CAHIER TECHNIQUE PROFESSIONNEL CYLINDRES YANKEES ET FRICTIONNEURS
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
Annexe 3 - Pages : 1 / 29
CAHIER TECHNIQUE PROFESSIONNEL
CYLINDRES YANKEES ET FRICTIONNEURS
Annexe 3
CONTROLES ET CRITERES D’ACCEPTATION
Décembre 2010
Version 1 Janvier 2013
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs \ version 1 janvier 2013 Annexe 3
Annexe 3 - Pages : 2 / 29
SOMMAIRE
1. CONTROLE C1 – CONTROLE VISUEL INTERNE VIROLE, FONDS ET VISSERIE
2. CONTROLE C2 – INCLINAISON DES FONDS / VIROLE
3. CONTROLE C3 – CONTROLE VISUEL EXTERNE VIROLE, FONDS ET VISSERIE
4. CONTROLE C4 – CONTROLE MAGNETOSCOPIQUE VIROLE, FONDS
5. CONTROLE C5 – VISSERIE – CONTROLE PAR ULTRASONS (UT)
6. CONTROLE C6 - VIROLE, FONDS ET TOURILLONS - FAUX ROND
7. CONTROLE C7 – VIROLE – MESURE D’EPAISSEUR
8. CONTROLE C8 – ACCESSOIRES DE SECURITE (SOUPAPES – ESSAIS DE MANOEUVRABILITE)
9. CONTROLE C9 - ACCESSOIRES DE SECURITE (SOUPAPES – CONSTAT DE TESTS DE MANOEUVRABILITE)
10. CONTROLE C10 - ACCESSOIRES DE SECURITE (SOUPAPES – REVISION ET RETARAGE)
11. CONTROLE C11 – SECURITE ENVIRONNEMENT SECHEUR-TEST DE FONCTIONNEMENT
12. CONTROLE C12 – SECURITE PRESSES – TESTS DE FONCTIONNEMENT
13. CONTROLE C13 – PERSONNEL D’INSPECTION - HABILITATION
14. CONTROLE C14 – PERSONNEL D’EXPOITATION ET DE MAINTENANCE - FORMATION
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs \ version 1 janvier 2013 Annexe 3Annexe 3 - Pages : 3 / 29
1. CONTROLE C1 – CONTROLE VISUEL INTERNE VIROLE, FONDS ET VISSERIE
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
Personnel habilité
C1 - Contrôle visuel interne - 100% de la surface interne 2 ans
OH/SIR
1.1 Présentation
Les contrôles visuels internes permettent la vérification de l’état des surfaces internes du sécheur ainsi que de l’intégrité des structures internes.
1.2 Tableau de synthèse
Critères
Description des contrôles Commentaires Suite à donner
d’acceptation
Sécurité
Recherche de débris Absence de Sécurité de l’intervenant ; intégrité mécanique Réparation / remplacement.
débris
Surfaces internes
Recherche de variations de Uniformité de Typiquement, les surfaces internes peuvent Suivant les cas :
couleur sur les surfaces couleur être brun-rouge dans le cas de l’oxyde - nettoyage chimique,
internes ferrique et gris-noir dans le cas de la - brossage
magnétite. Des variations de couleur - investigations sur la qualité du traitement
significatives doivent être notées. des eaux de chaudière
Recherche de corrosion Absence de Typiquement, les surfaces internes peuvent Suivant les cas :
corrosion être brun-rouge dans le cas de l’oxyde - nettoyage chimique,
ferrique et gris-noir dans le cas de la - brossage
magnétite. Des variations de couleur - investigations sur la qualité du traitement
significatives doivent être notées. des eaux de chaudière
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C1 : Contrôle Visuel InterneAnnexe 3 - Pages : 4 / 29
Critères
Description des contrôles Commentaires Suite à donner
d’acceptation
Intégrité structurelle
Vérification serrage de
la Absence de Vérifier notamment la visserie de l’arbre Réparation avant redémarrage du cylindre :
boulonnerie serrage par central (si boulonné) et des masselottes resserrage ou remplacement.
contrôle sonore d’équilibrage
Vérification état des freins de Freins en place Remise en état des freins avant redémarrage
boulonnerie
Système de récupération de
condensats
Recherche de fissuration Absence de Présence d’assemblages mécano-soudés Sur indication de fissuration, effectuer un
fissuration visible dans les systèmes de récupération des ressuage et un contrôle magnéto (cf. C4).
condensats. Réparation / remplacement si nécessaire.
Recherche d’érosion Absence Perforation de collecteur suite à érosion Réparation / Remplacement. Investigations sur le
d’érosion due à la vitesse des condensats. processus de conduite.
Vérification serrage de la Absence de Vérifier la visserie du système de Réparation avant redémarrage du cylindre :
boulonnerie serrage par récupération des condensats resserrage ou remplacement.
contrôle sonore
Vérification état des freins de Freins en place Remise en état des freins avant redémarrage
boulonnerie
Suite à donner à l’ensemble Investigations complémentaires par NDE si
des contrôles visuels internes nécessaires, réparations avant redémarrage du
cylindre, consignation de l’ensemble des relevés
et des réparations effectués dans le dossier du
cylindre.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C1 : Contrôle Visuel InterneAnnexe 3 - Pages : 5 / 29
2. CONTROLE C2 – INCLINAISON DES FONDS / VIROLE
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
C2 - Inclinaison des fonds - Mesure de l'inclinaison tous les 10 boulons fonds/virole sur les 2 fonds. Personnel habilité 1 an
2.1 Présentation
L'inclinaison des brides de fond est une procédure permettant de déterminer si une corrosion entre le fond et la virole force la séparation de
ceux-ci.
Nota : La mesure peut être effectuée cylindre sous pression « à chaud » ou non « à froid ».
La température du cylindre doit être homogène durant la mesure afin de limiter l’impact sur la dilatation des composants du c ylindre, donc sur
l’inclinaison des fonds.
En cas de mesures effectuées « à chaud » le cylindre n’étant pas en rotation, les condensats s’accumulent au fond du cylindre. Par mesure de
sécurité et pour limiter les déformations du cylindre pouvant induire de mauvaises mesures, il est conseillé d’effectuer des rotations du cylindre de
manière suffisante afin d’homogénéiser la température. En pratique, il est admis qu’une rotation de 15 à 20 minutes toutes les 30 à 45 minutes est
acceptable
Moyen : outil composé d’un niveau à bulle et d’un micromètre. La mesure est lue sur le micromètre en rééquilibrant le niveau,
La procédure consiste à :
- Mesurer l’inclinaison du fond :
o Dans la position soit « à midi » soit « à 6 heures » :
o Noter les mesures à chaque position de mesure
o Effectuer la mesure entre les boulons
o Effectuer une mesure tous les dix boulons en effectuant une rotation du cylindre.
- La mesure relevée est l’inclinaison du fond car effectuée par rapport à la surface verticale.
- La comparaison des mesures est effectuée à la même position d’année en année (pas de comparaison de l’inclinaison entre deux boulons
successifs sur la couronne).
- La première mesure, effectuée lors de l’installation ou à défaut au début de la mise en œuvre du CTP, est appelée valeur de référence ; les
mesures ultérieures sont évaluées par rapport à la verticale et par rapport à cette valeur de référence – voir §2.2.
- Effectuer la mesure sur les deux fonds.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C2 : Inclinaison des fondsAnnexe 3 - Pages : 6 / 29
2.2 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Inclinaison des fonds
Inclinaison du fond (par Forces de poussée résultant du Sur inclinaison supérieure au seuil, recherche
rapport à la verticale) foisonnement de la corrosion de crevasses de corrosion et établissement d'un
< 0.75 mm inter-faciale. plan de remise en état
Recherche des causes et actions correctrices
Variation de l’inclinaison du Forces de poussée résultant du Recherche de crevasses de corrosion et
fond par rapport à la foisonnement de la corrosion l'établissement d'un plan de remise en état
mesure de référence inter-faciale. Recherche des causes et actions correctrices
< 0.25 mm
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C2 : Inclinaison des fondsAnnexe 3 - Pages : 7 / 29
3. CONTROLE C3 – CONTROLE VISUEL EXTERNE VIROLE, FONDS ET VISSERIE
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
- Recherche de traçes indicatives de fuites vapeur au niveau des visseries et des plans de Personnel habilité 1 an
joints (à l'arrêt et à la pression de service).
C3 - Contrôle visuel externe
- Recherche de corrosion à l'extrémité des plans de joints sur 100% des plans de joints.
- Contrôle visuel sur 100% de la surface externe des fonds et de la virole. OH/SIR 2 ans
3.1 Présentation
Les contrôles visuels externes comprennent la recherche de fuites vapeur, les vérifications des interfaces fonds / tourillons et fonds / virole, la
vérification de l'état de surface des fonds et de la virole ainsi que la vérification de ces composants externes.
3.2 Tableau de synthèse
Critères
Description des contrôles Commentaires Suite à donner
d’acceptation
Avant l’arrêt du sécheur
Recherche de la présence de Absence de fuites Les fuites de vapeur permanentes Eliminer les fuites au plus vite
fuites vapeur au niveau des de vapeur provoquent une érosion du métal qui peut
fonds et des interfaces virole / entraîner des dommages sur la structure
fonds et tourillons / fonds
Description des contrôles
Aspect de la surface du Yankee Absence de Un changement d’aspect peut être lié à une Documenter, pour référence ultérieure et
en dehors de l'emprise de la changement variation de l’état du cylindre ou à une recherche de cause de dégradation.
feuille. significatif par modification des conditions opératoires
rapport au contrôle (produits de pulvérisation, racles et leur
précédent oscillation, rampes de pulvérisation des
bords, équilibre des hottes de séchage….)
Etat mécanique des Envisager une réparation, des analyses
composants externes (joints et complémentaires (vibrations) ou un suivi
flexibles vapeur, roulements et accentué.
réducteur)
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C3 : Contrôles Visuels ExternesAnnexe 3 - Pages : 8 / 29
Critères
Description des contrôles Commentaires Suite à donner
d’acceptation
Examen à chaud, à 60-70 % de Absence de fuites
la pression maximale de vapeur
admissible
Recherche de la présence de Absence de fuites Les fuites de vapeur permanentes Eliminer les fuites au plus vite
fuites vapeur ou de condensats de vapeur provoquent une érosion du métal qui peut
au niveau des fonds et des entraîner des dommages sur la structure.
interfaces virole / fonds et Pour faciliter leur détection, le cylindre doit
tourillons / fonds, aux boulons être en rotation lente ; le plus souvent la
de masses d’équilibrage (si présence de fuite se caractérise par une
existant), au couvercle de trou coloration des brides et des zones autour
d’homme et aux anneaux de des boulons.
levage.
Recherche de fuites de vapeur Si nécessaire, dans le cadre d’une Consigner la position des fuites et
sur la surface de la virole recherche de défauts de qualité du papier. programmer la réparation.
Examen sur le cylindre
refroidi, sans vapeur
Recherche sur la virole des Absence de défaut Avant l’examen, nettoyer l’ensemble des
rainures, incisions, porosités et notoire surfaces et des joints à contrôler
autres anomalies de surface Absence de Ces défauts ont essentiellement une Noter la position et la taille des défauts.
corrosion incidence sur la qualité du papier Programmer au besoin la réparation.
Recherche de corrosion aux Absence de Par nettoyage de l’emboîtement fond / virole
emboîtements fonds / virole fissures et utilisation de jauges d’épaisseur
Recherche de fissuration au Envisager des investigations
niveau des fonds et des complémentaires par END (contrôle
tourillons magnéto cf. C4). Si les fissures sont
avérées, le cylindre ne doit pas être remis
en fonctionnement avant l’élimination de
celles-ci.
Suite à donner à l’ensemble des Investigations complémentaires par END si
examens visuels externes nécessaires, réparations avant
redémarrage du cylindre, consignation de
l’ensemble des relevés et des réparations
effectués dans le dossier du cylindre.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C3 : Contrôles Visuels ExternesAnnexe 3 - Pages : 9 / 29
4. CONTROLE C4 – CONTROLE MAGNETOSCOPIQUE VIROLE, FONDS
Contrôles et mesures à effectuer
Réalisation du
N° Nature du contrôle Zone / Etendue Périodicité
contrôle
- Contrôle - Extrémités de la surface externe de la virole, 100% des zones NF EN 473
C4 8 ans
magnétoscopique d'emboitement. (COFREND 2)
4.1 PRESENTATION
La Recherche de défaut de type fissuration dû aux différentes contraintes (machine tournante, travaillant en température, avec application de
presses) est l’objectif principal. Les surfaces concernées sont les zones d’emboîtement des fonds sur la virole et les extrémités de la virole.
Le document technique en annexe 2, page 10/23 et 11/23 nous indique plus particulièrement ces zones contraintes :
Pour les zones d’emboîtement côté fond, c’est l’intersection du rayon de courbure de fonderie du fond avec la face usinée sous les têtes
de vis ou écrous de fixation qui est la plus sollicitée. C’est donc cette zone qui est contrôlée en périphérie et à 100%. Le contrôle
s’étendra également à la zone entre vis/boulons et servira de repère en partant de la zone « 0 » dans l’axe du trou d’homme, puis avec
une numérotation se faisant dans le sens antihoraire face au fond concerné CT (Côté Transmission de la machine) et horaire CC (Côté
opposé au côté transmission, appelé Côté Conducteur).
Pour la virole, ce sont deux bandes couvrant toute la périphérie du cylindre, de largeur 600 mm à 1 m
à partir des extrémités CT et CC de la virole qui seront contrôlées. Le repérage des indications
décelées se fera suivant le repérage des boulons effectués dans le cadre de l’UT (cf. contrôle C5)
Nota : La fine couche de métallisation pouvant être présente sur des cylindres revêtus par ce procédé
n’altère pas la recherche d’indications.
L'ensemble des travaux est supervisé par un personnel certifié niveau 3 MT chargé notamment de la validation des procédures de contrôle et
de leurs avenants ainsi que de l’approbation des Procès Verbaux de contrôles.
Les contrôles sur site sont sous la responsabilité d’une personne certifiée niveau 2 MT au minimum.
Le contrôle a lieu pendant un arrêt pour maintenance du cylindre sécheur. Il est nécessaire de pouvoir assurer le nettoyage ( métal à nu) de ce
cylindre afin d’éviter au maximum la génération de bruit de fond susceptible de gêner l’interprétation. La température du cylindre sécheur ne
devra pas excéder 50°C.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C4 : Contrôle MagnétoscopiqueAnnexe 3 - Pages : 10 / 29
4.2 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Recherche de fissuration sur
les deux zones
d’emboîtement des
fonds/virole 100% de la
périphérie.
Envisager des investigations
Suivant procédure de contrôle définie par le superviseur NF EN 473 complémentaires par END. Si
(COFREND 3). les fissures sont avérées, le
cylindre ne doit pas être remis
Recherche de fissuration sur en fonctionnement avant
la virole, suivant les deux l’élimination de celles-ci.
bandes de 600 mm à 1000
mm CC et CT sur 100 % de
la périphérie.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C4 : Contrôle MagnétoscopiqueAnnexe 3 - Pages : 11 / 29
5. CONTROLE C5 – VISSERIE – CONTROLE PAR ULTRASONS (UT)
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
- Contrôle UT (Recherche - 100% des boulons structurels internes et externes (boulons fonds/virole; boulons
C5 NF EN 473 (COFREND 2) 4 ans
défaut) tourillons/fonds; boulons barres de renforts)
(Périodicité 8 ans pour les cylindres frictionneurs)
5.1 Présentation
L’objet du contrôle consiste à vérifier l’intégrité des vis ou boulons en terme de fissuration, principalement au niveau des liaisons tête / fût ainsi
que des fonds de filets.
Le contrôle s’effectue préférentiellement à partir à partir des têtes des vis ou boulons.
L'ensemble des travaux sera supervisé par un personnel certifié niveau 3 UT chargé notamment de la validation des procédures de contrôle et
de leurs avenants ainsi que de l’approbation des Procès Verbaux de contrôles.
Les contrôles sur site sont sous la responsabilité d’une personne certifiée niveau 2 UT au minimum.
Le contrôle a lieu pendant un arrêt pour maintenance du cylindre sécheur. Il est nécessaire de pouvoir assurer l’accessibilité à l’ensemble des
boulons et / ou goujons ainsi que leur nettoyage à la brosse, afin de permettre la transmission des ultrasons. La température du cylindre
sécheur ne devra pas excéder 50°C. Le contrôle des boulons du diffuseur vapeur à l’intérieur du cylindre sera réalisé à froid.
Les anomalies recherchées sont des sectionnements. Il est théoriquement possible de déceler un sectionnement à n'importe quelle position sur
le boulon/goujon en dehors de la zone morte du traducteur (quelques millimètres depuis la surface).
Cependant, une attention particulière sera portée à la zone correspondant aux contraintes maximales subies par les boulons/goujons, à savoir :
sur le fond du premier filet du filetage où le boulon/goujon est vissé.
A la liaison tête/fût pour les boulons.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C : Contrôle USAnnexe 3 - Pages : 12 / 29
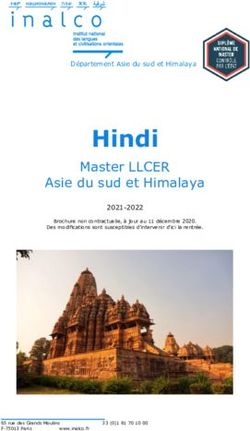
5.2 Repérage des vis ou boulons
Une attention particulière doit être apportée au repérage des boulons. Ce repérage doit apparaître clairement dans le plan de contrôle.
Il faut d’abord repérer la face CC ou CT du sécheur.
La première vis est toujours dans l’axe du trou d’homme.
Le sens de la numérotation est dans le sens horaire CC et antihoraire CT.
Chaque vis ou boulons fait partie d’une rangée en fonction de son utilité :
- Rangée 1 fixation fond/virole
- Rangée 2 fixations barre de renfort (si existantes)
- Rangée 3 fixation des tourillons/fonds
Exemple de repérage pour la boulonnerie externe CC :
Rangée 1 +1
Rangée 2 A
Rangée 2B
Rangée 3
Face CC
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C : Contrôle USAnnexe 3 - Pages : 13 / 29
5.3 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Comparer l'atténuation dans un
échantillon représentatif des
Contrôles de 100 % des vis ou boulons à contrôler avec celle Remplacement de la vis ou du
boulons internes et externes de Rejet de tout défaut supérieur d’un boulon supposé "sain". boulon présentant un défaut
liaison fond/virole, de fixation aux échos obtenus par Cette comparaison pourra se suivant procédure interne de
des barres de renfort et de comparaison sur une faire à partir de l’écho de fond de remplacement de la visserie d’un
fixation des tourillons/fonds boulonnerie saine la vis ou du boulon en fonction sécheur.
des accidents de surfaces
propre à sa géométrie.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C : Contrôle USAnnexe 3 - Pages : 14 / 29
6. CONTROLE C6 - VIROLE, FONDS ET TOURILLONS - FAUX ROND
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
C6 - Faux rond - Mesures sur la surface externe de la virole Personnel habilité 1 an
6.1 Présentation
Les mesures de déflexion ou de faux rond de la virole doivent être réalisées chaque année de manière à déterminer s'il existe des fissures
naissantes ou en évolution au niveau des emboîtements virole / fonds. En effet une variation soudaine et significative du faux rond, non due à
l'usure, ou bien un faux rond important dans les 600 mm à partir du bord et décroissant vers le centre peuvent indiquer un af faiblissement de la
bride de fond provoqué par des fissures.
Les mesures de faux rond doivent être pratiquées par ailleurs systématiquement avant et après chaque rectification du cylindre.
Le faux rond est mesuré dans plusieurs positions dans le sens transversal de préférence à l'aide d'un comparateur de précision.
Ces mesures doivent être pratiquées toujours à la même pression, de préférence à la pression de rectification pour être comparables avec les
mesures pratiquées lors des rectifications. La pression différentielle doit être nulle, de façon à ce que la température du cylindre soit homogène.
Les mesures peuvent être effectuées en marche lente ou cylindre arrêté.
Une indication globale est d’abord recherchée sur 3 génératrices circonférentielles (2 en bordure et une au milieu de la vir ole). Si les valeurs
mesurées sont en deçà des valeurs du tableau au §6.2 le contrôle est validé. Si les valeurs sont supérieures, il faudra appliquer l’un et/ou l’autre
des deux procédés suivants, pour déterminer exactement l’emplacement de l’origine du défaut.
Mesures en marche lente
Mode opératoire :
1. Faire tourner le cylindre en marche lente – typiquement 80 m/min.
2. Monter un ou plusieurs comparateur sur le porte lame pour lire aux positions de mesure (exclure le fond) : A 150, 230, 300 et 380 mm
de chaque bord, au quart et au milieu de la virole.
3. Prendre plusieurs séries de mesure à chaque position, notamment pour celles proches des bords..
4 Consigner les mesures globales de faux rond et noter les anomalies.
5 En cas de dépassement des seuils, effectuer les mesures cylindre arrêté suivant la procédure décrite ci-dessous
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C6 : Faux RondAnnexe 3 - Pages : 15 / 29
Mesures cylindre arrêté
Les mesures effectuées cylindre arrêté ne doivent pas durer plus de 45 minutes ; si elles devaient se prolonger au-delà, remettre le cylindre en
rotation lente durant 15 minutes avant de reprendre les mesures.
Mode opératoire, pour chaque côté (Côté conducteur et côté transmission) :
1. Repérer à la craie les boulons 1 5 10 15 20 etc.… (tous les 5), le boulon 1 étant au centre du trou d'homme et les boulons étant
numérotés dans le sens horaire coté conducteur. Marquer à la craie les bords de la virole (CC et CT) à chaque boulon repéré.
2. Monter un comparateur sur le porte lame pour lire aux positions de mesure (exclure le fond) : A 150, 230, 300 et 380 mm de chaque
bord, au 1/3 et au milieu de la virole.
3 4 personnes sont requises :
a. deux personnes pour tourner le Yankee au levier à une vitesse lente et stable,
b. une personne pour lire le comparateur et annoncer les valeurs en précisant + ou -.
c. une personne pour noter les valeurs
4. Comparateur à zéro au boulon n°1 pour établir une référence.
5. Prendre plusieurs séries de mesure à chaque position, notamment pour celles proches des bords.
6 Consigner les mesures et noter les anomalies.
6.2 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Renflement en bordure Renflements mesurés < 0.15 Interpréter les données avec les
mm dans les premiers personnes compétentes et
380 mm envisager de mettre en œuvre des
investigations complémentaires par
NDE.
Faux rond dû à l’usure Faux rond < 0.5 mm dans Un faux rond < 0.5 mm très localisé Envisager une rectification
toutes les positions mesurées peut aussi demander une
rectification
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C6 : Faux RondAnnexe 3 - Pages : 16 / 29
7. CONTROLE C7 – VIROLE – MESURE D’EPAISSEUR
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
C7 - Mesure d'épaisseur - Mesure périphérique sur la surface externe ou Mesure par ultrasons Personnel habilité 1 an
7.1 Présentation
Les diamètres interne et externe de la virole ont été mesurés lors de la construction.
Par déduction, l’épaisseur d’origine a été établie et validée à la construction.
Ces valeurs sont consignées dans le dossier technique de l’appareil
La mesure d’épaisseur peut être réalisée par 2 méthodes distinctes.
Dans les 2 cas, la surface externe de la virole doit être propre à l’endroit de la mesure
En cas de virole métallisée, l’épaisseur de la métallisation n’est pas prise en compte dans la mesure d’épaisseur de la virol e car non
significative. . L’usure d’une virole métallisée est nulle tant que l’intégrité de la couche de métallisation est maintenue ; l’usure de cette
couche de métallisation est extrêmement faible, normalement de l’ordre de 3/100 ème mm par an ; l’épaisseur de la couche de
métallisation peut être mesurée facilement et remplacera l’une ou l’autre des méthodes ci-dessous pour les cylindres métallisés.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C7 : Mesures d’EpaisseurAnnexe 3 - Pages : 17 / 29
1) . Par mesure périphérique
C’est la méthode recommandée car la plus pratique et la plus fiable.
Le principe de la mesure consiste à relever le diamètre actuel de la surface externe de la virole et de le comparer à celui d’origine pour
en déduire l’épaisseur actuelle de la virole.
La mesure est faite à l’aide d’un mètre ruban appliqué tout autour de la virole.
Cet outil est spécialement conçu à cet effet. Les graduations intègrent une division par Pi et indiquent donc directement le diamètre.
Cet outil est disponible auprès des constructeurs (Pi tape). Il est constitué d’un métal ayant une dilation très proche de la dilatation de la
virole (0.0000065 1/F contre 0.0000060 1/F pour la fonte grise, soit 11.7 x 10- 5 1/K contre 10.8 x 10-5 1/K pour la fonte grise). Il est
référencé et étalonné.
La mesure peut-être effectuée à chaud ou à froid ; effectuée à chaud, il conviendra de s’assurer que le mètre ruban est bien monté en
température avant la mesure et de prendre en compte une compensation de dilatation thermique pour pouvoir comparer la mesure à
celles effectuées à froid lors de la construction. Les mesures à chaud devant permettre la comparaison avec les mesures précédentes,
elles seront toujours effectuées à la même pression vapeur.
La mesure est toujours effectuée au centre de la virole afin de ne pas être impacté par le bombé de celle-ci.
2) Par mesure ultrasons
C’est une méthode qui peut être utilisée si les valeurs d’origines ne sont pas connues. Les cylindres à viroles rainurés limitent la
précision de mesure. Le principe de la mesure consiste à étalonner la vitesse de propagation des ultrasons de l’appareil de mesure sur
une empreinte « étalon » réalisée depuis l’intérieur de l’appareil ou par des cales étalons coulées lors de la fabrication du sécheur si
disponibles. La vitesse étant déterminée, la mesure de l’épaisseur de la virole peut être effectuée suivant un repérage déterminé.
La mesure doit toujours être effectuée à froid.
Le procédé de mesure doit être défini et réalisé par un personnel qualifié NF EN 473 (COFREND 2).
7.2 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Mesure d’épaisseur Perte d’épaisseur maximale Au fur et à mesure que la virole perd de En cas de dépassement des
définie par le fabricant du l’épaisseur, après rectification ou suite à une critères d’acceptation : Mise au
cylindre et consignée dans usure normale liée au process de rebut de l’appareil.
le dossier technique de fabrication, les paramètres de
l’ESP. fonctionnement de l’appareil doivent être
vérifiés et ajustés si nécessaire afin de ne
pas dépasser les limites établies par le
constructeur (courbe de détarage).
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C7 : Mesures d’EpaisseurAnnexe 3 - Pages : 18 / 29
8. CONTROLE C8 – ACCESSOIRES DE SECURITE (SOUPAPES – ESSAIS DE MANOEUVRABILITE)
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
C8 - Essai de manoeuvrabilité - Accessoires de sécurité lié à l'ESP. Personnel habilité 1 an
8.1 Présentation
Les Frictionneurs et Yankees, comme tout ESP, sont protégés par des accessoires de sécurité. Leur vérification doit être assurée en tenant compte
de toutes les exigences de l’article 26 de l’arrêté du 15 mars 2000 modifié et suivant le référentiel NFE 29 411, 29412 et 29421.
Ces accessoires sont le plus généralement des soupapes. Elles doivent faire l’objet de contrôles visuels et de test de manœuvrabilité tous les ans.
Le test de manœuvrabilité doit se faire dans les conditions process d’utilisation de l’équipement.
Il peut se faire en actionnant le levier prévu à cet effet directement sur la soupape, mais sur les gros débits, comme celles qui équipent les
sécheurs, le risque est de laisser la soupape en pleine ouverture et de dégrader les sièges par laminage vapeur.
Il est donc recommandé de faire appel à des entreprises spécialisées, qui adaptent des appareils hydrauliques permettant de manœuvrer la tige de
la soupape très progressivement à l’ouverture et à la fermeture. Le début de déclenchement est répété deux fois. Cela permet de vérifier que la
soupape n’est pas bridée ni à son ouverture et ni à sa fermeture.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C8 : Soupapes, Essais de manœuvrabilitéAnnexe 3 - Pages : 19 / 29
8.2 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Documentation correspond au matériel
Continuer le contrôle.
Recherche dans les documents des sur site
Les identifications des documents et
ESP des identifications des accessoires Si des erreurs de saisie apparaissent
des accessoires de sécurité montés Si ces derniers ne sont pas
concernés et de leur correspondance entre la documentation et le matériel
sur le site doivent correspondre disponibles, remplacement des
sur le site installé sur le site, rechercher les
soupapes
documents correspondants.
Matériel propre et non corrodé Continuer le contrôle.
Contrôle visuel de la soupape, sans Matériel propre (pas de salissures Nettoyage
démontage de ses éléments constitutifs process environnant), Contrôle de la corrosion externe,
(circulaire BSEI 06-080 § 26) Pas de traces de corrosion Salissures et ou traces de corrosion
remplacement de l’accessoire au
moindre doute sur son intégrité
Identification présente, Identification complète Continuer le contrôle
Contrôle des plaques d’identification des
Dates et nom de la (des) société(s)
derniers tests de manœuvrabilité et de Procéder au complément
ayant effectué les tests et retarage Identification incomplète
retarage (circulaire BSEI 06-080 § 26) d’identification
bien indiqués
Température de la sortie de Température correspondante au
l’échappement doit être égale à la matériel métallique environnant et pas
Continuer le contrôle
température ambiante du matériel de traces de fumeroles ni de
Contrôle de l’étanchéité de la soupape métallique environnant. condensats
sur son siège Aucune trace de fumeroles à la
sortie de l’échappement ou de Procéder au démontage de la
Echappement chaud et ou traces de
condensats dans le pot de soupape pour une révision
fumeroles et ou traces de condensats
récupération complète et un retarage
Le glissement de la tige de la
soupape dans ses guides doit
Test OK Contrôle terminé
Contrôle de manœuvrabilité de la permettre un libre déplacement
soupape permettant d’assurer l’ouverture et la
fermeture de la soupape sur son
siège Démontage de la soupape pour
Difficulté à l’ouverture ou à la fermeture
révision complète et retarage
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C8 : Soupapes, Essais de manœuvrabilitéAnnexe 3 - Pages : 20 / 29
9. CONTROLE C9 - ACCESSOIRES DE SECURITE (SOUPAPES – CONSTAT DE TESTS DE MANOEUVRABILITE)
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
- Constat des tests de
C9 - Accessoires de sécurité lié à l'ESP. OH/SIR 2 ans
manoeuvrabilité
9.1 Présentation
Le test décrit ci-dessus ayant donné satisfaction, pour chaque soupape contrôlée un PV de manœuvrabilité doit être établi.
Il doit reprendre les identifications du site, de la soupape, les conditions process d’utilisation.
9.1 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Contrôle terminé
Edition d’un rapport complet à
Constat de manœuvrabilité de Soupape libre de toute OK conserver dans les archives de
la soupape contrainte l’ESP, marquage de la soupape sur
site attestant de la réussite au test
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C11 : Sécurité SystèmeAnnexe 3 - Pages : 21 / 29
10. CONTROLE C10 - ACCESSOIRES DE SECURITE (SOUPAPES – REVISION ET RETARAGE)
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
C10 - Révision et Retarage - Accessoires de sécurité lié à l'ESP. Personnel habilité 4 ans
10.1 Présentation
Les opérations de révision et retarage des soupapes sont réalisés tous les 4 ans et confiés à des sociétés spécialisées.
Cela consiste :
au démontage des soupapes du site
à leur identification et aux contrôles des documents correspondants
à leur démontage et à l’expertise de toutes leurs pièces constitutives
au remplacement des pièces défectueuses
au nettoyage et mise en peinture des pièces qui seront remontées
au retarage de la soupape une fois remontée sur un banc d’essai
à procéder à des essais d’étanchéité
à procéder au tarage proprement dit.
Un PV de retarage est établi.
Les soupapes sont remontées sur le site.
L’échange standard de soupape, révisée et retarée suivant les conditions ci-dessus, est admis.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C11 : Sécurité SystèmeAnnexe 3 - Pages : 22 / 29
10.2 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Nettoyage, sablage, peinture et
Pièces conformes
remontage.
Après démontage complet de la Pièces conformes (métrologie,
soupape, contrôle de l’intégrité état, …)
des pièces constitutives. Pièces non-conformes Pièces à remplacer.
Nouveau démontage de la
soupape pour expertise, réparation
Soupape libre de toute Test non-conforme ou remplacement des pièces
contrainte défectueuses et remontage de la
soupape sur le banc d’essai.
Seuil de déclenchement OK
suivant test choisi (par
Mise au banc de la soupape
exemple suivant test Contrôle terminé.
après révision.
KELLOG, à 90% de la valeur Edition d’un rapport complet à
du réglage il doit y avoir une conserver dans les archives de
fuite de 20 bulles par minute) l’ESP, marquage de la soupape
La soupape sera déclenchée Test conforme attestant de la réussite au test et
deux ou trois fois au minimum remontage sur site.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C11 : Sécurité SystèmeAnnexe 3 - Pages : 23 / 29
11. CONTROLE C11 – SECURITE ENVIRONNEMENT SECHEUR-TEST DE FONCTIONNEMENT
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
C11 - Tests de fonctionnement - Tous les verrouillages existants du système de pilotage Personnel habilité 1 an
11.1 Présentation
- Les verrouillages intéressent le système vapeur, la lubrification des roulements et de l’entraînement, les presses (voir C 12), les hottes de
séchage, les pulvérisations sur le cylindre en général, les systèmes de chauffage et de profilage externe aux sécheurs et enfin les racles et
leur système d’oscillation.
- Suivant les systèmes, la conduite de l’appareil peut être manuelle et/ou assistée par automate programmable industriel (API).
- En cas d’utilisation d’un API, le contrôle réside dans la vérification de l’intégrité des verrouillages sécurité (autrement appelés interlocks) du
système automatisé lié au cylindre.
- Il convient de vérifier le déclenchement automatique réellement obtenue pour chacune des fonctions réalisées sous contrôle de l’API.
- Il est de la responsabilité de l’exploitant de définir un plan de contrôle listant les verrouillages sécurités de l’automate existants et de réaliser
des tests réels de fonctionnement de ses fonctions.
- En cas d’utilisation d’un API, le programme doit comporter, à minima, les 2 verrouillages suivants :
o Impossibilité d’envoyer de la vapeur dans un cylindre statique.
o Mise à l’atmosphère de la vapeur en cas d’arrêt de la rotation du cylindre.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C11 : Sécurité SystèmeAnnexe 3 - Pages : 24 / 29
11.2 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Impossibilité d’envoyer de la Réussite/Échec Des mesures de précaution doivent Sur échec : Modification du
vapeur dans un cylindre être prises lors de la réalisation des système de contrôle commande
statique. tests afin de ne pas aboutir à des avant redémarrage en, production.
situations de mise en danger.
Mise à l’atmosphère de la Réussite/Échec Des mesures de précaution doivent Sur échec : Modification du
vapeur en cas d’arrêt de la être prises lors de la réalisation des système de contrôle commande
rotation du cylindre, hors tests afin de ne pas aboutir à des avant redémarrage en, production.
tolérance de 30 minutes situations de mise en danger.
uniquement dans le cadre de la
mesure à chaud d’épaisseur et
des contrôles de bombé de
virole.
Autres tests de fonctionnement Réussite/Échec Des mesures de précaution doivent Sur échec : Modification du
des verrouillages sécurité du être prises lors de la réalisation des système de contrôle commande
système de pilotage automatisé tests afin de ne pas aboutir à des avant redémarrage en, production.
situations de mise en danger.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C11 : Sécurité SystèmeAnnexe 3 - Pages : 25 / 29
12. CONTROLE C12 – SECURITE PRESSES – TESTS DE FONCTIONNEMENT
Contrôles et mesures à effectuer
N° Nature du contrôle Zone / Etendue Réalisation du contrôle Périodicité
C12 - Tests de fonctionnement - Toutes fonctions élémentaires Personnel habilité 1 an
12.1 Présentation
- L’objectif du test réside dans la vérification de l’impossibilité de dépasser la limite maximale de pression linéaire définie à l’origine par le
constructeur.
- Suivant les systèmes, la mise en application de(s) presse(s) sur la virole peut être réalisée par différents actionneurs (Pneumatique,
hydraulique ou électrique).
- Ces systèmes peuvent intégrer des instruments de mesure et de contrôle, des commandes manuelles ou assistée par automate
programmable industriel (API) et doivent intégrer des sécurités physiques (soupapes,…) et/ou logicielles (verrouillages sécurité de
l’automate)
- Il est de la responsabilité de l’exploitant de définir un plan de contrôle listant les sécurités existantes des systèmes d’application des presses
et de réaliser des tests réels de fonctionnement de ses sécurités.
- A minima, les 2 sécurités suivantes doivent exister :
o Déclenchement de soupapes sur dépassement des seuils de pressions pneumatiques ou hydrauliques des vérins d’application des
presses.
o En cas d’utilisation d’un API, Impossibilité logicielle de demander un dépassement des seuils de pressions pneumatiques ou
hydrauliques des vérins d’application des presses.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C12 : Sécurité PressesAnnexe 3 - Pages : 26 / 29
12.2 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Déclenchement de soupape(s) La pression maximale Sur dépassement du critère
du circuit pneumatiques ou d’application de(s) presse(s) d’acceptation, retarage de(s)
hydrauliques sur dépassement ne doit pas être dépassée de soupape(s) avant redémarrage.
des seuils de pressions linéaire plus de 10%.
d’application des presses.
En cas d’utilisation d’un API, Réussite/Échec Sur échec : Modification du
impossibilité logicielle de système de contrôle commande
demander un dépassement des avant redémarrage en, production.
seuils de pressions
pneumatiques ou hydrauliques
des vérins d’application des
presses.
Autres tests de fonctionnement Réussite/Échec Sur échec : Modification du
des sécurités du système de système de contrôle commande
mise en application de(s) avant redémarrage en, production.
presse(s) sur la virole
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C12 : Sécurité PressesAnnexe 3 - Pages : 27 / 29
13. CONTROLE C13 – PERSONNEL D’INSPECTION - HABILITATION
Contrôles et mesures à effectuer
Réalisation du
N° Nature du contrôle Zone / Etendue Périodicité
contrôle
C13 - Habilitation - Habilitation du personnel réalisant les contrôles par le chef d'entreprise 4 ans
13.1 Présentation
Définition de l’Habilitation : reconnaissance de la capacité d'un salarié à la mise en œuvre des missions d'inspection d'équipements sur un site
industriel donné.
* Yankees uniquement
Compte tenu des compétences, connaissances et expériences du candidat, un programme de formation adapté est défini.
L'habilitation des candidats est ensuite prononcée compte tenu :
- du candidat : volontariat, formation de base, son ancienneté, ses connaissances techniques et process
- de l'avis du supérieur hiérarchique.
- d’attester d’une formation qui concerne la règlementation des équipements sous pression, la métallurgie de base et du soudage, les modes
de dégradation des matériaux dans l’industrie et enfin la technologie constructive et essais destructifs (ED) et non destructifs (END).
- Le compagnonnage avec un inspecteur d’un Organisme Habilité ou un inspecteur qualifié niveau 1 ou 2 et habilité d’un SIR pour apprendre
le métier de l’inspection
Le titre d'habilitation est accordé par le chef d'établissement.
La signature du titre d'habilitation par la personne habilitée implique l'acceptation par celui-ci de l'ensemble des données contenues dans le
système qualité de l’entreprise relatif au site pour lequel il est habilité.
La durée de l'habilitation est de 5 ans à condition que la personne exerce son activité d’inspection (interruption maximum de 2 ans) et qu’elle
réalise le programme de formation prévue dans ce cadre.
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C13 : HabilitationAnnexe 3 - Pages : 28 / 29
Le renouvellement de l’habilitation se fait après examen des différents entretiens de carrière individuels et de l’avis du supérieur hiérarchique
13.2 Tableau de synthèse
Description des contrôles Critères d’acceptation Commentaires Suite à donner
Formation règlementation des
Connaissance de la gestion et du
Equipements Sous Pression
suivi règlementaire d’un ESP
(ESP)
Connaissance des assemblages et
Formation métallurgie de base
des règles de la composition
et du soudage
métallurgique
Formation modes de Connaissance des dégradations des Perte de l’habilitation si programme
dégradation des matériaux dans Attestation de fin de stage ESP en fonction de leurs de formation non respecté
l’industrie utilisations
Connaissance des règles de
Technologie constructive et fabrication des ESP, des moyens de
essais destructifs (ED) et non diagnostiquer les modes de
destructifs (END) dégradations en utilisant des
contrôles ED ou END appropriés
Compagnonnage avec Suivi du compagnonnage
Organismes Habilitéslors (feuille de pointage ou Permet d’apprendre à inspecter un Habilitation impossible si
d’inspection d’ESP attestation de l’OH suivant ESP compagnonnage non effectué
ancienneté)
Permet de s’assurer que la Perte de l’habilitation si pratique de
Suivi de la pratique du
Pratique du contrôle des personne habilitée exerce bien l’inspection des frictionneurs ou
contrôle des frictionneurs et
frictionneurs ou yankee l’activité dans le cadre de son yankee non effectuée pendant une
yankee
habilitation période supérieure à 2 ans
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C13 : HabilitationAnnexe 3 - Pages : 29 / 29
14. CONTROLE C14 – PERSONNEL D’EXPOITATION ET DE MAINTENANCE - FORMATION
Contrôles et mesures à effectuer
Réalisation du
N° Nature du contrôle Zone / Etendue Périodicité
contrôle
- Formation spécifique à l'exploitation, à la maintenance des sécheurs.
C14 - Formation 1 ans
14.1 Présentation
L’exploitant défini un programme de formation visant à s’assurer* Yankees
de la compétence
uniquement de son personnel d’exploitation, d’inspection et de
maintenance afin qu’il puisse respecter les exigences du présent CTP.
Un registre de formation est établi et comporte à minima les informations suivantes :
o Date et lieu de la formation
o Noms, qualifications et signature des intervenants
o Noms, qualifications et signature du/des formateur(s)
o Modules abordés
14.2 Guide de formation
Afin d’aider l’exploitant à l’élaborer un plan de formation, l’Annexe 5 contient un guide de formation listant les modules utiles à l’exploitation,
l’inspection et la maintenance des sécheurs.
Personnel Modules de formation
Tronc commun Description de l’ESP et fonctionnement
Exploitation Normes et procédures d’exploitation
Inspection Normes et procédures d’inspection
Maintenance Normes et procédures de maintenance
COPACEL \ Cahier technique Professionnel\ Yankees et Frictionneurs Annexe 3 – Contrôle C14 : FormationVous pouvez aussi lire