Matériaux pour le MSFR Molten Salt Fast Reactor ou R2SF Réacteur Rapide
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
PCR-ANSF
Matériaux pour le MSFR (Molten Salt Fast
Reactor) ou R2SF (Réacteur Rapide à
Sels Fondus)
T. Augera, T. Baudinb, J.P. Chevalierc, I. Drouelleb , *
A Ecole centrale de Paris, MSSMat, CNRS UMR 8579, 92290 Châtenay Malabry
b Université Paris-Sud, ICMMO-LPCES, CNRS UMR 8182, 91405 Orsay
C CNAM, Paris
* Remerciements à Ngoc Do, Ary Justmann,
Euloge Guépi, Jérémie Legrand et Julien Thébault
1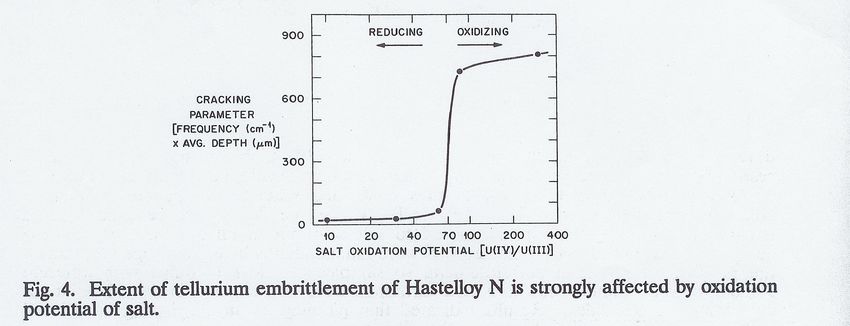
Motivation pour la substitution du Mo par le W
Développement d’un matériau pour les sels fondus
Etape 1 : sélection d’une gamme de composition
Etape 2 : élaboration et contrôle de la microstructure
Etape 3 : caractérisation des propriétés (stabilité
structurale, fluage, tenue à la corrosion, résistance à
l’irradiation)
Etape 4 : …
Points à creuser : NiWCr comme matériaux modèles
pour plusieurs domaines scientifiques (plasticité,
recristallisation, thermo)
2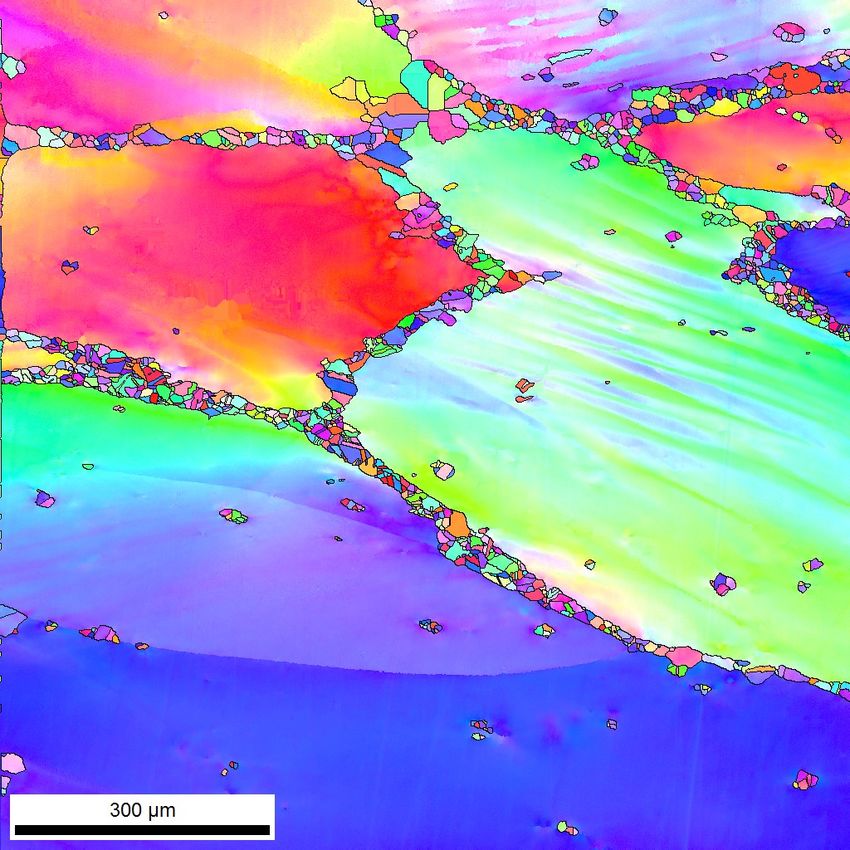
Le réacteur rapide à sels fondus (R2SF)
Gamme de T° de fonctionnement du R2SF : ~ 600-900°C!
3
Défis matériaux
Propriétés requises :!
T (C°)
800
M R2SF
S
600 R
E Réacteur rapide caloporteur métal liquide
400
REP
200
dpa
50 100 150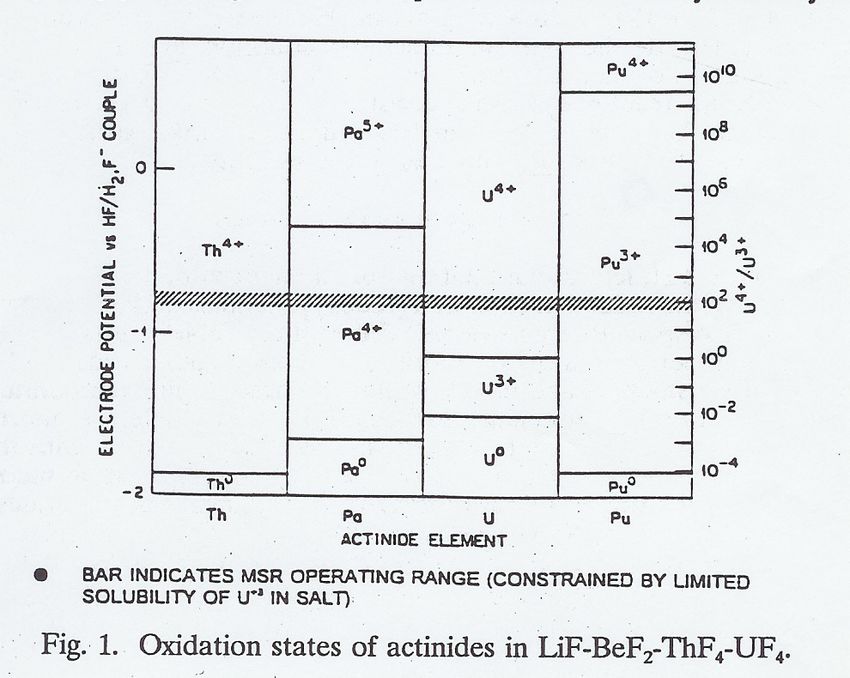
Différentes applications La tendance à l’augmentation des températures requiert des développements matériaux
La corrosion du Cr en R2SF fluorure: importance pour les
matériaux
Corrosion par transfert de masse :
a) le Cr est particulièrement oxydable et passe en solution
En boucle, sans contrôle, le potentiel
2HF + M MF2+H2 (M=Ni, Cr, Fe)
redox U4+/U3+ se fixe à une valeur
XF2 + Cr CrF2 + X (X=Ni, Fe) stationnaire fonction du matériau
(MSRE : 100 à 350)
2Cr + 2UF4 CrF2 + 2UF3 F-/F2
Composition en Cr < 10%
Au delà, dissolution trop Ni/Ni2+
importante du Cr… Fe/Fe2+
Cr/Cr2+
b) Le transfert de masse est
également régulé par la diffusion U3+/U4+
du Cr jusqu’à la surface de l’alliage U/U3+
Be/Be2+
Li/Li+
J.H.DeVan, AIP 1995
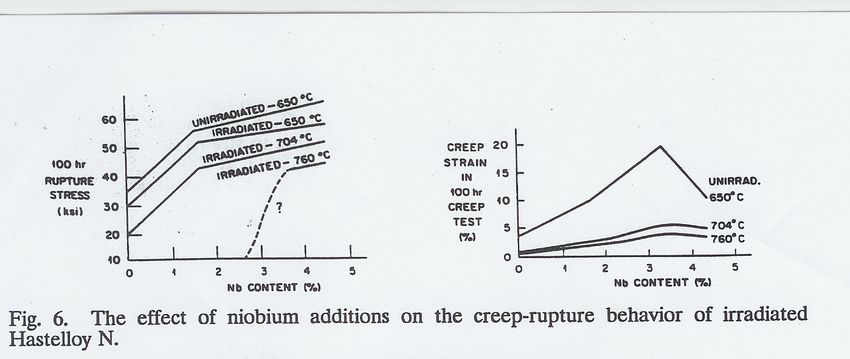
Hastelloy N : revue et évolution.
(in %wt) Ni Mo Cr Fe Si Mn C Nb+Ti
Hast. N Bal. 17,2 7,4 4,5 0,6 0,54 0,05 0
Hast. N modifié Bal. 12 7 0,5 0,1 0,2 0,05
Hastelloy N : revue et évolution.
• Fragilisation par l’He formé par capture neutronique (10B(n,α)7Li ,58Ni(n, γ)→59Ni(n,α)
Bulles d’He se formant aux joints de grains
• He capté à l’interface TiC ou NbC/matrice T700°C => libération de l’He => Fragilisation
• Fragilisation par le produit de fissionTellure :
Diffusion du Te aux joints de grains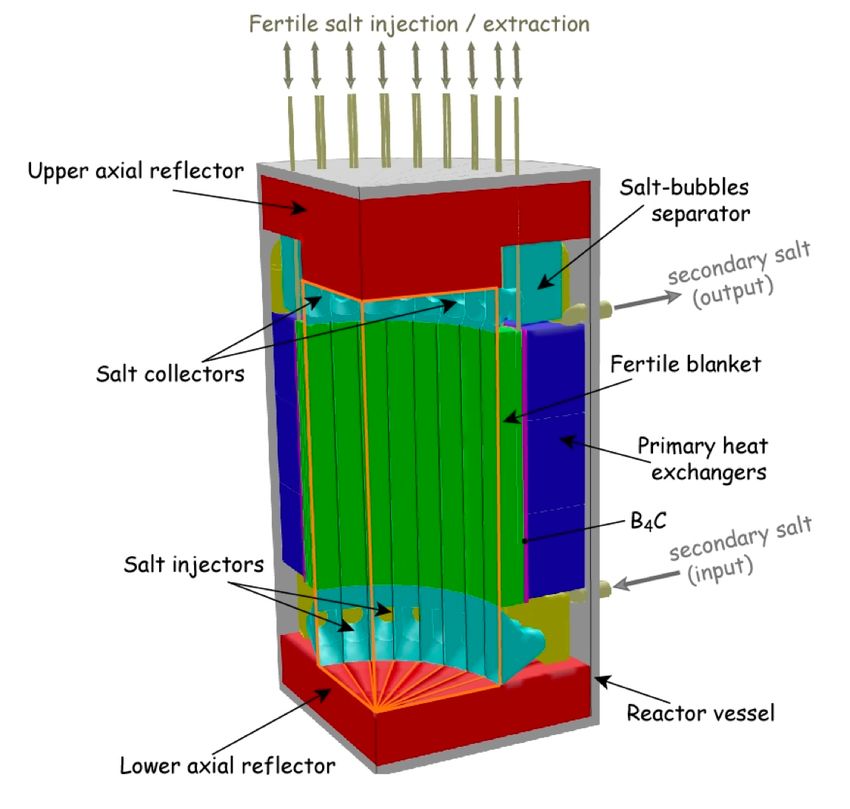
Diffusion et fluage Ni-Mo / Ni-W La diffusion et le fluage sont ralentis dans le système Ni-W versus Ni-Mo
Ni-Mo-Cr / Ni-W-Cr
Diagrammes de phase
Stabilité structurale…Stabilité de phase pour l’Hastelloy N « A possible δ-NiMo brittle phase formed during high temperature annealing » (R.E. Gehlbach and H. E. McCoy, Jr.)
Sélection d’une gamme de composition
Intérêt du système Ni-W-Cr
• Diagramme de phase sans intermétalliques pour les
compositions intéressantes pour les applications HT
• Diffusion et Fluage diminués/ Ni-Mo-Cr
• Moins d’activation à long terme sous irradiation
• Possibilité d’avoir une résistance au fluage améliorée
par la précipitation non fragilisante de α-W (renforcement
à HT des joints de grains, impossible avec Ni-Mo-Cr où
l’on utilise plutôt des carbures).
Ni20Cr15W Ni20Cr20W
Fluage à 20 Mpa/1000°C. Tanaka et al.Estimation de la résistance au fluage en solution solide -1
Fluage contrôlé par la montée des [Tiearney et al., 1982] !
dislocations! 3 n
• DmGb γ SF σ Un facteur 10 / aux alliages Ni-Mo-
εm = A Cr attendue grâce au coefficient de
kT Gb
G diffusion. !Estimation de la résistance au fluage en solution solide-I1
Ni-8%W! Ni-8%Mo!
γ SF ≅ 0.060mJ.m−2 γ SF ≅ 0.140mJ.m−2
Un facteur 10 additionnel attendue grâce à la
réduction de γ SFpour les alliages concentrés!
€ €
€ Ni-W 8,2 – Cr 17,8 !
Gb 2 (2 − υ − 2υ cos2φ )
Thèse R.Cury (Univ. P12) γ SF = ≅ 0.013mJ.m−2
8πΔ(1− υ )Micro-dureté f(T) Ni-W-Cr
High temperature Vickers microhardness variation
280
Ternary Alloys and Haynes 230
Haynes 230
230 Ni-W11,4 Cr 5
Ni-W10 Cr10
Vickers Microhardness
Ni-W8,2 Cr17,8
180
Ni-W12 Cr17
130
80
30
0 100 200 300 400 500 600 700 800
Temperature (oC)Carbure de W et α-W dans Ni-8Cr-1OW (%at.)
Evolution de la précipitation à T = 800 °C, Ni-8Cr-10W (%at.)
360 h
• Importance du carbone sur la précipitation (induit un
C Ni W
retard pour la précipitation du α-W)
α-W (RX)
• premières coulées d’A&D sans C + carbure
17
17C - 44,16 Ni - 18,52 W - 37,33 Total (% at.) = 100,00Élaboration et contrôle de la microstructure
Du lingot au produit… La mise en forme…
Laminage Tréfilage/
Extrusion
Forgeage/
Tréfilage
Déformation plastique et recristallisation à haute température à toutes les étapes…
Besoin de maitriser les conditions pour une recristallisation homogène
+ SoudureRôle de la précipitation sur la croissance des grains
après déformation
Laminage à froid 40% (allongement des
grains dans le sens de laminage =
accumulation de défauts)
Traitements thermiques
T (°C) à T = 1100°C, t = 2 à 60 min.
Ni-12W (%at.)
ei = 5 mm 1100
20
t (minutes)
20 (contrôle de la microstructure)Influence de la précipitation sur la croissance
des grains Ni-12W %at.
Taille (µm)
t (min.)
21Schéma de contrôle de la microstructure des NiWCr
Deux types de précipités :
les carbures et α-W.
Les précipités de carbures de W se forment aux joints de grains : ils
bloquent la croissance des grains.
L’alliage après traitement thermique conserve la « mémoire » des
grains colonnaires ou de l’ancienne microstructure.
Cr
Découplage recristallisation et
précipitation
• Donc, faible teneur des
alliages en C
• Recristallisation à haute
température
• Précipitation à basse
température Ni W
22Elaboration des alliages : à l’échelle du laboratoire
…
Métallurgie des poudres (mélange Ni-W et compactage)
Frittage des poudres sous H2
Fusion par induction pour obtenir un alliage mère
Fusion par induction pour l’ajout du Cr
Fusion par induction pour la mise en forme
Traitement d’homogénéisation sous vide secondaire
(T = 1250 -1300 °C, 48 h)
23 Coulée réalisée au Feu-CECM (Vitry), de pureté 99,99 %Contrôle de la microstructure : à l’échelle du laboratoire
• Optimisation du laminage à froid et du recuit pour le contrôle de la taille de
grain
20% de taux de laminage + 40% de taux de laminage +
recuit à 1100°C recuit à 1100°C
• Recuit d’homogénéisation à 1300°C (1 à 2h)!
• Laminage (taux compris entre 10 et 20%)
• Recuit à 1100°C (1h)
• Recuit à 850-900°C pour précipitation α-W (±24h)Elaboration des alliages : … à l’échelle industrielle
Etude de faisabilité d’élaboration à l’échelle industrielle (pas de
« cliquage », i.e. pas de fissures à cœur du lingot)
pas de problème de principe pour 7 kg => élaboration de
coulées plus importantes (200 kg)
Les études des matériaux modèles du CECM = définition des
compositions des coulées industrielles
(% pds) C Ni Cr Mo W
Sels fondusMicrostructure de départ
Forgeage : moyen industriel de déformation pour obtenir
des plaques
Galet forgé à chaud – 50 % (2,5 cm d’épaisseur, 5 cm
diamètre, coulée de 7 kg)
Gros grains (500µm) + petits grains recristallisés en collier
contrôle de la microstructure par des recuits
26
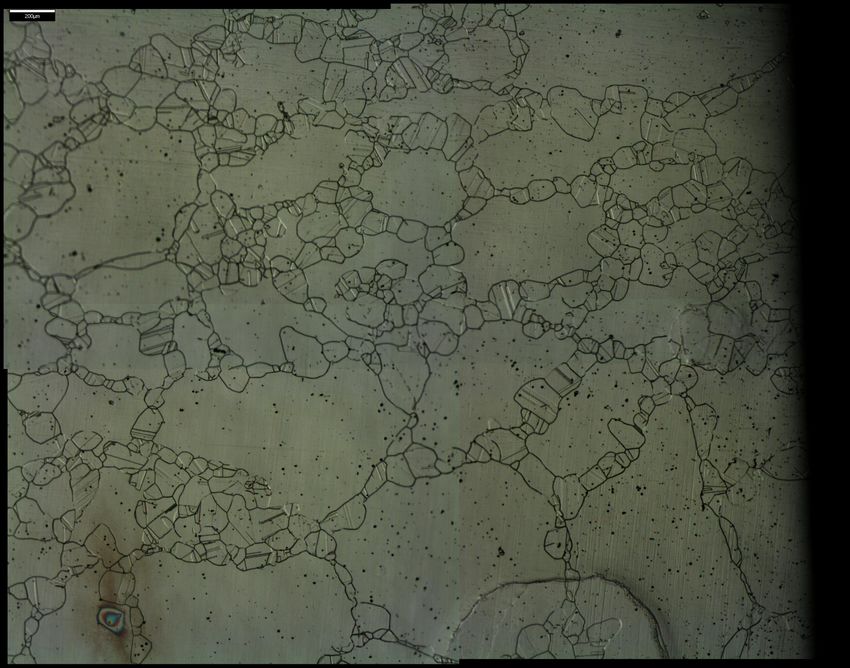
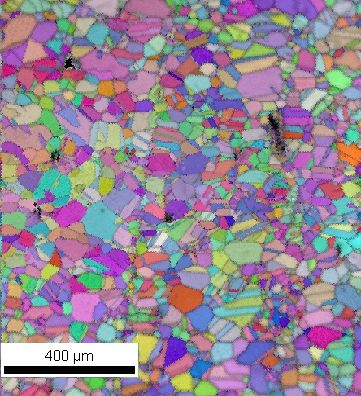
La force motrice est la déformation plastiqueMicrostructure après recuit de 2h à 1050°C
Gros grains (500µm) + grains recristallisés en collier
27Microstructure après recuit de 16h à 1050°C 28 Bonne recristallisation homogène
Microstructure après recuit de 47h à 1050°C 29 Début du grossissement activé thermiquement des grains
Microstructure après recuit de 2h à 1200°C
La faisabilité d’une élaboration
industrielle est démontrée!
• Pas de problème d’élaboration
malgré la forte teneur en W
• Contrôle de la µstructure
relativement aisé à obtenir par
traitements conventionnels
thermo-mécaniques
Reste à démontrer sur l’alliage industriel
Traitement de précipitation
Passage des traitements
thermomécaniques aux
produits semi-forgés (barre
plate ≈ 200kg)
30Caractérisation des propriétés
Alliages industriels (VHTR, sels fondus)
1. Métallurgie
2. Contrôle de la microstructure
3. Caractérisation des propriétés mécaniques et
de la tenue au fluage (en température)
Etude du soudage-diffusion : VHTR Etude de la corrosion par le Tellure (C.
(haut Cr) Cabet, CEA) : sels fondus (bas Cr)
pds)
31Points à creuser : NiWCr comme matériaux modèles
pour plusieurs domaines scientifiques (plasticité,
recristallisation, thermo)
« comportements multi-échelles. »Données thermodynamiques : modélisation
Diagramme de phases ternaire : détermination de la
limite de solubilité du coté à bas Cr
Détermination des coefficients de diffusion :
détermination des cinétiques de précipitation
Cr
Ni W
Optimisation du système NiCrW (Thermocalc / Dictra) en
cours
33Ordre à Courte Distance dans les Ni-W
• {1 ½ 0} diffusion diffuse OCD statistique homogène
(pas de microdomaines)!
• Durcissement corrélé avec l’OCD! ([1,0,0] Orientation)
NiW 15at% NiW 12,5at% NiW 10at% NiW 8at%
OCD corrélé avec la localisation de la déformation plastiqueRecristallisation • Premiers stades de la recristallisation • Lien avec la localisation de la déformation • Prise en compte du maclage
Conclusion
Nécessité de mettre au point un matériau pour des T°
>700°C.
Le remplacement du Mo par le W est faisable
industriellement (élaboration, microstructure)
Les caractérisations (prop. Méca., corrosion, etc…)
vont pouvoir débuter
Ces matériaux servent d’alliages modèles pour
d’autres domaines.
36Vous pouvez aussi lire