les effets possibles d’une nouvelle activité dans un endroit défini. L’AR, quant à elle, n’étudie que la toxicité des substances faisant l’objet de l’étude. (Tableau 1,3). Tableau 1.3 Caractéristiques principales des outils d’analyse environnementale (Jolliet, 2010) Échelle et Effets et Outil Objet cycle de substances Effets rapportés Éléments utilisés vie considérés ACV Produit, Globale, Effets Fonction du Bilan de masse, impact service, régionale. multiples, produit, du environnemental, système grand nombre service ou du modèles multimédias. de substances. système. AFS Substance Globale, Pas d’effet. Temps et région Bilan de masse, polluante régionale. Substance donnée. modèles multimédias. unique. EIE Activité Local, Variable selon Capacité Variable selon localisée effets l’auteur. d’absorption l’auteur. locaux. locale. AR Installation Local ou Toxicité. Période donnée. Modèles multimédias ou produit régionale. Évaluation de l’effet. chimique L’ACV est un outil qui évalue l’impact d’un grand nombre de polluants ainsi que leurs effets sur l’air, l’eau et les sols. De plus, c’est un outil complémentaire aux développements technologiques puisqu’il met en évidence les processus à améliorer en priorité. Cet outil permet de vérifier que les améliorations environnementales ne résultent pas en un déplacement de charges polluantes (Jolliet et al., 2010). Par rapport à d’autres méthodes, l’effet de considérer l’interaction entre la performance environnementale et la fonctionnalité permet d’exprimer les émissions polluantes et la matière première en fonction du produit ou du système étudié. C’est pour cette raison que l’ACV est un outil très utile. 6
L’ACV trouve donc sa pertinence dans l’évaluation d’un procédé de gestion des résidus, car celui-ci a un impact important dans son environnement immédiat et pour l’ensemble de la planète en raison des quantités de ressources utilisées, de la consommation énergétique et des déchets associés aux procédés. 1.4 Problématique environnementale de l’industrie fromagère « Les questions environnementales prennent une place croissante lors des prises de décisions politiques, économiques et industrielles » (Jolliet et al., 2010). Augustin (2013), affirme que l’industrie laitière doit faire sa part pour contribuer à la sécurité alimentaire mondiale de manière durable. Le lactosérum a une très grande importance dans l’industrie due au volume de production et sa composition nutritionnelle. De par les importantes quantités produites, le lactosérum est la substance la plus polluante issue de la fabrication de fromage dû à son haut contenu de matière organique (Prazeres, 2012). En effet, la demande chimique en oxygène (DCO) du lactosérum est 100 000 mg O2/L (Yorgun et al., 2008) et la demande biologique en oxygène (DBO) varie entre 40 000 et 60 000 mg de O2/L. Selon Baldasso et al. (2011), seulement la moitié du lactosérum est valorisé dans le monde. Lorsque le lactosérum est déversé dans les cours d’eau (rivières, fleuves, etc.), cela génère une diminution du contenu en oxygène dissous, des problèmes d’eutrophisation et de toxicité modifiant les propriétés physico-chimiques des écosystèmes aquatiques (Córdoba, 2013; Valencia et al., 2009). Pour ces raisons, la gestion du lactosérum a entraîné un durcissement de la législation ayant trait à la qualité des effluents (Farizoglu, 2004). Au Québec, selon les normes prescrites par le Ministère du Développement durable de l’Environnement et des Parcs (2011), la charge organique des effluents d’industries agroalimentaires ne peut pas dépasser 10 mg DBO5/l. Différentes technologies et procédés ont été développés afin de diminuer l’impact environnemental de la gestion du lactosérum en produisant des sous-produits à valeur ajoutée (Alves et al., 2014; Venetsaneas, 2009). Cependant, peu de travaux de recherche ont été réalisés jusqu’à maintenant pour évaluer l’impact environnemental et le déplacement des charges polluantes pendant la valorisation du lactosérum. Ceci offre une opportunité pour la mise en œuvre d’une nouvelle étude. 7
Chapitre 2. Revue de littérature 2.1 Valorisation du lactosérum La valorisation du lactosérum est faite en le transformant en produits ayant une plus grande valeur économique. Cette valorisation est importante pour éviter de payer des frais de traitement ou de disposition du lactosérum. Le lactosérum non modifié est communément utilisé pour l’alimentation du bétail et la production de boissons (Spreer, 1998). Étant donné que la fraction principale des solides est le lactose avec des protéines solubles, des vitamines et des minéraux, divers procédés biotechnologiques et procédés physico-chimiques ont été appliqués pour être utilisés comme substrat pour produire des produits de valeur industrielle (Prazeres et al., 2012). 2.2 Procédés physiques de valorisation du lactosérum Le lactosérum doit être traité dès que possible, car sa composition favorise la croissance des bactéries. Ces dernières sont les responsables de la dégradation des protéines et de la formation d'acide lactique (Tetra pack, 2003). La récupération de fines, la séparation de gras, la concentration de solides totaux, le fractionnement de solides totaux sont quelques procédés physiques de valorisation du lactosérum (Spreer, 1998). Les technologies liées à chaque procédé sont présentées dans la suite du texte. 2.2.1 Récupération des fines et séparation de gras Emond (2014) affirme que les matières grasses, les particules de fromage (fines) et les bactéries sont des constituants indésirables du lactosérum. C’est pour cette raison que les étapes de prétraitement de lactosérum incluent les opérations unitaires de clarification, de séparation de gras et refroidissement. Clarification ou filtration de fines : il consiste en l’étape de récupération de petites agglomérations des caséines connues aussi sur le nom de fines (Spreer, 1998). Ces dernières doivent être les premières à être enlevées afin de diminuer leur influence dans la séparation des graisses et de prévenir des problèmes de colmatage (Lapointe-Vignola, 2002). La teneur en fines séparables dans le lactosérum varie entre 0,05% et 0,20% pour les fromages à pâte ferme et semi-ferme tandis 1
qu’elle est de 1% pour des fromages à pâte molle (IDF, 1997). Différents dispositifs de séparation peuvent être utilisés, tels que des cyclones, des séparateurs centrifuges ou des tamis vibrants ou rotatifs (Tetra pack, 2003). Les cyclones et les séparateurs centrifuges utilisent la force centrifuge afin de séparer les particules plus lourdes (solides) d’un liquide. Le lactosérum entre tangentiellement dans l’équipement. En raison de la force centrifuge, les fines se déplacent vers la paroi extérieure de l’équipement où elles sont recueillies (Spreer, 1998). Le débit de l’équipement est le paramètre le plus important afin de sélectionner un équipement. Il y a une relation proportionnelle entre le débit et la quantité d’énergie nécessaire. Plus le débit est élevé, plus l’équipement a besoin d’énergie (Tableau 2.1). Tableau 2.1 Clarificateurs de lactosérum (Rodem, 2010) Modèle Débit Moteur kg/h (lbs/h) kW (hp) D407 11 339, 81 (25 000) 11,19 (15) D20 20 411, 66 (45 000) 18,64 (25) D25 24 947, 58 (55 000) 18,64 (25) D714 36 287,39 (80 000) 21,63 (29) D618 45 359,24 (100 000) 37,28 (50) D718 58 967, 01 (130 000) 37,28 (50) D918 68 038,86 (150 000) 41,76 (56) La technologie des tamis vibrants est également utilisée pour la séparation des fines. Le lactosérum est entreposé dans un bassin, après il passe à travers les tamis, où la vibration permet la rétention des fines pendant que le lactosérum clarifié passe à travers les tamis (Spreer, 1998). Écrémage : est le processus de séparation de la matière grasse contenue dans le lactosérum. Cette étape utilise le principe de la centrifugation : la matière grasse de basse densité est dirigée à l’intérieur des canaux de l’équipement pendant que le lactosérum écrémé se déplace vers l’extérieur des canaux (Lapointe-Vignola, 2002). Selon IDF (1997), la teneur en matière grasse du lactosérum écrémé est de moins de 0,05%. La crème de lactosérum, souvent d'une teneur en matières grasses de 25 à 40%, peut être partiellement réutilisée dans la fabrication du fromage. Dans certains cas, la crème de lactosérum est convertie en beurre de lactosérum (Tetra pack, 2003). 2
Afin de séparer et récupérer la matière grasse du lactosérum, Tetra pack (2010) a développé différents modèles d’équipements. Chaque modèle a deux débits différents selon les caractéristiques du lactosérum : si le lactosérum a été clarifié avant ou non (Tableau 2.2). Tableau 2.2 Écrémeuse de lactosérum (Rodem, 2010) Model Débit Débit pre-clarifié Moteur kg/h (lbs/h) kg/h (lbs/h) kW (hp) H407 4 535,92 (10 000) 4 535,92 (10 000) 11,18 (15) W10 7 257,48 (16 000) 7 257,48 (16 000) 14,91 (20) W15 9 979,03 (22 000) 11 793,40 (26 000) 14,91 (20) W614 13 834,57 (30 500) 16 102,53 (35 500) 18,64 (25) W714 20 411,66 (45 000) 22 679,62 (50 000) 21,63 (29) W518 25 174,38 (55 500) 27 442,34 (60 500) 21,63 (29) W618 27 215,54 (60 000) 31 751,47 (70 000) 25,35 (34) Refroidissement et entreposage : le lactosérum doit être réfrigéré ou pasteurisé et refroidi dès que la graisse et les fines ont été enlevées. Pour un stockage de courte durée (10 - 24 heures), le refroidissement à 5°C est généralement suffisant pour réduire l'activité bactérienne (Spreer, 1998; Tetra pack, 2003). Des périodes plus longues de stockage nécessitent une pasteurisation du lactosérum directement après l'élimination des graisses et des fines (Tetra pack, 2003). 2.2.2 Concentration de solides totaux La concentration a comme but d’éliminer la quantité d’eau présente dans le lactosérum. Ce procédé permet de réduire le volume du lactosérum afin de faciliter le transport et de produire un produit de valeur ajoutée comme le lactosérum en poudre (Spreer, 1998). Osmose inverse : les technologies membranaires comme l’osmose inverse (OI) et la nanofiltration (NF) sont des technologies utilisées pour la concentration du lactosérum. Elles se distinguent par le diamètre de pores et la pression d’opération utilisée. L'OI est utilisée sous des conditions de pression comprises entre 3,0 MPa et 5,0 MPa (30 et 50 bar) alors que les pressions utilisées par la NF sont comprises entre 1,5 MPa et 3,0 MPa (15 à 30 bar) (Lapointe-Vignola, 2002). La taille des pores est très liée aux éléments retenus par les membranes. Un diamètre de pores entre 0,1 et 1 nm (NF) est idéal pour la rétention du lactose et des minéraux complexes. Par 3
contre, un diamètre inférieur à 0,1 nm (OI) est idéal pour la rétention des sels monovalents (Na, K, Cl) (Lapointe-Vignola, 2002). L’osmose inverse est un procédé baromembranaire qui permet de concentrer les solides totaux du lactosérum de 6 à 18% (Rodem, 2010). L’équipement est constitué d’un réservoir d’alimentation, d’une membrane, de deux manomètres et d’au moins une pompe. Le lactosérum entre dans le système tangentiellement à la membrane qui, sous pression, permet de séparer le retentât (retenue) et le perméat (résidu)(Lapointe-Vignola, 2002). Fellows (2009), affirme que le mode opération de la concentration de lactosérum (continu ou batch) a une influence sur les besoins énergétiques du système. Si l’équipement d’OI travaille en continu, 10 KWh par 1 000 L d’eau enlevés sont nécessaires. Néanmoins, si le système travaille en batch le système a besoin de 20 KWh par 1 000 L d’eau enlevés (Tableau 2.3). Tableau 2.3 Technologies de concentration de lactosérum, calculée pour 1000 L d’eau enlevée (Adapté de Fellows, 2009) Technologie Osmose inverse Évaporation Paramètre En continu Batch Vapeur - - 250 -550 kg Consommation 10 KWh 20 KWh Simple-effet 387 KWh d’électricité Double-effets 90 KWh 7 effets 60 KWh Énergie de 0 – 29 300 kJ 0 – 58 600 kJ 1,2 x 106 – 5,2 x 106 kJ refroidissement Concentration Maximum 30% des Maximum 30% des Maximum 60% des produit final solides totaux solides totaux solides totaux Afin de diminuer la consommation énergétique élevée des procédés d’évaporation (tableau 2.3), l’OI est considérée comme une étape de pré-concentration avant l’évaporation. Évaporation : est un procédé qui permet de retirer par ébullition l’eau présente dans le lactosérum. Normalement, le produit est chauffé avec de la vapeur dans un échangeur de chaleur qui a besoin d’une grande quantité d’énergie pour faire bouillir l’eau (Lapointe-Vignola, 2002). La chaudière pour faire bouillir l’eau est habituellement alimentée au mazout, au charbon ou au gaz 4
Vous pouvez aussi lire