Le carbure est une question de confiance - Tooling the Future - Plansee Group
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
1
Hard Material Solutions 2022 FR
Le carbure est une
question de confiance
CERATIZIT est un groupe d’ingénierie de pointe
spécialisé dans les solutions d'outillage de coupe
et de matériaux durs.
Tooling the Future
ceratizit.com
LE CARBURE EST UNE QUESTION DE CONFIANCE TABLE DES MATIÈRES 3
Table des matières
▲ Bienvenue chez Premium 4
▲ Le groupe CERATIZIT 5
▲ Faits et chiffres 5
▲ Sites de production 6
▲ Carbure cémenté 7-17
Pourquoi le carbure cémenté ? 7
Qu’est-ce que le carbure cémenté ? 8
Exemples des différents champs d’application du carbure 9
La production de carbure 10-13
Les nuances de carbure 14
Les propriétés du carbure 15-17
▲ L’usinage du carbure 18-33
Le ponçage du carbure 19-21
Usinage par électroérosion 22-27
Le fraisage du carbure 28-29
Le tournage dur 30
Le sablage 31
Le polissage 31-32
Les revêtements 33
▲ Les techniques d’assemblage 34-39
Brasage 35-37
Vissage 37
Fixation par collage 38
Ajustement fretté 39
▲ Choisir les nuances de carbure 40-49
Choisir les nuances de carbure 40
Critères de sélection des nuance 41
Nuances de carbures - composition et propriétés 42-43
Exemples d‘application 44
Sélection des nuances – matrice d’applications 45
▲ Hard Material Solutions 46
ceratizit.com
4 TABLE DES MATIÈRES LE CARBURE EST UNE QUESTION DE CONFIANCE Bienvenue chez Premium Seules les meilleures pièces d’usure sont à la hauteur de vos processus industriels de haut niveau. Une solution qui vous convient parfaitement, c’est ce que vous souhaitez. Vous recherchez un expert capable de vous fournir des produits sur mesure et standard répondant à vos exigences ? CERATIZIT est un partenaire de choix offrant des solutions d’outillage de premier ordre qui apporteront la touche finale à votre chaîne de valeur. Efficacité. Précision. Fiabilité. Nos solutions reposent sur une structure en carbure cémenté invariablement homogène et reproductible garantissant des performances, une stabilité et une puissance poussées pendant toute la durée de vie de l’outil. Par exemple, les nuances de carbure CF développées pour la fabrication d’outils répondent aux exigences les plus strictes : résistance à la corrosion, résistance à l’usure, fabrication sur mesure optimale. Une solution qui a su convaincre les experts en outillage du monde entier. CERATIZIT est gage d’une excellente productivité indépendamment de l’application. Un partenaire qui vous écoute, réfléchit avec vous et vous offre un service personnalisé, y compris un accompagnement pour la sélection de la nuance, la simulation de votre chaîne de processus et l’offre de séminaires sur mesure. Bref, vous pouvez faire confiance à notre expertise d’excellence qui couvre les matières premières et les ébauches jusqu’aux produits prêts à l’emploi. Forts de nombreuses années d’expérience et d’un extraordinaire savoir-faire, nos experts formulent des idées personnalisées et offrent une performance optimale au bénéfice de votre chaîne de valeur. Plus que de simples pièces d’usure Excellentes connaissances en planification, compétences en matière de conception et expertise en ingénierie de production : autant de qualités expliquant pourquoi le résultat livré constitue exactement la solution que vous recherchez. Créations, innovations, jalons, CERATIZIT modèle régulièrement l’avenir des experts en outillage, et vous aidera à améliorer votre compétitivité avec des carbures métalliques de premier ordre. Aujourd’hui comme demain, une chose est sûre : vous n’êtes pas un simple client, vous êtes notre partenaire. Recevez, cher partenaire, nos sincères salutations. L’équipe CERATIZIT

LE CARBURE EST UNE QUESTION DE CONFIANCE FAITS ET CHIFFRES 5
Le groupe CERATIZIT
Depuis plus de 100 ans,
la société CERATIZIT fait office de pionnier en matière de développement
de matériaux durs destinés aux outils de coupe et aux solutions de
protection contre l'usure.
Le groupe privé, dont le siège est situé à Mamer (Luxembourg), conçoit et
fabrique des outils de coupe, des plaquettes et des barreaux hautement
spécialisés en matériaux durs, ainsi que des pièces d’usure.
Le groupe CERATIZIT occupe une position de leader mondial dans
divers secteurs utilisant des pièces d’usure, et il développe régulièrement
de nouveaux types de carbures, de cermets et de céramiques, utilisés,
par exemple, pour le travail du bois, du métal et de la pierre.
Faits et chiffres
Siège social
Mamer, Luxembourg
25 7 000
plus de plus de
sites de
production collaborateurs
80 100 000
plus de plus de
pays où nous
sommes actifs produits
1000 2 00
plus de plus de
brevets et modèles collaborateurs dans la R&D
35 15
% de produits plus de
développés au cours des prix de
5 dernières années l’innovation
6 SITES DE PRODUCTION LE CARBURE EST UNE QUESTION DE CONFIANCE Sites de production Quatre sites du groupe CERATIZIT se consacrent au développement et à la fabrication de solutions de produits de protection contre l’usure. Mamer (Luxembourg) Le siège du groupe CERATIZIT est établi à Luxembourg. À l’heure actuelle, l’usine de Mamer emploie plus de 1 150 personnes et se concentre sur la protection contre l’usure, l’usinage du bois et de la pierre ainsi que sur les plaquettes et l’outillage. Alserio (Italie) CERATIZIT Como, auparavant connu sous le nom d’« Aldap », compte quelque 180 employés et constitue le centre d’excellence pour le façonnage des métaux au sein du groupe CERATIZIT. La gamme de produits de l’usine d’Alserio va des outils de façonnage à froid haute performance aux outils de fixation et de clouterie. Empfingen (Allemagne) Les quelque 400 employés de l’usine d’Empfingen sont responsables du développement, de la construction, de la production et de la vente de produits en carbure dans le secteur des pièces d’usure ainsi que pour l’industrie de l’outillage et de l’emboutissage. ceratizit.com
LE CARBURE EST UNE QUESTION DE CONFIANCE CARBURE CÉMENTÉ \ POURQUOI LE CARBURE CÉMENTÉ ? 7 Pourquoi le carbure cémenté ? Les demandes d’outils en carbure de tungstène augmentent chaque année. Cela est dû à la forte concurrence à laquelle nous sommes confrontés et qui devient de plus en plus vive suite à la globalisation. Un nombre sans cesse croissant de concurrents, dont certains sont issus de pays où la charge salariale est faible, font leur entrée sur les marchés traditionnels et mettent les fabricants d’outillage traditionnels sous pression. Nous devons répondre à ces difficultés en proposant des solutions d’outillage techniques complètes offrant à la fois une qualité élevée et d’excellentes performances. Les outils de haute performance sont gagés d’un cycle de vie durable et prévisible. En fait, il n’est possible de satisfaire ces exigences qu’avec un seul matériau de fabrication, à savoir le carbure cementé de haute qualité. Le carbure est garant d’une longue durée de vie. Une haute qualité au niveau du processus de fabrication est indispensable pour garantir un carbure de qualité constante et homogène et permettre de garantir la longévité de l’outillage. Une conception adéquate alliée à des matériaux optimaux permet de faire face à la concurrence globale. Grâce à d’excellents partenariats avec nos fournisseurs, nos clients seront préparés de manière optimale pour affronter le marché. Chez CERATIZIT, nous ambitionnons d’être un partenaire omniprésent pour nos clients dans le domaine des matériaux.

8 CARBURE CÉMENTÉ \ QU’EST-CE QUE LE CARBURE CÉMENTÉ ? LE CARBURE EST UNE QUESTION DE CONFIANCE
Qu’est-ce que le carbure cémenté ?
Le terme « carbure cémenté » décrit généralement un Le matériau dur offre la dureté nécessaire (résistance à
groupe de matériaux caractérisés par une dureté élevée l’usure) tandis que le métal liant garantit la ténacité.
et des propriétés inhérentes aux métaux. Les premiers
carbures ont été développés en 1921. Il s’agissait de car- Étant donné les nombreuses possibilités des combinaisons
bures extrêmement simples, principalement utilisés dans du contenu liant métallique et du calibre du grain, le carbure
le tournage. couvre un large éventail d’applications (voir également le
graphique ci-dessous). Les carbures cémentés, plus largement
Le « brillant » métallique et la conductivité électrique et utilisés dans l’industrie de l’outillage de l’emboutissage,
thermique relativement bonne ont permis à ces matériaux sont fabriqués à base de carbure de tungstène (matériau
de se distinguer radicalement des matériaux durs non dur) et de cobalt (métal liant).
métalliques, qui étaient utilisés comme matériaux abrasifs Cette combinaison trouve sa justification dans les propriétés
bien avant l’introduction des carbures. physiques et mécaniques optimales obtenues.
Le carbure cémenté est un matériau métallurgique biphasique
en poudre composé de deux phases : le matériau dur et
le liant métallique. Résistance à l’usure
Diamant naturel
Critères applicables DPC, diamanté
▲ Résistance à l’usure, dureté NBC
▲ Résistance à la compression
▲ Résistance à l’impact Céramique
▲ Résistance à la rupture transversale
▲ Propriétés tribologiques
▲ Poids spécifique Cermet Carbure
▲ Propriétés magnétiques
▲ Module d’élasticité, rigidité
▲ Propriétés thermiques
▲ Résistance à la corrosion, résistance à l’oxydation HSS
▲ Ténacité
Ténacité
Applications des différents matériaux durs
Ces matériaux durs offrent les
phase critères requis suivants :
matériau dur ▲ Dureté
▲ Résistance à l’usure
phase liant métallique
Le liant métallique offre les critères
phase requis suivants :
matériau dur
▲ Ténacité
Micrographie du carbure WC-Co
ceratizit.com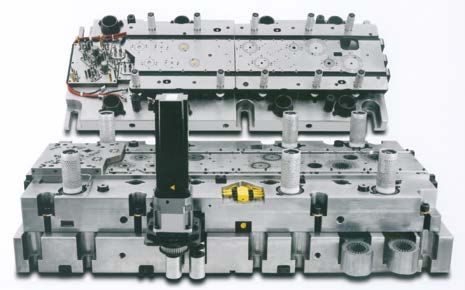
LE CARBURE EST UNE QUESTION DE CONFIANCE CARBURE CÉMENTÉ \ EXEMPLES DES DIFFÉRENTES APPLICATIONS 9
Exemples des différents champs d’application
du carbure
Façonnage général des métaux Bloc EDM
Canons de focalisation pour buses destinées Barreaux et pièces de forme
à la découpe abrasive par jet d’eau
Nitrure de silicium Fraises-mères
ceratizit.com
10 PRODUCTION DE CARBURE \ PRODUCTION DE POUDRES LE CARBURE EST UNE QUESTION DE CONFIANCE
La production de carbure
Le processus de fabrication du carbure a un impact con- Une recuisson dans le vide livre de l’oxyde de tungstène
sidérable sur la qualité du produit fini. Le carbure peut bleu W2O5, une recuisson dans l’air livre de l’oxyde de
uniquement être produit par le biais de la métallurgie des tungstène jaunâtre WO3. L’oxyde de tungstène est ensuite
poudres. Lors des nombreuses étapes du processus, tout réduit en poudre de tungstène à des températures situées
risque d’impuretés doit être précautionneusement éliminé. entre 800 et 1000 degrés. Le carbure de tungstène est
produit par carburation. À cette fin, la poudre de tungstène
Production de poudre est mélangée à de la suie ou à du graphite et le mélange
est porté à la température de 1 500 à 2 000 °C. La poudre
Le processus de fabrication de carbure de tungstène qui sera utilisée ensuite est composée de différentes pou-
débute avec l’exploitation du minerai de tungstène. Lors dres de carbure, de métaux liants et d’additifs de pressage
des premières étapes de séparation et de traitement, un convenant pour le broyage humide afin d’obtenir le calibre
produit cristallisé très pur est obtenu : le paratungstate de grains requis lors de différentes périodes ; ensuite, la
d'ammonium (APT). granulation est poursuivie par séchage par pulvérisation.
27 26 28
Co
Cobalt
58.933
Fe
Iron
55.845
Ni
Nickel
58.693
Malaxage/broyage
Oxyde de tungstène
Réduction
Tungstène TiC, TaC, NbC
Carburation
Cr3C2, VC, MoC
Tungstène
Carbure
Granulation
Granulés de poudre de carbure
ceratizit.com
LE CARBURE EST UNE QUESTION DE CONFIANCE PRODUCTION DE CARBURE \ PRÉCOMPRESSION 11
Précompression
La précompression est réalisée par le biais de différents de poudre puis installés dans la presse isostatique qui
processus de pressage et de façonnage tels que : transforme la poudre en ébauches solides. Le processus
de façonnage suivant donne ensuite la forme finale.
▲ Le pressage direct
Lors de ce processus, un moule de compression est ▲ L’extrusion
utilisé pour presser la poudre dans sa forme finale. Ce processus est utilisé pour fabriquer des pièces telles
que des barres ou des bandes ; la poudre plastifiée est
▲ Compression en moule humide avec façonnage pressée dans un moule puis coupée.
Lors de ce processus, des tubes en caoutchouc placés
dans des cages en acier sont remplis
Estampage Pressage isostatique (à froid)
Facultativement : usinage d’ébauches
Frittage, CIC, frittage par CIC
Les nuances de carbure acquièrent leurs propriétés effec- Une grande expertise est par conséquent requise pour la
tives durant le processus de frittage. Durant ce processus, production d’ébauches afin d’obtenir des produits finis aux
le matériau est porté à une température d’environ 1500 °C; dimensions correctes.
le cobalt devient liquide.
En dépit de toutes les possibilités techniques, le frittage du
La structure est densifiée par « l’enrobage » des grains de carbure est un processus qui requiert un grand savoir-faire
carbure de tungstène par le cobalt. Les pièces rétrécissent et qui influence fortement la qualité du produit fini.
de 20 à 25 %, en fonction de la structure et de la teneur
en cobalt.
ceratizit.com12 PRODUCTION DE CARBURES \ FRITTAGE LE CARBURE EST UNE QUESTION DE CONFIANCE
En dépit des précautions prises pour éviter les impuretés fait immédiatement suite au frittage. Une densification
lors des nombreuses étapes de fabrication, il est impos- suffisante est déjà atteinte à une pression de 100 bars.
sible d’exclure totalement une certaine porosité résiduelle De plus, le lot est accompagné d’éprouvettes représentant
dans le carbure. Cela peut avoir un impact conséquent, un lot de poudre combiné à un processus de frittage. Ces
particulièrement dans les applications d’outillage et d’em- éprouvettes sont utilisées pour les procédures de test
boutissage. C’est le cas lorsque des pores apparaissent suivantes :
lors de l’électroérosion ou sur la surface externe/latérale
des poinçons. ▲ Test de dureté
Grâce à la compression isostatique à chaud, il est possible ▲ Test de densité
d’éliminer une bonne partie de la porosité résiduelle. Le ▲ Mesure du champ coercitif
carbure est à nouveau chauffé jusqu’à la température de ▲ Analyse de la structure et de la porosité
frittage, puis exposé à un gaz inerte à une pression de
1 000 bars. Cela résulte en une déformation plastique du Après une procédure de test poussée, il est décidé si
carbure qui se propage dans les pores, ainsi fermés. l’éprouvette répond aux exigences spécifiées et si le lot
Le processus de frittage par CIC est une combinaison pourra être délivré ou pas.
des processus de frittage et de compression isostatique à
chaud lors de laquelle le traitement au gaz sous pression
Après pressage
Frittage Ébauches
Rétractation de frittage Après frittage
Chauffage Chauffage Refroidissement
Ébauche Température de Température de Température de Carbure fini
frittage = TS frittage = TS Calibre de grain
frittage < TS
(Solubilité du WC large et moyen
dans le cobalt à et croissance de
1 250°C: 22 pour grain sélective
cent en poids !)
Étapes du frittage
ceratizit.comLE CARBURE EST UNE QUESTION DE CONFIANCE PRODUCTION DE CARBURES \ FINITION 13
Finition
Les procédures les plus fréquentes pour l’usinage de pièces Ces processus seront présentés en détail à partir de la
en carbure frittées sont : page 18.
▲ Le ponçage
▲ L’électroérosion
▲ L’emboutissage par électroérosion
▲ Électroérosion par fil
Ponçage Électroérosion par fil L’emboutissage par électroérosion
Finition, processus les plus courants
ceratizit.com14 NUANCES DE CARBURE\ EXEMPLES – PROPRIÉTÉS LE CARBURE EST UNE QUESTION DE CONFIANCE
Exemple de nuances – propriétés
3000
2500
CF-S12D
Dureté [HV30]
CF-H25S+
2000
▲
▲ CF-H40S+
1500
▲ CF-F35Z
10µm ▲
1000
Nuances micrograins 500
0 5 10 15 20 25 30 Co [%]
4500
Résistance à la rupture transversale [MPa]
CF-S12D
4000
3500 ▲ CF-F35Z
CF-H40S+
▲ ▲
3000 ▲
10µm CF-H25S+
2500
Nuances à grains fins/moyens
2000
1500
0 5 10 15 20 25 30 Co [%]
25
20
K1C value [MPa*m1/2]
CF-F35Z
▲
15
CF-H25S+ ▲ CF-H40S+
10 ▲
▲
CF-S12D
10µm
5
Nuances à gros grains 0
0 5 10 15 20 25 30 Co [%]
Nuances micrograins
Nuances à grains fins/moyens
Nuances à gros grains
ceratizit.comLE CARBURE EST UNE QUESTION DE CONFIANCE NUANCES DE CARBURE\ PROPRIÉTÉS DU CARBURE 15
Les propriétés du carbure sont fonction des teneurs
en Co et du calibre des grains de WC
Dureté
Teneur en cobalt ▼
Calibre du grain ▼
Résistance à la rupture Ténacité
transversale
Teneur en cobalt ▲ Teneur en cobalt ▲
Calibre du grain ▼ Calibre du grain ▲
Dureté (résistance Résistance à la rupture Ténacité
à l’usure) transversale
Laminage à chaud
Gicleurs pour décou- Micro-forets Type de contrainte
pe par jet d’eau Type de contrainte ▲ Usure due à l’abrasion
Type de contrainte ▲ Usure ▲ Arête rapportée
▲ Usure ▲ Flèche ▲ Contrainte d’impact
▲ Corrosion
Nuance de carbure Nuance de carbure
Nuance de carbure ▲ T.R.S.: > 4000 MPa ▲ Ténacité à la rupture suffisante :
▲ Dureté très élevée 2650 HV30 ▲ Petit calibre de grain : Teneur en Co 20 %
▲ Petit calibre de grain : < 0,5 µm < 0,5 µm + VC ▲ Bonne résistance à l’usure :
▲ Faible teneur Co 0,4 % ▲ Faible teneur en Co ~ 8,5% 1030 HV30
▲ Résistance à la corrosion lors de ▲ Haute résistance à l’usure : ▲ Calibre de grain moyen, gros ou
l’ajout de Cr3C2 1930 HV30 extra gros
ceratizit.com16 NUANCES DE CARBURE\ PROPRIÉTÉS LE CARBURE EST UNE QUESTION DE CONFIANCE
Étant donné la fragilité et de la dureté des matériaux,
l’homogénéité de ces derniers est extrêmement import-
ante en matière de résistance à la rupture transversale et
d’usure homogène.
Exemple d’appauvrissement de la teneur en
cobalt à la surface suite à la corrosion
Résistance à la corrosion
La résistance à la corrosion est une propriété qui devrait être
prise en compte, particulièrement dans les applications de
l’industrie de l’outillage et de l’emboutissage. Étant donné
la structure hétérogène du carbure en cas de corrosion,
le liant métallique est éliminé de la structure. Les photos
suivantes présentent un cas extrême d’appauvrissement en
liant métallique. Ce cas peut se présenter lors de l’usinage
(électroérosion dans un matériau diélectrique, ponçage avec
Exemple d’un pore causant une fracture dans un carbure
à micrograins qui n’a pas bénéficié d’une densification une émulsion), mais aussi durant le processus d’application
isostatique à chaud => T.R.S. 30 % inférieur (lubrifiants corrosifs).
100,00000
10,00000 Standard
Réduction de
facteur 80 !
1,00000
Densité de courant [μA/cm2]
Vitesse de corrosion
0,10000
0,01000
Nuances CF
0,00100
0,00010
0,00001
-500 -250 0 250 500
Potentiel [mV]
Réduction de la tendance à la corrosion
Graphique du potentiel mesuré de densité de courant
ceratizit.comLE CARBURE EST UNE QUESTION DE CONFIANCE NUANCES DE CARBURE\ PROPRIÉTÉS 17
CF-
Érosion
Transport
Ponçage,
re-ponçage
Conservation Nettoyage
Estampage,
Revêtement cintrage, façonnage
Graphique : Chaîne de processus CF
Stabilité des arêtes de coupe Tendance à l’adhérence
La cause d’une stabilité insuffisante des arêtes de coupe Outre la nuance de carbure, la tendance à l’adhérence
dans un outil usé ne peut pour ainsi dire être interprétée (tendency to stick) du matériau à couper dépend fortement
que par des experts jouissant d’une longue expérience de la qualité de la surface de l’outil, du jeu de coupe, de la
dans le secteur. Une nuance de carbure présentant une géométrie de l’outil et du lubrifiant utilisés.
dureté élevée peut se caractériser par une ténacité à la
rupture insuffisante entraînant un effritement des arêtes
dû à la contrainte dynamique élevée sur les arêtes de
coupe. Lorsqu’une nuance de carbure présentant une
dureté insuffisante est utilisée, la déformation des arêtes
de coupe peut se produire, ce qui débouche sur une
défaillance similaire.
L’absence d’homogénéité dans la structure du carbure peut
également mener à un effritement local d’une nuance de
carbure pourtant adéquate.
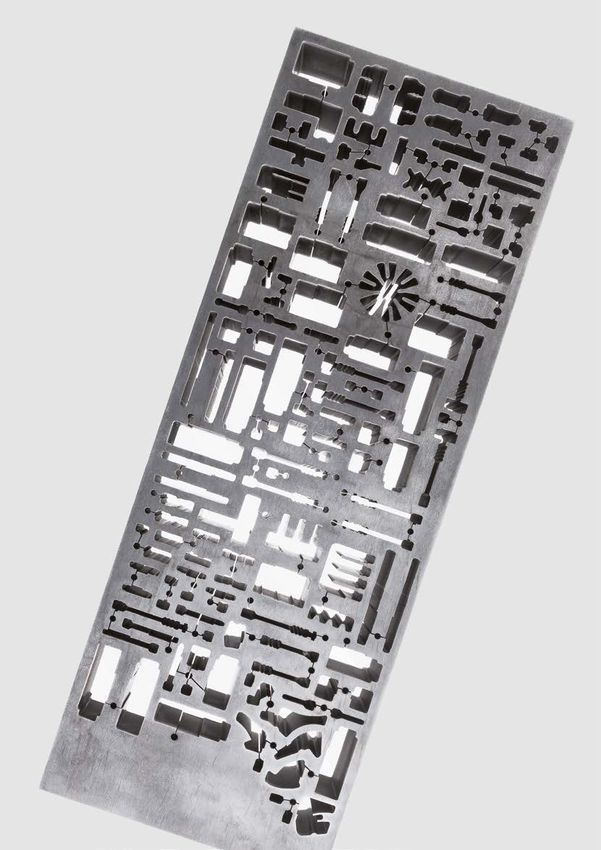
Matrice rotor/stator typique
ceratizit.com18 USINAGE DU CARBURE LE CARBURE EST UNE QUESTION DE CONFIANCE L’usinage du carbure L’usinage du carbure de tungstène a une influence considérable sur les propriétés et les per- formances des outils finis. Moyennant une bonne qualité lors de chaque étape de l’usinage, il est possible d’augmenter considérablement la durée de vie de l’outil. Dans ce chapitre, les technologies d’usinage suivantes sont décrites : ▲ Ponçage ▲ Usinage par électroérosion ▲ Électroérosion par fil ▲ L’emboutissage par électroérosion ▲ Trous de départ ▲ Le fraisage du carbure ▲ Le tournage du carbure ▲ Le sablage ▲ Le polissage ▲ Le revêtement
LE CARBURE EST UNE QUESTION DE CONFIANCE USINAGE DU CARBURE \ LE PONÇAGE DU CARBURE 19
Le ponçage du carbure
Définition du ponçage selon la norme DIN 8589 : Le Les arêtes de coupe sont fabriquées dans des matériaux
ponçage est une méthode d’usinage composée de différents de coupe plus durs que les matériaux à poncer.
processus de coupe. Les meules comme les outils de
coupe sont fournis avec des arêtes de coupe qui ne sont
pas définies géométriquement.
Sélection des meules Liant de la meule
Lors de la sélection des meules, le calibre du grain, le type Fondamentalement, la distinction suivante peut être opérée :
de connexion et la concentration seront pris en compte. résine synthétique, frittage métallique, liants céramiques
et galvaniques.
Taille de grain
Plus la liaison est dure :
Plus le grain abrasif est large, ▲ plus les forces de ponçage sont élevées
▲ plus les forces de ponçage sont élevées ▲ moins la durée de vie de la meule est affectée
▲ plus la durée de vie de la meule est courte ▲ plus la qualité de surface est élevée
▲ plus la qualité de surface est faible ▲ plus la température de ponçage est élevée
▲ plus la température de ponçage est élevée
Calibre des grains CBN DIA
abrasifs HSS 64 HRC DIA Carbure K20
0,80 – 1,20 Ponçage brut
D301 Ra 2,10 –
0,40 – 0,70 Pré-ponçage D213 Ra 1,41 –
Ra [µm]
0,20 – 0,35 Ponçage moyen D181 Ra 1,12 Ra 0,53
D91 Ra 0,50 Ra 0,33
0,16 – 0,18 Finition ponçage
D54 Ra 0,33 Ra 0,16
Finition
0,06 – 0,14 fine MD20 – Ra 0,05
MD10 D46 D64 D107 D151 Valeurs indicatives pour la sélection des meules (comparaison
MD16 D54 D76 D126 D181 meule NBC/acier et meule diamant/carbure)
MD25 D91
MD40
Valeur indicative pour la sélection des meules
(meule diamantée sur carbure)
Concentration des grains de coupe Le ponçage du carbure cémenté
La concentration des grains de coupe est un paramètre
significatif pour le NBC et les meules diamantées et in-
dique le pourcentage de volume du NBC ou des grains
en diamant sur la surface de la meule.
Plus la concentration est élevée,
▲ plus les forces de ponçage sont élevées
▲ plus la durée de vie de la meule est longue
▲ plus la qualité de surface est élevée
ceratizit.com20 USINAGE DU CARBURE \ SÉLECTION DU LIQUIDE DE REFROIDISSEMENT LE CARBURE EST UNE QUESTION DE CONFIANCE
Sélection du liquide de refroidissement
Du point de vue du fabricant de carbure, le refroidissement Un liquide de refroidissement devrait systématiquement
durant la procédure de ponçage est d’importance capitale. être utilisé lors des opérations de ponçage.
Huile Émulsion Eau
Effet refroidissant moyen bon bon
Effet lubrifiant très bon moyen insuffisant
Nombre de mesures de faible, si le volume est élevé élevé, contrôle continu faible
contrôle nécessaires
Nombre de procédures de nettoyage élevé, infrastructure spéciale moyen faible
Impact environnemental élevé faible faible
Coût élevé moyen faible
Risque de corrosion faible moyen élevé
Information sur la sélection des liquides de refroidissement
En matière de lubrification, il est essentiel de veiller à ce
que le lubrifiant soit effectivement appliqué à l’endroit le
plus efficace afin d’obtenir un refroidissement optimal.
Dans le cas contraire, le carbure peut-être endommagé.
NOT O.K. O.K.
Application incorrecte des lubrifiants de refroidissement Application correcte des lubrifiants de refroidissement
Effet possible d’un refroidissement insuffisant Surface optimale dans le cas d’un refroidissement correct
ceratizit.comLE CARBURE EST UNE QUESTION DE CONFIANCE USINAGE DU CARBURE \ CONTRAINTE INTERNE \ TABLE DE CONVERSION 21
Consommation de chaleur dans le Consommation de chaleur dans le cas
cas d’un mauvais refroidissement d’un refroidissement adéquat
% 0 5 10 15 20 25 30 35 40 45 50 55 % 0 5 10 15 20 25 30 35 40 45 50 55
Environnement Environnement
Meule Meule
Liquide de Liquide de
refroidissement refroidissement
Copeaux Copeaux
Pièce à usiner Pièce à usiner
Contrainte interne Table de conversion
Lors du ponçage du carbure, une contrainte interne se
produit dans les couches supérieures ; celle-ci peut affecter
considérablement la résistance à la rupture transversale,
en fonction de la section du composant.
Norme Norme US DIA
diamant FEPA (maille US) Carbure K20
D301 50/60 300 – 250
}
D251 60/70 250 – 212
Zone périphérique à D213 70/80 212 – 180
proximité de la surface
D181 80/100 180 – 150
}
D151 100/120 150 – 125
Zone périphérique en
D126 120/140 125 – 106
position plus profonde
D107 140/170 109 – 90
}
D91 170/200 90 – 75
Matériau de base D76 200/230 75 – 63
D64 230/270 63 – 53
D54 270/325 53 – 45
D46 325/400 45 – 38
D35 400/500 40 – 32
D30 500/600 32 – 25
Contrainte, pression contrainte interne tension D25 – 30 – 20
D20 – 25 – 15
Création d’une contrainte lors du ponçage Table de conversion pour les calibres de grains
de composants en carbure
ceratizit.com22 USINAGE DU CARBURE \ USINAGE PAR ÉLECTROÉROSION LE CARBURE EST UNE QUESTION DE CONFIANCE
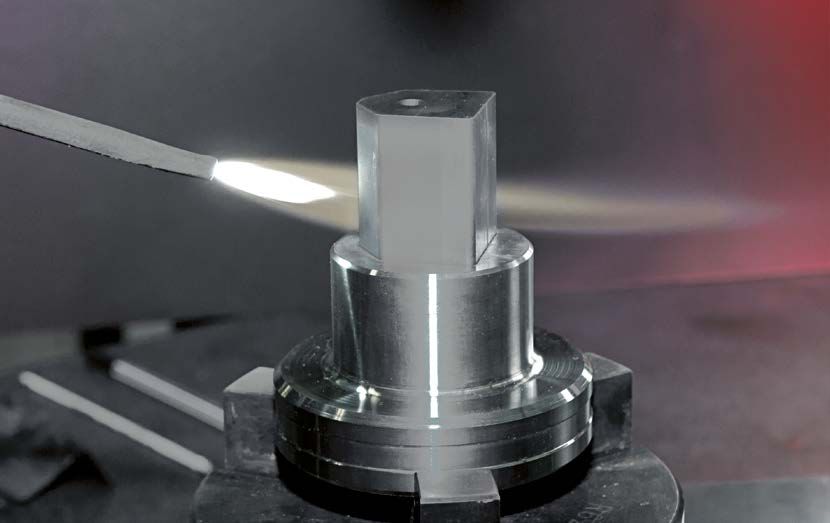
Usinage par électroérosion
Lors du processus d’électroérosion, des matériaux
conducteurs comme le carbure de tungstène sont usinés
dans un matériau diélectrique (eau ou huile). La pièce à
usiner et l’outil de façonnage représentent chacun une
électrode entre lesquels des processus de décharge à haute
fréquence se produisent. Ces processus de décharges sont
déclenchés par un dépassement de la tension disruptive
entre la pièce à usiner et l’outil de façonnage, ce qui est
déterminé par la distance de travail et la capacité d’isolation
du diélectrique. La photo de droite présente le principe de
l’usinage par électroérosion.
De manière générale, on distingue deux méthodes
différentes :
▲ l’électroérosion par fil
▲ L’emboutissage par électroérosion
Les deux méthodes sont décrites dans les paragraphes
qui suivent. Principes de l’usinage par électroérosion
Problèmes potentiels de l’électroérosion
par fil et comment les éviter.
Endommagement de la surface
Généralement, l’examen de toute surface poncée ou
précoupée par électroérosion par fil présente le scénario
suivant :
Zone 2 :
La performance et la vitesse d’avance élevées entraînent
la création d’une autre zone fortement affectée se trouvant
Zone 1
immédiatement sous la zone 1 et présentant une profondeur
de 9 μm sous l’effet de la température d’environ 15 000 °C.
Zone 2
De nombreux examens de surface ont toutefois démontré
Zone 3 que les dommages peuvent être considérablement plus
profonds. Si la zone 2 n’est pas entièrement éliminée par
un nombre suffisant de passes de finition, il peut s’ensuivre
un appauvrissement de cobalt aux effets désastreux. Nous
y reviendrons plus en détail plus loin.
Zone 3 :
Surface de carbure ébauchée
Voici la zone de carbure non endommagée qui doit être
atteinte grâce à une recoupe suffisante si le carbure de
tungstène doit récupérer ses propriétés mécaniques im-
Zone 1 : portantes. Il est absolument essentiel que cette zone soit
Pour l’ébauchage, on utilise généralement le courant atteinte. Pour savoir le nombre de passes nécessaires,
électrique et la vitesse d’avance les plus élevés; c’est ainsi une grande expérience en matière d’électroérosion par
que se crée une « zone blanche » composée d’un mélange fil est requise, mais tous les employés devraient avoir
de résidus de différents matériaux. La plupart des résidus parfaitement conscience de la condition (zone 1 et 2) et
proviennent des matériaux fondus de la pièce à usiner et de la nécessité de l’éliminer. La photo de gauche illustre
du fil. Cette zone présente une profondeur d’environ 3 à clairement la situation décrite plus haut.
5 μm (microns).
ceratizit.comLE CARBURE EST UNE QUESTION DE CONFIANCE USINAGE DU CARBURE \ USINAGE PAR ÉLECTROÉROSION 23
Impact thermique, fissures thermiques
La puissance élevée du générateur entraîne des températures
très élevées ne pouvant pas être éliminées de la zone
d’usinage par le carbure présent. Ajoutons à cela la
vitesse d’avance très élevée et l’on obtient des conditions
d’arrosage médiocres, avec une augmentation de la
conductivité du diélectrique et un risque de craquelures
et d’appauvrissement du cobalt.
Nous y reviendrons plus en détail plus loin. De telles
craquelures sont inacceptables pour des raisons pratiques
parce que lorsque l’outil sera utilisé, elles se propageront
et entraîneront des ruptures. Il arrive trop souvent que la
qualité du carbure soit critiquée pour cette raison.
Une bonne qualité de surface améliore la durée de vie de Micrographie d’une surface en carbure cémenté WC Co après la
l’outil. Mais simultanément, une bonne qualité de surface coupe initiale par électroérosion dans l’huile.1) (Ra= 1,3 μm)
coûte de l’argent !
10 µm EHT = 20,00 kV Signal A = CZ BSD
WD = 6,0 mm Mag = 1,00 K X
Craquelure thermique typique après ébauchage Micrographie d’une surface en carbure cémenté
WC Co après la neuvième coupe consécutive par
électroérosion dans l’huile.1) (Ra= 0,06 μm)
10 µm EHT = 20,00 kV Signal A = SE1
WD = 6,0 mm Mag = 1,00 K X
1
) Klünsner 2016 : Résistance à la fatigue de
carbure cementé WC Co poli et usiné par décharge
électrique obtenu par sablage uniquement
Surface créée par un nombre suffisant de recoupes
ceratizit.com24 USINAGE DU CARBURE \ USINAGE PAR ÉLECTROÉROSION LE CARBURE EST UNE QUESTION DE CONFIANCE
Machines d’érosion de trous de départ
Ces machines d’érosion par étincelle sont fréquemment
utilisées pour perforer des trous dans des blocs de carbure.
Ce processus d’usinage du carbure est souvent appelé
« décapage à l’abrasif » ou « projection de particules ». Les
ruptures et les craquelures d’une profondeur de 0,5 mm
maximum (0,02’’) résultent d’une puissance trop élevée, de
vitesses d’avance excessives et d’un rinçage insuffisant.
Sur la base des nombreux défauts que j’ai observés, je
recommande une réduction de la puissance, ainsi qu'une
marge de tolérance d’au moins 0,3 mm entre le trou de
départ et la position sur la surface finie.
Réaction électrochimique (piquage/corrosion)
Le piquage et la corrosion peuvent être examinés ensemble Piquage
étant donné que ces réactions se produisent simultanément
sur les surfaces érodées comme non érodées. Les effets
sont évidents sur l’ensemble de la pièce usinée (et pas La photo ci-dessous représente les effets du piquage en
uniquement sur les surfaces usinées par électroérosion) coupe transversale. Le piquage du liant est dû au processus
Les taches – ou petits trous – apparaissant sur la surface électrochimique s’opérant dans le diélectrique, ce qui affecte
sont appelées « piquage ». Généralement, le piquage n’est les surfaces à une profondeur d’environ 20 μm.
pas visible lors des premières étapes (s’agit en fait d’un
appauvrissement en cobalt). Le piquage n’apparaît que lors Ce processus est dû à un rinçage inadéquat de l’ébauche
des étapes d’usinage suivantes, ou lors du polissage, ce et, dans de nombreux cas, à une conductivité trop élevée
qui est encore plus grave car cela entraîne l’usure de l’outil. du diélectrique.
La photo de droite montre un piquage typique visible à l’œil
nu. Comme nous l’avons mentionné plus haut, le piquage
apparaît également sur les surfaces qui n’ont pas été
usinées. Cela est dû au fait que le carbure cémenté contient
du cobalt comme liant, qui est magnétique. Étant donné
ses propriétés magnétiques, le cobalt attire les particules
du diélectrique ce qui entraîne
▲ une corrosion plus rapide
▲ et une usure mécanique locale,
occasionnées par la vibration des particules de saleté sur
la surface.
Piquage en section transversale
Il est intéressant de noter que la corrosion apparaît également
sur des surfaces non érodées à cause de l’électrolyse. La
cause réside dans une vérification insuffisante du diélectrique
(très sale) associée au processus électrochimique décrit
plus haut. L’appauvrissement en cobalt n’est visible que
moyennant l’utilisation d’un microscope. Le matériau
diélectrique qui pénètre dans les micros craquelures dissout
le cobalt et le carbure de tungstène en surface souffre de
l’absence de liant. L’ensemble de la zone affectée perd
ainsi entièrement sa stabilité, sa dureté et sa ténacité. Il
est essentiel que cette surface soit poncée pour éliminer
les défauts. La plupart des ajusteurs-outilleurs éliminent
0,3 à 0,5 mm.
ceratizit.comLE CARBURE EST UNE QUESTION DE CONFIANCE USINAGE DU CARBURE \ USINAGE PAR ÉLECTROÉROSION 25
Suggestions pour éviter les problèmes (astuces ▲ Les faces doivent être poncées après un usinage par
EDM) électroérosion par fil. Une profondeur d’environ 0,3 mm
▲ La zone affectée thermiquement doit être éliminée par est suffisante pour éliminer tous les défauts de surface.
le biais d’un nombre suffisant de recoupes. ▲ Marquage des pièces usinées :
▲ Soyez vigilants lors de l’érosion de trous de départ, car évitez les marqueurs à base de solvants ; ces derniers
les effets thermiques peuvent être énormes. Cependant, risquent d’attaquer le cobalt.
utilisées adéquatement, les machines d’érosion de trous ▲ Lorsque le système d’usinage par électroérosion est utilisé
de départ peuvent être très utiles. principalement pour l’usinage de l’acier et occasionnel-
▲ Le carbure est magnétique : les pièces à usiner doivent lement pour le carbure, il est recommandé de nettoyer
être démagnétisées avant usinage par électroérosion. d‘urgence le diélectrique avant l’usinage du carbure,
▲ Principe d’injection minimale : puisque celui-ci a une tendance accrue à la corrosion.
Au lieu de travailler conformément aux instructions, Pour une utilisation optimale, il est recommandé d’utiliser
parfois, la même pression est réglée sur les gicleurs du un système EDM exclusivement destiné au carbure de
haut et du bas. Par conséquent, les deux jets d’eau se tungstène.
rencontrent à forces égales dans la zone de coupe du
matériau, bloquant ainsi les particules (fil, métal et saleté) Coupe par électroérosion de carbure monté
au lieu de les éliminer. Immédiatement, la conductivité Les matrices en carbure utilisées dans le façonnage à froid
électrique du diélectrique atteint des niveaux inacceptables ou pour les fils ou feuilles de métal sont souvent montées
et la corrosion se produit comme décrit ci-dessus. Il dans une pièce en acier moulé avec interférence pour
est important que la pression du gicleur supérieur soit compresser le carbure. Grâce à la compression, le carbure
significativement plus élevée que la pression du gicleur offre ses meilleures propriétés mécaniques et le risque de
inférieur, ce dernier ayant uniquement pour but de rincer craquelures est réduit.
les guides du fil.
▲ Procédures de travail : L’interférence introduit dans le carbure un état de compression
Il n’est pas recommandé de terminer une pièce et de qui s’avère utile durant les opérations d’estampage/de
commencer à travailler sur la suivante. Il est beaucoup forgeage, mais qui peut être critique lors de la coupe du
plus sûr de procéder à l’ébauchage de toutes les pièces, carbure par électroérosion.
ensuite à la première coupe de finition de toutes les pièces,
etc. À défaut, la première pièce coupée (le composant Il est déconseillé de couper une pièce en carbure monté en
présentant la surface finie) sera exposée à l’eau et, par éliminant une partie substantielle de matériau (p. ex. couper
conséquent, au risque de corrosion plus longtemps. Si la une forme depuis un trou de départ uniquement) lorsque
procédure adéquate est respectée, le risque de corrosion la pièce est montée dans une pièce en acier moulé. Cela
est considérablement réduit. est dû au fait que, durant électroérosion, les contraintes de
▲ Surveillez en permanence à conductivité électrique du compression dans le carbure sont relâchées de manière
diélectrique < 5 μmS/cm. Ne débutez par une opération incontrôlable entraînant un risque de fracture
si vous avez des difficultés à maintenir cette valeur.
▲ Conservation des pièces usinées après l’usinage : nettoyez La séquence d’opérations correcte est la suivante :
la pièce à l’eau claire, mettez-la au four durant 1 heure à ▲ Précoupage avant montage Le profil requis est précoupé
100 °C pour permettre à toute l’eau de s’évaporer dans avant que le carbure ne soit monté dans la pièce en acier
le cas où il resterait des microcraquelures. moulé. Le profil doit idéalement être précoupé avec une
▲ N.B. : ne videz pas l’eau une fois l’usinage terminé marge de tolérance de quelques dixièmes de millimètres
en laissant les pièces usinées dans la cuve. En effet, afin de permettre la finition.
les gouttelettes d’eau qui resteront sur la pièce usinée ▲ Montage Une fois le carbure précoupé, il peut être monté
contiendront des concentrations particulièrement élevées dans la pièce en acier moulé. À cause de la rétractation,
de matériaux corrosifs. Il est préférable de laisser la pièce une déformation du profil interne est possible.
submergée dans la cuve pleine. ▲ Finition. Après le montage, le profil peut être fini dans
▲ Veillez à garder le diélectrique propre Les filtres n’élimi- ses dimensions définitives via l’électroérosion par fil.
nent pas totalement toutes les particules de cobalt. Étant donné que la quantité de matériau éliminée lors
▲ Le pH de l’eau doit être vérifié régulièrement, de même de cette opération est limitée, le risque de craquelure est
que la conductivité, la dureté et les chlorures. La plage considérablement réduit.
non critique pour la valeur du pH du carbure se situe
entre 6,5 et 8,5, la valeur optimale à cibler étant de 7.
▲ N’utilisez que du carbure de haute qualité ayant subi
un traitement CIC. La qualité du carbure et sa stabilité
affectent considérablement la finition de la surface et la
précision des pièces produites.
ceratizit.com26 USINAGE DU CARBURE \ USINAGE PAR ÉLECTROÉROSION \ EMBOUTISSAGE PAR ÉLECTROÉROSION LE CARBURE EST UNE QUESTION DE CONFIANCE
L’emboutissage par électroérosion
Pour l’emboutissage par électroérosion, on utilise une
électrode présentant la forme négative du résultat final de
l’opération. Moyennant l’utilisation de plusieurs axes, des
formes complexes peuvent être usinées. Les électrodes
peuvent être fabriquées en tungstène-cuivre, en cuivre ou
en graphite. Pour le diélectrique, on utilise de l’huile afin de
minimiser le risque de corrosion. Un aspect très critique de
l’emboutissage par électroérosion est que des paramètres
mal réglés peuvent entraîner des dommages thermiques sur
des sections importantes de la surface de la pièce à usiner.
Surface influencée thermiquement, section transversale Surface avec paramètres optimisés
Matériaux de l’électrode Étapes d’usinage
Exigences relatives Propriétés de résultat Étapes
aux électrodes requises d’usinage Ponçage Finition Fin finition Polissage
Débit de matière
Débit de matière élevé Conductivité électrique élevée ≥ 17 ≥ 2,5 ≥ 0,5 < 0,5
[mm³/min]
Point de fusion élevé Débit de matière
Taux d’usure faible 4,5 – 9,0 0,3 – 4,5 0,1 – 0,3 < 0,1
Conductivité thermique élevée spécifique [mm³/(A-min)]
Dilatation thermique faible
Rugosité Ra
Haute précision Contrainte interne faible ≥3 ≥ 0,8 ≥ 0,5 ≥ 0,5
[µm]
Stabilité des arêtes élevée
Coût d’usinage faible Bonne usinabilité
Bonne disponibilité
Prix raisonnable
des matières premières
ceratizit.com27
28 USINAGE DU CARBURE \ FRAISAGE DU CARBURE LE CARBURE EST UNE QUESTION DE CONFIANCE
Le fraisage du carbure
Introduction Outils de fraisage pour carbure
Le fraisage du carbure est une nouvelle technologie apparue
(revêtement CVD diamanté, DPC)
au cours des dernières années et offrant certains avantages Pour pouvoir couper, les outils doivent être quatre fois plus
par rapport aux autres technologies de production. durs que le matériau à usiner. Sur la base des propriétés
mécaniques et de la dureté des nuances de carbure,
Avantages et limites du fraisage (800-2 200 HV30), seuls deux matériaux sont utilisés habitu-
▲ En comparaison aux autres technologies de production ellement pour l’usinage : le DPC (diamant polycristallin) ou
comme l’emboutissage par électroérosion, le fraisage les outils CVD (diamantés). Ces deux matériaux présen-
réduit le temps de traitement. Ceci est possible grâce tent une dureté de 8000 à 10 000 HV30 et il convient par
au fait que la pièce est usinée directement; l’usinage conséquent pour l’usinage du carbure.
par électrode est éliminé et toutes les autres pertes de
temps, comme les périodes d’attente entre les différentes
opérations, sont réduites.
▲ Bonne finition de surface : Des valeurs Ra pouvant at-
teindre 0,05 sont obtenus directement par fraisage, ce
qui réduit le temps de ponçage final requis.
▲ Des formes complexes peuvent être produites. Il est
possible de fraiser des formes et des profilés qui ne pou-
vaient auparavant être produits que par emboutissage
par électroérosion.
▲ La technologie ne convient toutefois pas pour l’élimination
de volumes importants de matériau. Étant donné le type
d’outils de fraisage disponibles pour le carbure, l’élimina-
tion de quantités importantes de matériaux pourrait ne
pas être avantageuse d’un point de vue économique.
▲ Les petits rayons négatifs peuvent être difficiles à usiner.
Le rayon de la pièce usinée sera directement affecté par
le rayon de l’outil de fraisage.
Fraisage du carbure de tungstène 2)
2
) Fraunhofer IPT
Nuances de carbure convenant pour le fraisage
haut
CTE50
Liant 25%
CF-F35Z
Liant 17,5%
Grain extra gros
Grain fin
% de liant
CF-H40S+
Liant 12%
CTC-25
Liant 12,5%
Grain fin/moyen
Grain gros
CF-S12D
Liant 6%
Grain le plus fin
Fin Taille de grain Gros
bas
Nuances de carbure convenant pour le fraisage
ceratizit.comLE CARBURE EST UNE QUESTION DE CONFIANCE USINAGE DU CARBURE \ FRAISAGE DU CARBURE 29
Les propriétés de la nuance de carbure à usiner ont une Paramètres de fraisage
grande influence sur le processus de fraisage. Plus le
carbure est dur, plus l’opération de fraisage sera difficile. ▲ Profondeur de coupe de 0,005 à 0,2 mm
Les graphiques illustrent l’usinabilité des différentes nuan- ▲ Pas de 0,005 à 0,4 mm
ces de carbures en fonction du calibre du grain et de la ▲ Vitesse de 20 000 à 48 000 tpm
quantité de liant. ▲ Avances de 80 à 750 mm/min.
▲ Durée de vie de l’outil jusque 400 minutes
Des valeurs de dureté avoisinant les 1860 HV30 représen-
tent la limite des possibilités pour les matériaux à fraiser. Contraintes de compression
La durée de vie d’une fraiseuse est également influencée
par la dureté du matériau à usiner. Lors du fraisage d’une résiduelle
nuance de carbure présentant une dureté avoisinant les L’un des principaux avantages du processus de fraisage
750 HV30 (25 % de liant et gros grains), une fraiseuse peut est que durant ce processus, les tensions de compression
éliminer 1000 mm3 de matériau, environ. Lorsque la dureté interne se produisent dans le carbure de tungstène.
du matériau augmente, la durée de vie de l’outil diminue. Ces tensions de compression interne entraînent une
Astuce : Parallèlement, le processus de fraisage a également meilleure ténacité des pièces usinées et préviennent
rendu la fabrication de filetages très économique. Autre le développement de craquelures.
avantage : la résistance beaucoup plus élevée des filetages Lors d’essais, les pièces actives fraisées ont atteint
fraisés par rapport aux filets érodés une augmentation de la durée de vie jusqu‘à 3,5 fois
supérieure, ce qui peut être attribué, entre autres facteurs,
aux propriétés des contraintes de compression.
Contrainte Pièces produites
de traction par emboutissage
1500 par électroérosion
1000
500
0
-500
-1000
-1500
Contrainte de
compression CF- CF-F35Z CTC25 CTF50
H40S+
Contraintes internes après processus de fraisage
ceratizit.comVous pouvez aussi lire

















































