Des solutions innovantes - _PRODUITS PHARES
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Tournage, perçage,
filetage, fraisage
Produits phares
Édition 2023-1
_PRODUITS PHARES
Des solutions
innovantes.
Comment trouver et commander
votre solution d’outillage :
Contact personnel – dans le monde entier
Vous pouvez nous contacter par téléphone, fax ou e-mail. Vous trouverez les coordonnées de votre
interlocuteur local sur notre site Internet à l’adresse : walter-tools.com
Les catalogues et brochures Walter
présentent le programme complet de nos marques de compétence Walter, Walter Titex, Walter Prototyp et
Walter Multiply, en version imprimée ou numérique : avec des vues d’ensemble des gammes, des informations
sur les produits, des recommandations pour les paramètres de coupe et bien plus encore. Avec des liens vers
notre navigateur d’usinage Walter GPS et le Walter TOOLSHOP qui permet de commander directement.
Sur walter-tools.com, vous pouvez consulter rapidement et facilement vos produits Walter en ligne et les
commander, par smartphone, tablette ou PC.
Votre avantage : un accès direct à partir de n’importe quel terminal, avec un affichage optimisé – à tout moment !
Catalogue en ligne Walter Walter GPS Walter Innotime®
Recherche spécifique d’un outil Recherche par application Recherche basée sur la pièce à usiner
Dans le catalogue en ligne de Walter, vous Walter GPS vous permet de trouver en Walter Innotime® vous permet de trouver
trouverez les produits souhaités grâce à la quelques étapes la solution d’usinage opti- la solution d’usinage la plus rentable pour
structure connue de notre catalogue pro- male pour votre pièce, en ligne ou hors votre pièce, y compris tous les outils, opéra-
duits ainsi qu’aux fonctions de filtrage et de ligne, et de la transférer directement dans tions et paramètres d’usinage nécessaires.
recherche. Y sont également intégrés : une le Walter TOOLSHOP si nécessaire ! En procédant tout simplement au téléchar-
fonction d’achat ainsi que des liens pour les gement de votre modèle 3D.
schémas et les modèles.
Modes de commande numériques
Walter TOOLSHOP et EDI
Le Walter TOOLSHOP propose aux clients des possibilités de
s’informer et de passer commande rapidement.
Via la plateforme EDI (Electronic Data Interchange), il est en outre
possible d’échanger des documents (par ex. des commandes) ;
des outils spéciaux peuvent également y être commandés.
Brochure Produits phares Walter 23-1 Sommaire
Page
A – Tournage 3
A1 : Tournage ISO 4
A2 : Réalisation de gorges et tronçonnage 11
B – Perçage 13
B1 : Perçage en pleine matière 14
D – Fraisage 21
D1 : Outils de fraisage en carbure monobloc, en céramique et PCD 22
D2 : Outils de fraisage à plaquettes amovibles 24
ÉVÉNEMENTS, PROMOTIONS,
OFFRES SPÉCIALES ...
Qui est bien
informé dispose
d’un avantage
compétitif.
S’abonner à la
newsletter de
Walter !
1
A – Tournage
A1 : Tournage ISO Page
Nuances de tournage Tiger·tec® Gold WKP01G, WPP05G 4
Système de tournage par copiage Walter Turn W1011-S-P / W1211 / WL17 6
Porte-outil de chariotage Walter Turn SCLC-S-P / … 8
Géométrie FL2 9
Nuance céramique Walter WIS30 10
A2 : Réalisation de gorges et tronçonnage Page
Système de tronçonnage Walter Cut G4011 / G4635-P / DX18 11
Tournage 3
_NUANCES DE TOURNAGE TIGER·TEC® GOLD WKP01G, WPP05G
Deux nuances qui
redéfinissent la vitesse.
NOUVEAU
LA GÉOMÉTRIE LA NUANCE
– FW4, FW5 / FP4, FP5 / WL25-FP4 – Nouveau revêtement Tiger·tec® Gold : MT-TiCN à haute t exture
disponibles en WKP01G et structure régulière et fine – pour une résistance accrue à l’usure
– MW5, MP3, MP5, MU5 / RP4, RP7 / HU3 en dépouille
disponibles en WPP05G – La structure MT-TiCN multicouches améliore l’élasticité des cristaux
– Post-traitement en plusieurs étapes pour une face de coupe lisse,
des frottements réduits et une ténacité améliorée
WKP01G
– Arrondi optimisé de l’arête de coupe pour un meilleur état de surface
lors de la finition
WPP05G
– Al2O3 à haute texture contre l’usure en cratère
Revêtement MT-TiCN multicouches unique
pour une plus grande ténacité et une usure
en dépouille réduite
Arête de coupe tranchante
pour un bon fractionnement
des copeaux
Al2O3 à haute texture –
pour une résistance accrue
à l’usure en cratère
Post-traitement en
plusieurs étapes :
face de coupe lisse,
frottement réduit,
ténacité améliorée
Substrat de carbure avec une dureté à chaud maximale
pour l’usinage à sec ou sous arrosage
Matériaux de coupe hautes performances WKP01G et WPP05G Ill. : CNMG120412-MU5 WPP05G
Ill. : VCMT160404-FP4 WKP01G
4 Walter – Tournage ISO
L’APPLICATION
EXEMPLE D’APPLICATION
– Idéales pour la production en grande série
(par ex. composants de boîte de vitesses, pignons, moyeux de rotor) Bride à denture croisée –
– Extrêmement résistantes à l’usure en cas de coupe continue ébauche extérieure
ou de légères interruptions de coupe
– Matériaux avec une dureté accrue de 900 à 1 400 N/mm²
WKP01G
– Usinage de finition avec une vitesse de coupe maximale
– Application principale : acier (ISO P01) ; fonte (ISO K01)
WPP05G
– Semi-finition et ébauche avec une vitesse de coupe maximale
Matériau : C45 / DIN 1.0503
– Usinage à sec et sous arrosage
Résistance 750 N/mm2
– Application principale : acier (ISO P05) mécanique :
Application secondaire : fonte (ISO K10) Outil : DCLNR2525M12
Plaquette
CNMG120412-MU5 WPP05G
amovible :
Critère de Surveillance de l’effort de coupe
durée de vie : sur la machine
LA TECHNOLOGIE Paramètres Concurrence Walter WPP05G
de coupe ISO P10 Tiger·tec® Gold
TiCN conventionnel MT-TiCN à haute texture
Concurrence Tiger·tec® Gold vc (m/min) 260 290
ap (mm) 3,0 3,0
f (mm) 0,4 0,4
Lubrification Émulsion Émulsion
Durée de vie
20 32
(pièces)
Usure plus rapide, des Résistance supérieure à l’usure, Comparaison : durée de vie
cristaux étant arrachés les cristaux orientés présentant
au matériau. une plus grande résistance.
Concurrence 20
Walter WPP05G 32
Recommandation
relative aux nuances Finition
[Pièces] 10 20 30 40
Vitesse de coupe
élevée
Ébauche
VOS AVANTAGES
– Productivité plus élevée, durée d’usinage plus courte – idéal pour la fabrication en grande série
– Utilisables de manière universelle dans les aciers et les fontes
– Rentabilité élevée grâce au revêtement Tiger·tec® Gold à haute texture – augmentation
moyenne des durées de vie d’environ 50 %
Walter – Tournage ISO 5
_SYSTÈME DE TOURNAGE PAR COPIAGE WALTER TURN W1011-S-P / W1211 / WL17
De petite taille, mais grand en termes
de stabilité et de rentabilité.
COMPLÉMENT DE LA GAMME
NOUVEAUTÉS AU SEIN DE LA GAMME L’OUTIL
Plaquettes amovibles WL17 – Système de tournage par copiage avec système de fixation WL
– Version neutre, à droite et à gauche à empreinte form-fit sur le porte-outil et la plaquette amovible
Outils pour WL17 – Précision de changement de 50 % supérieure
– W1011-S-P : porte-outil de tournage extérieur (par rapport aux plaquettes amovibles ISO)
pour tours automatiques à charioter – Plaquettes neutres, à droite et à gauche utilisables sur le même outil
– W1210 / W1211 : barres d’alésage
LES PLAQUETTES AMOVIBLES
Outils pour WL25
– W1010-C : outils Walter Capto™ – Plaquette amovible positive à 3 arêtes de coupe avec empreinte WL
– W1211 : têtes amovibles QuadFit et pour une fixation sûre de la plaquette
barres d’alésage (pouces) – Géométrie FP4, MP4, FM4 et MM4 avec angle de pointe à 35°
Lubrification de la face de coupe pour
une évacuation optimisée des copeaux
Utilisable à partir de
Dmin 18 mm
3 arêtes de coupe pour un
angle de copiage de 50°
Lubrification des faces de coupe
et de dépouille pour un contrôle
optimisé des copeaux et des
durées de vie plus longues
Système de fixation WL de
la plaquette avec empreinte
form-fit pour une stabilité Système de tournage par copiage Walter Turn Ill. : W1211-12MR-WL17
et une précision maximales Ill. : W1011-1212R-WL17-P
VOS AVANTAGES
– Grande précision dimensionnelle grâce au système de fixation WL avec empreinte form-fit
– Durée de vie maximale grâce à la possibilité de tournage en poussant et en tirant
– Rentable : réduction des coûts d’outils grâce à 3 arêtes de coupe
6 Walter – Tournage ISO
L’APPLICATION
LA TECHNOLOGIE
– Tournage par copiage de gorges jusqu’à 30° ou 50°
– Opérations de tournage en poussant et en tirant
– Pièces d’une grande précision
– Remplace les plaquettes amovibles ISO VBMT, VCMT, DCMT
(avec seulement 2 arêtes de coupe et une stabilité moindre)
W1011-S-P L’outil de tournage par copiage
– Tours à poupée mobile et multibroches avec une pression Walter Turn W1011-P permet un
de lubrifiant pouvant atteindre jusqu’à 150 bar tournage en poussant et en tirant
et utilise 2 arêtes de coupe et des
W1210 / W1211 avances plus élevées
– Tournage intérieur par copiage, dressage de face et
réalisation de gorges axiales
Types et applications de plaquettes amovibles
Système de fixation WL
Walter Turn à empreinte
form-fit avec 3 surfaces
d’appui
30°
R
50°
35°
Comparaison de la taille des types de plaquettes
NEW
25 mm
17 mm
WL 25 WL 17
Walter – Tournage ISO 7
_PORTE-OUTIL DE CHARIOTAGE WALTER TURN SCLC-S-P / …
Allonger les durées de vie sur les
tours à poupée mobile – avec « -P ».
NOUVEAU
L’OUTIL L’APPLICATION
– Porte-outil de chariotage avec lubrification des faces – Tours à poupée mobile et multibroches avec une pression
de coupe et de dépouille de lubrifiant jusqu’à 150 bar / 2 175 psi
– Tête courte : pour un dispositif de serrage court et une – Pièces tournées d’une grande précision
stabilité élevée – Chariotage, dressage de face, tournage par copiage de pièces
– Dimensions du manche : 12×12 et 16×16 mm de petit diamètre
– Plaquettes amovibles : CCGT09…, DCGT11… et VCGT11…
Lubrification ciblée de la face
de coupe – pour un contrôle Solutions Walter pour
efficace des copeaux
tours à poupée mobile
Lubrification de la face de dépouille 3 2 1
pour un ralentissement de l’usure
des plaquettes amovibles
Raccord du lubrifiant flexible
sur 3 positions
1. SDJC-S-P –
Porte-outil de tournage ISO avec lubrification
de précision
2. W1011-S-P –
Système de tournage par copiage avec fixation
à empreinte form-fit
Grande précision de repositionnement
3. G4014-P –
Outils de tronçonnage/gorge à serrage latéral
Porte-outil de chariotage Walter Turn Ill. : SDJCR1212J11-S-P
VOS AVANTAGES
– Moins d’arrêts dus à des accumulations de copeaux grâce à la lubrification ciblée de la face de coupe
– Grande précision de repositionnement ; moins de corrections, même en cas de tolérances serrées
– Durées de vie plus longues, même dans des matériaux réfractaires, grâce à l’arête de coupe refroidie
– États de surface de meilleure qualité qu’avec les systèmes à tête amovible, la stabilité étant plus élevée
8 Walter – Tournage ISO_GÉOMÉTRIE FL2
Finition sûre des
matériaux à copeaux longs.
NOUVEAU
LA GÉOMÉTRIE L’APPLICATION
– Géométrie FL2 – usinage de finition de matériaux – Paramètres d’usinage f : 0,04 à 0,20 mm ; ap : 0,1 à 1,5 mm
à copeaux longs – Matériaux à copeaux longs
– Géométrie positive rectifiée en périphérie – Application principale : groupes de matériaux ISO P et M
– Brise-copeaux très étroit assurant le fractionnement – Application secondaire : groupe de matériaux ISO S
des copeaux en cas de faibles avances et profondeurs
de coupe
LA NUANCE
– Nuance WSM01 avec revêtement PVD-HiPIMS-TiAlN
Angle de coupe de 17° –
destinée aux aciers inoxydables (ISO M01) ou aux pour une coupe douce
matériaux difficiles à usiner (ISO S01)
– Nuances de tournage Tiger·tec® Gold pour l’usinage
des aciers : WPP20G, WPP30G
Arête de coupe principale FL2
17°
Brise-copeaux étroit – pour
un fractionnement optimal des
copeaux lors de l’usinage de
finition avec un faible f et ap
Rayon de bec FL2
17°
Géométrie positive FL2 Ill. : CCGT09T304-FL2 WPP20G
VOS AVANTAGES
– Excellent fractionnement des copeaux en cas de faibles avances et profondeurs de coupe
– Idéale pour les matériaux avec une faible teneur en carbone tels que les aciers inoxydables ou de construction, par ex. St37
WSM01
– Écoulement sûr des copeaux grâce au revêtement HiPIMS-TiAlSiN extrêmement lisse
– Excellents états de surface (jusqu’à Rz 3 μm) lors de la finition de précision
WPP20G / WPP30G
– Productivité maximale grâce à la nuance Tiger·tec® Gold résistante à l’usure
Walter – Tournage ISO 9_NUANCE CÉRAMIQUE WALTER WIS30
Efficace & fiable dans l’Inconel.
NOUVEAU
LES PLAQUETTES AMOVIBLES L’APPLICATION
– Céramique SiAlON – Matériaux ISO S tels qu’Inconel 718, René, Hastelloy, Waspaloy
– Plaquettes de coupe rondes – Tournage et fraisage
– Plaquettes de coupe avec chanfrein – Coupe continue et coupe interrompue
– Plaquettes amovibles CN.., RC.., RN.. et RP.. – Pour l’usinage d’ébauche et de semi-finition
– Jusqu’à ap = 5 mm
T01020 – arête de coupe stable pour
les opérations d’usinage difficiles
Ill. : CNGN – WIS30
E – arête de coupe ronde
pour une coupe douce
Ill. : RPGN – WIS30
Ill. : RCGX – WIS30
Ill. : RNGN – WIS30
Céramique SiAlON WIS30
Nuance céramique Walter WIS30
VOS AVANTAGES
– Excellentes résistance à l’usure et ténacité pour une production fiable
– Haute teneur en aluminium pour une meilleure résistance à la chaleur
– Utilisable de manière flexible pour le fraisage et le tournage
– Usinage de matériaux HRSA les plus divers possible
– Réduction des coûts par pièce grâce à de longues durées de vie
10 Walter – Tournage ISO_SYSTÈME DE TRONÇONNAGE WALTER CUT G4011 / G4635-P / DX18
Nouvelles dimensions de manche
et nouveaux modules pour une
plus grande variété d’applications.
COMPLÉMENT DE LA GAMME
L’OUTIL L’APPLICATION
Outils monobloc Walter Cut G4011 G4011:
– Largeurs de coupe : 2 à 4 mm – Opérations de réalisation et de tournage de gorges jusqu’à
– Profondeurs de coupe : 10 et 17 mm 17 mm de profondeur
– Vis de serrage accessible depuis le haut et le bas – Le premier choix pour toutes les opérations de tronçonnage /
– Dimensions du manche : 16×16 à 25×25 mm gorge / tournage de gorge
Modules de tronçonnage/gorge G4635-P – Utilisable sur tous types de tours
renforcés avec lubrification de précision G4635-P:
– Largeurs de coupe : 2 et 2,5 mm – Réalisation de gorges radiales et tronçonnage jusqu’à un
– Diamètre maximal de tronçonnage : 32 mm diamètre de 32 mm
– Utilisable avec une pression maximale de lubrifiant comprise
entre 10 et 80 bar
Profondeur de coupe
de 10 à 17 mm
Lubrification de précision sur les
faces de coupe et de dépouille
Dimensions du manche
16 à 25 mm
Design unique caractérisé par la
complémentarité des formes au Largeurs de coupe :
Largeurs de coupe niveau de la face d’appui arrière 2 et 2,5 mm
de 2 à 4 mm de la plaquette
Design unique caractérisé par la
complémentarité des formes au
Porte-outil Walter Cut Ill. : G4011-1616R-3T10DX18 niveau de la face d’appui arrière
à manche monobloc G4011/DX18 de la plaquette
Module de tronçonnage/gorge Ill. : G4635-33L-2T16DX18-P
Walter Cut G4635-P/DX18
VOS AVANTAGES
– Fiable grâce à la conception unique du logement de plaquette à empreinte form-fit
(pas de montage incorrect de la plaquette de coupe, notamment pour les plaquettes
de faible largeur)
– Productivité et durée de vie élevées grâce au fractionnement amélioré des copeaux
(pas de bourrages de copeaux)
– Force de serrage maximale grâce au système de bridage ingénieux
Walter – Réalisation de gorges et tronçonnage 11B – Perçage
B1 : Perçage en pleine matière Page
Revêtement multicouches Krato·tec™ 14
Foret en carbure monobloc DC180 Supreme – X·treme Evo Plus 16
Foret en carbure monobloc DC183 Supreme – X·treme Evo 3 18
Foret en carbure monobloc DC166 Supreme 19
Perçage 13_REVÊTEMENT MULTICOUCHES KRATO·TEC™
Ténacité à la rupture augmentée
de 30 % – jusqu’à 50 % d’allongement
de la durée de vie.
NOUVEAU
LA TECHNOLOGIE
– Krato·tec™ – nouvelle technologie de revêtement très résistante
à l’usure pour outils de perçage
– Revêtement AlTiN multicouches très résistant à la rupture
– Couche supérieure texturée à haute teneur en aluminium
– Couche intermédiaire gradée à contraintes résiduelles équilibrées
Couche supérieure texturée à haute teneur en Al –
pour une protection élevée contre l’usure et l’adhésion
Couche intermédiaire AlTiN gradée – pour un équilibre
unique des contraintes résiduelles
Couche AlTiN de base à ténacité optimisée – empêche
la formation de fissures dans le revêtement
VOS AVANTAGES
– Rentabilité maximale grâce au nouveau revêtement multicouches Krato·tec™
– Très productif et fiable grâce à la nouvelle architecture du revêtement
– Protection élevée contre l’usure et l’adhésion en cas de vitesses de coupe élevées
– Performances d’usinage exceptionnelles dans divers matériaux
14 Walter – Perçage en pleine matièreP ESSAI D’USINAGE 1 – ISO P : 42CRMO4 ; 1 000 N/MM²
Krato·tec™
Concurrent 1
Concurrent 2
Trous
0 500 1 000 1 500 2 000
Ø 8,5 mm ; trou débouchant = 30 mm
K ESSAI D’USINAGE 2 – ISO K : EN-GJL1040 ; 200 HB
Krato·tec™
Concurrent 1
Concurrent 2
Trous
0 200 400 600 800 1 000 1 200 1 400
Ø 8,5 mm ; trou débouchant = 30 mm
TÉNACITÉ À LA RUPTURE : HAUSSE DE 30 % !
160
160
140
140
Ténacité à la rupture [%]
120
120
100
100
8080
6060
Essai 1 Essai 2 Essai 3 Krato·tec™
Walter – Perçage en pleine matière 15_FORET EN CARBURE MONOBLOC DC180 SUPREME – X·TREME EVO PLUS
Plus de productivité
et de sécurité du process.
NOUVEAU
L’OUTIL L’APPLICATION
– Foret en carbure monobloc DC180 Supreme – Groupes de matériaux ISO P, M, K, N, S et H
à lubrification interne – Utilisable avec émulsion, huile ou micro-pulvérisation (MQL)
– Ø 3 à 20 mm – Domaines d’utilisation : industrie automobile et aéronautique,
Dimensions standard : secteur de l’énergie, fabrication d’outillages, de moules et de
– 3 × Dc selon DIN 6537 court matrices, construction mécanique générale
– 5 × Dc selon DIN 6537 long
Dimensions Walter Xpress :
– Jusqu’à 5 × Dc
– Foret étagé
Nuance :
– WJ30EZ : K30F, revêtement AlTiN multicouches
Angle de pointe 140°
Arête de coupe droite pour
une stabilité maximale
Foret en carbure monobloc DC180 Supreme
16 Walter Titex – Perçage en pleine matièreEXEMPLE D’APPLICATION
Rail de guidage
Matériau : 60Cr3
Résistance
850 N/mm²
mécanique :
X·treme Evo Plus –
Outil : foret de chanfreinage spécial
DC280-05-15.500A1.WJ30EZ
Lubrification : Émulsion 10 %, – 40 bar
Paramètres Walter
de coupe Jusqu’ici X·treme Evo Plus
vc (m/min) 140 140
n (tr/min) 2 877 2 877
Queue selon DIN 6535 HA, f (mm/tr) 0,25 0,25
extrémité de queue selon DIN 69090
vf (mm/min) 719 719
Profondeur de
45,4 45,4
perçage (mm)
Nombre de trous 550 1 100
Comparaison : durée de vie
Jusqu’ici 550
X·treme Evo Plus 1 100
[Trous] 200 400 600 800 1 000 1 200
Powered by
Ill. : DC180-05-08.500A1-WJ30EZ
VOS AVANTAGES
– Productivité maximale grâce à la technologie de revêtement Krato·tec™
– L’arête de coupe droite assure une sécurité élevée du process
Également disponible via
– Utilisable de manière universelle avec des vitesses de coupe maximales
– Utilisable avec émulsion, huile ou micro-pulvérisation (MQL)
Walter Titex – Perçage en pleine matière 17_FORET EN CARBURE MONOBLOC DC183 SUPREME – X·TREME EVO 3
Positionnement précis et perçage productif.
NOUVEAU
L’OUTIL L’APPLICATION
– Foret en carbure monobloc DC183 Supreme – Groupes de matériaux ISO P, K et N
à 3 arêtes de coupe et lubrification interne – Utilisable avec émulsion, huile ou micro-pulvérisation (MQL)
Dimensions standard : – Domaines d’utilisation : industrie automobile et aéronautique,
– Ø 3 à 16 mm secteur de l’énergie, fabrication d’outillages, de moules et de
– 5 × Dc selon DIN 6537 long matrices, construction mécanique générale
– 8 × Dc selon norme Walter
Dimensions Walter Xpress :
– Ø 3 à 20 mm
– Jusqu’à 30 × Dc
Nuances :
Extrémité de queue adaptée
– WJ30EZ : K30F, revêtement AlTiN multicouches à la micro-pulvérisation
– WJ30EY : K30F, revêtement AlTiN multicouches en pointe
Également disponible via
EXEMPLE D’APPLICATION
Pièce de démonstration Queue selon
DIN 6535 HA
Angle de 3 goujures pour un
pointe 135° débit copeaux maximal
Matériau : 42CrMo4
Résistance
1.050 N/mm²
mécanique :
X·treme Evo 3
Outil :
DC183-08-08.500A1-WJ30EY
Lubrification : Émulsion 6 %, – 40 bar
Paramètres Walter
de coupe Concurrence DC183 Supreme
vc (m/min) 100 100
Haute précision de centrage
n (tr/min) 3 745 3 745 grâce à l'amincissement innovant
de la pointe
f (mm/tr) 0,4 0,4 Powered by
vf (mm/min) 1 500 1 500
Profondeur de
65 65
perçage (mm)
Foret en carbure monobloc DC183 Supreme Ill. : DC183-08-08.500A1-WJ30EY
Durée de vie
106 156
en distance (m)
Comparaison :
durée de vie en distance
Concurrence 106 VOS AVANTAGES
– Productivité maximale grâce à la technologie de revêtement Krato·tec™
X·treme Evo 3 156 – Débit copeaux maximal grâce à 3 arêtes de coupe
– Cylindricité améliorée du trou
[m] 50 100 150 200 – Utilisable avec émulsion, huile ou micro-pulvérisation (MQL)
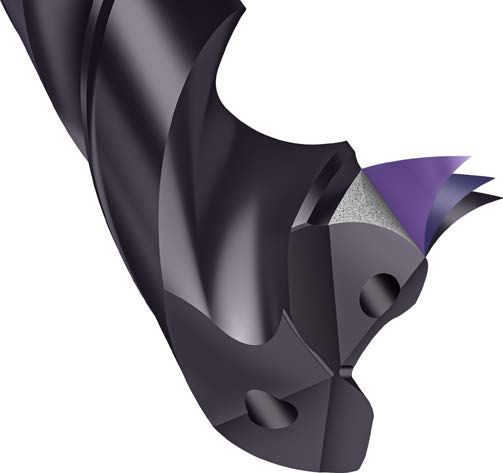
18 Walter Titex – Perçage en pleine matière_FORET EN CARBURE MONOBLOC DC166 SUPREME
Pointe innovante pour
le perçage de l’aluminium.
NOUVEAU
L’OUTIL L’APPLICATION
– Foret en carbure monobloc DC166 Supreme – Matériaux ISO N
à lubrification interne – Utilisable avec émulsion, huile et micro-pulvérisation (MQL)
– Ø 3 à 12 mm – Domaines d’utilisation : industrie automobile et aéronautique,
Dimensions standard : construction mécanique générale
– 5 × Dc selon DIN 6537 long
Dimensions Walter Xpress :
– Ø 3 à 20 mm
– Jusqu’à 30 × Dc
– Foret étagé
Nuance :
– WJ30UU, K30F ; non revêtue
Amincissement innovant de la pointe
pour un acheminement optimal du
lubrifiant (brevet en instance)
Faces de
dépouille polies
Queue selon DIN 6535 HA,
extrémité de queue selon
DIN 69090
Listels polis
Goujures polies
Angle de pointe 140°
Foret en carbure monobloc DC166 Supreme Ill. : DC166-05-08.000A1-WJ30UU
VOS AVANTAGES
– Amincissement de pointe innovant pour des paramètres de coupe et une
productivité hors pair
– L’évacuation fiable des copeaux assure une sécurité élevée du process
– Utilisable avec émulsion, huile ou micro-pulvérisation (MQL)
– Listels polis pour un frottement réduit et une qualité accrue du perçage
Walter Titex – Perçage en pleine matière 19D – Fraisage
D1 : Outils de fraisage en carbure monobloc, en céramique et PCD Page
Fraises en carbure monobloc MC230 & MC233 Advance 22
D2 : Outils de fraisage à plaquettes amovibles Page
Fraise à copier de finition Xtra·tec XT M5460
®
24
Fraise à dresser Xtra·tec XT M5130
®
26
Fraisage 21_FRAISES EN CARBURE MONOBLOC MC230 & MC233 ADVANCE
Xill·tec® –
pour un fraisage universel d’eXcellence.
NOUVEAU
L’OUTIL LA NUANCE
– Fraises Xill·tec MC230 & MC233 Advance avec brise-copeaux
®
– Nuance de fraisage universelle et tenace WK40TF :
– Ø 2 à 25 mm avec revêtement TiAlN
– z2–8
– Longueur de l’arête de coupe (Lc) : de 1 × Dc à 5 × Dc
– Nouvelle géométrie à hélice variable ;
pas différentiel adapté au nombre de dents (z)
Hélice à 36° / 37° / 38°
z=5
P M K N S
Hélice à 38° P
M
K
N
S
z=2
Hélice à 38° P
M
K
N
S
P M K N S
z=3
Hélice à 35° / 37°
z=4
Fraise en carbure monobloc Xill·tec® MC230 Advance Ill. : Xill·tec® MC230 Advance WK40TF
22 Walter Prototyp – Outils de fraisage en carbure monobloc, en céramique et PCDL’APPLICATION
EXEMPLE D’APPLICATION
1er choix pour une ébauche et une finition universelles
– Pour matériaux ISO P, M, K, N et S Charnière modulaire
– z2–3 : rainurage en pleine matière, fraisage de rainures
de clavette et de profils
– z4 : rainurage en pleine matière, fraisage par interpolation
hélicoïdale, tréflage, ramping
– z5 : outil d’ébauche/de finition
– z6–8 : fraisage dynamique et finition
– Domaines d’utilisation : construction mécanique générale,
fabrication d’outillages, de moules et matrices, sous-traitants
de l’industrie aéronautique et aérospatiale, technique médicale, Matériau :
GJS400-18 /
N° de matériau : 5.3105 [160 HB]
industrie automobile et de l’énergie
Outil : MC233-25.0W8XL-WK40TF
Paramètres Xill·tec®
de coupe Concurrence MC233 Advance
Dc (mm) 25 25
z 8 8
vc (m/min) 154 154
fz (mm)
P M K N S 0,28 0,28
vf (mm/min) 4 390 4 390
ae (mm) 0,33 0,5
z = 6–8
ap (mm) 125 125
Q (cm3/min) 183 257
Hélice à 35° / 37° Te (min) 6 4
Comparaison : nombre de pièces
Concurrence 26
Hélice à 36° / 37° / 38°
P
Xill·tec® MC233 Advance 32
M
[Pièces] 10 20 30 40
K
N
S
z=5
Fraise en carbure monobloc Xill·tec® Ill. : Xill·tec® MC233
MC233 Advance Advance WK40TF
VOS AVANTAGES
– Utilisation universelle dans tous les matériaux ISO avec toutes les stratégies de fraisage courantes
– Durée de vie allongée et fonctionnement tout en douceur grâce au pas différentiel et au pas
d’hélice adaptés au nombre de dents
Walter Prototyp – Outils de fraisage en carbure monobloc, en céramique et PCD 23_FRAISE À COPIER DE FINITION XTRA·TEC® XT M5460
Finition stable et fiable même
en cas de longs porte-à-faux.
COMPLÉMENT DE LA GAMME
NOUVEAUTÉS AU SEIN DE LA GAMME LES PLAQUETTES AMOVIBLES
– M5460 avec queue en carbure monobloc en jusqu’à – Plaquettes amovibles rectifiées avec précision à deux dents
3 longueurs par diamètre d’arête de coupe effectives et forme de base positive
– M5460 avec interface ScrewFit – Nuance WHH15X très résistante à l’usure pour matériaux ISO H
– Revêtement AlTiN (optimisé pour l’usinage de matériaux durs)
L’OUTIL – Correction dans la zone d’affûtage pour une précision
– Fraise à copier de finition Xtra·tec® XT M5460 maximale de la pièce à usiner
– Apport d’air comprimé ou micro-pulvérisation par – Géométrie précise des arêtes de coupe pour un état
un canal de lubrification interne de surface optimal
– Ø 8 à 32 mm (3/8 à 1 pouce) Géométries :
– Interfaces : cylindrique modulaire, Weldon, – P3201 (par ex. pour la semi-finition et le fraisage
queue cylindrique, queue en carbure monobloc, de matériaux durs) ;
ScrewFit P3204 (par ex. pour la finition de précision et l’usinage
de finition)
Nuance hautes performances Queue en carbure monobloc –
WHH15X disponible en jusqu’à 3 longueurs
Ill. : P3204-D16 WHH15X
Diamètre de l’arête de coupe (Dc) de 8 à 32 mm
Plaquette amovible P32...
rectifiée en périphérie
Fraise à copier de finition Xtra·tec® XT Ill. : M5460-016-A16-02-08-C
avec queue en carbure monobloc
24 Walter – Outils de fraisage à plaquettes amoviblesL’APPLICATION
EXEMPLE D’APPLICATION
– Copiage de finition très précis de surfaces de forme libre
et de poches profondes Gabarit de copiage
– Pour acier, aciers inoxydables, fonte ainsi que matériaux
X155CrMo12-1 (1.2379)
difficilement usinables Matériau:
ISO H (60 HRC)
– Spécialiste de l’usinage de matériaux durs tels que les aciers Outil: M5460 / z2 / Ø 16 mm
jusqu’à 63 HRC
Plaquette amovible: P3204-D16 WHH15X
– Domaines d’utilisation : fabrication d’outillages, de moules
et de matrices, industrie aéronautique et aérospatiale, Walter
industrie de l’énergie Xtra·tec® XT
Concurrence M5460
vc (m/min) 120 120
fz (mm) 0,1 0,1
ae (mm) 0,5 0,5
ap (mm) 0,5 0,5
Lubrification À sec À sec
Interface ScrewFit
Comparaison longueur de fraisage
+66 %
Concurrence 228
Walter M5460 380
[m] 100 200 300 400
Apport d’air comprimé ou
micro-pulvérisation par un
canal de lubrification interne
Fraise à copier de finition Xtra·tec® XT avec ScrewFit Ill. : M5460-016-T14-02-08
VOS AVANTAGES
– Utilisation universelle grâce aux versions de queue les plus diverses et au large éventail
de matériaux de coupe
– Rentabilité maximale du fait des vitesses de coupe élevées et des retouches plus rares
– Précision et durée de vie maximale grâce à la stabilité extrême des arêtes de coupe
– Sécurité du process maximale et surfaces nettes grâce à l’évacuation optimisée des copeaux
– Nuance WHH15X très résistante à l’usure (spécialement destinée aux duretés > à 58 HRC)
Walter – Outils de fraisage à plaquettes amovibles 25_FRAISE À DRESSER XTRA·TEC® XT M5130
Performance et sécurité
pour un vaste domaine d’utilisation.
COMPLÉMENT DE LA GAMME
NOUVEAUTÉS AU SEIN DE LA GAMME L’OUTIL
– Autres fraises M5130 avec 3 pas de denture pour – Fraise à dresser Xtra·tec® XT M5130
un éventail de produits complet – Section de plaquette stable et dos des dents renforcé
Cartouches interchangeables pour fraises F2010 : – 3 pas de denture pour diverses applications
– FR764M pour BC..1204...R – Angle d’attaque de l’outil d’exactement 90°
– FR765M pour BC..1605...R – Ø 10 à 160 mm (ou 0,5 à 6 pouces)
– Ø 80 à 315 mm ou 3 à 12" – Interfaces : ScrewFit, cylindrique modulaire, queue Weldon
– Concentricité axiale réglable pour un état de ou cylindrique et attachement pour alésage
surface optimal lors de la finition
L’APPLICATION
– Interface : attachement avec alésage cylindrique
– Utilisation universelle dans les groupes de matériaux
LES PLAQUETTES AMOVIBLES ISO P, K, M, N et H
– Rhombiques positives – Surfaçage, dressage, plongée oblique, fraisage de poches
– 2 arêtes de coupe par plaquette amovible et par interpolation circulaire
– Sections transversales stables grâce à un angle – Fraise surdimensionnée pour l’usinage d’épaulements
de dépouille réduit profonds
– Rectifiées en périphérie (ACGT.., BCGT.. ou ACHT.., BCHT..) – Domaines d’utilisation : industrie de l’énergie, fabrication
– Frittées en périphérie (ACMT.., BCMT..) d’outillages, de moules et de matrices, construction
– Plaquettes avec inserts PCD brasés (1 arête de coupe) mécanique générale, etc.
Grande surface d’appui
grâce à l’angle de
dépouille réduit Amélioration de
Pour plaquettes amovibles l’accessibilité
BC..1204…R et BC..1605…R des vis
Section trans-
versale agrandie
Position de montage avec autour du trou de la
dos de dents renforcé plaquette amovible
Cartouches FR764M et FR765M Ill. : FR765M Fraise à dresser Xtra·tec® XT M5130 Ill. : M5130-063-B22-07-15
pour fraise F2010
VOS AVANTAGES
– Fraises F2010 flexibles à cartouches interchangeables et grande plage de diamètres pour un excellent état
de surface lors de la finition
– Sécurité du process maximale grâce à une stabilité élevée
– Paramètres de coupe et durées de vie hors pair pour une productivité maximale
– Parfaitement adaptée à l’usinage grâce à une vaste gamme de produits
– Réduction des coûts d’outils et charge administrative minimale du fait des possibilités d’utilisation universelles
26 Walter – Outils de fraisage à plaquettes amoviblestigertec-gold.walter
28
Façonnez l‘avenir. L‘aluminium conquiert de larges champs d‘application. Dans le domaine automobile et aérospatial, il permet d‘alléger le poids et de réduire les émissions carbone ; dans la construction mécanique générale, il raccourcit les temps d‘usinage. Walter vous propose la gamme d‘outils idéale pour l‘aluminium : en version standard ou sur mesure, via Walter Xpress. Qu‘il s‘agisse de l‘ébauche avec des débits copeaux élevés ou de la finition avec un excellent état de surface, que vous usiniez des matériaux malléables ou des alliages AlSi très abrasifs : les outils de fraisage, de tournage, de perçage et de filetage de Walter donneront à vos pièces en aluminium la forme que vous souhaitez. walter-tools.com
Walter AG
Derendinger Straße 53, 72072 Tübingen
Postfach 2049, 72010 Tübingen
Germany
walter-tools.com
Europe Asia America
Walter Austria GmbH Walter Wuxi Co. Ltd. Walter do Brasil Ltda.
Wien, Österreich Wuxi, Jiangsu, P.R. China Sorocaba – SP, Brasil
+43 1 5127300-0, service.at@walter-tools.com +86 (510) 853 72199, service.cn@walter-tools.com +55 15 32245700, service.br@walter-tools.com
Walter Benelux N.V./S.A. Walter Wuxi Co. Ltd. Walter Canada
Zaventem, Belgique 中国江苏省无锡市新区新畅南路 3 号 Mississauga, Canada
(B) +32 (02) 7258500 电话:+86-510-8537 2199 邮编:214028 service.ca@walter-tools.com
(NL) +31 (0) 900 26585-22 客服热线:400 1510 510
service.benelux@walter-tools.com 邮箱:service.cn@walter-tools.com Walter Tools S.A. de C.V.
El Marqués, Querétaro, México
Walter (Schweiz) AG Walter Tools India Pvt. Ltd. +52 (442) 478-3500, service.mx@walter-tools.com
Solothurn, Schweiz Pune, India
+91 (20) 6773 7300, service.in@walter-tools.com Walter USA, LLC
+41 (0) 32 617 40 72, service.ch@walter-tools.com Greer, SC, USA
Walter Japan K.K. +1 800-945-5554, service.us@walter-tools.com
Walter CZ s.r.o
Nagoya, Japan
Kurim, Czech Republic
+81 (52) 533 6135, service.jp@walter-tools.com
+420 (0) 541 423352, service.cz@walter-tools.com
ワルタージャパン株式会社
Walter Deutschland GmbH
名古屋市中村区名駅二丁目 45 番 7 号
Frankfurt, Deutschland
+81 (0) 52 533 6135, service.jp@walter-tools.com
+49 (0) 69 78902-100, service.de@walter-tools.com
Walter Korea Ltd.
Walter France
Anyang-si Gyeonggi-do, Korea
Soultz-sous-Forêts, France
+82 (31) 337 6100, service.wkr@walter-tools.com
+33 (0) 3 88 80 20 00, service.fr@walter-tools.com
한국발터(주)
Walter Hungária Kft.
경기도 안양시 동안구 학의로 282
Budapest, Magyarország
금강펜테리움 106호 14056
+36 1 464 7160, service.hu@walter-tools.com
+82 (0) 31 337 6100, service.wkr@walter-tools.com
Walter Tools Ibérica S.A.U. Walter Malaysia Sdn. Bhd.
El Prat de Llobregat, España Selangor D.E., Malaysia
+34 934 796760, service.iberica@walter-tools.com +60(3)-5624 4265, service.my@walter-tools.com
Walter Italia s.r.l.
Via Volta, s.n.c., 22071 Cadorago - CO, Italia Walter AG Singapore Pte. Ltd.
+39 031 926-111, service.it@walter-tools.com +65 6773 6180, service.sg@walter-tools.com
Sous réserve de modifications – Printed in Germany 8429274 (11/2022) FR – Copyright Walter AG
Walter Norden AB Walter (Thailand) Co., Ltd.
Halmstad, Sweden Bangkok, 10120, Thailand
+46 (0) 35 16 53 00, service.norden@walter-tools.com +66 2 687 0388, service.th@walter-tools.com
Walter Polska Sp. z o.o.
Warszawa, Polska
+48 (0) 22 8520495, service.pl@walter-tools.com
Walter Tools SRL
Timisoara, România
+40 (0) 256 406218, service.ro@walter-tools.com
ООО „Вальтер“
г. Санкт-Петербург
+7 (812) 334 54 56, service.ru@walter-tools.com
Walter Tools d.o.o.
Maribor, Slovenija
+386 (2) 629 01 30, service.si@walter-tools.com
Walter Slovakia, s.r.o.
Nitra, Slovakia
+421 (0) 37 3260 910, service.sk@walter-tools.com
Walter Kesici Takımlar Sanayi ve Ticaret Ltd. Şti.
Bursa, Türkiye
+90 (0) 224 909 5000 Pbx, service.tr@walter-tools.com
Walter GB Ltd.
Bromsgrove, England
+44 (1527) 839 450, service.uk@walter-tools.comVous pouvez aussi lire