Mig C200i Caddy - Manuel d'instructions - ESAB
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
Caddy® Mig C200i Manuel d'instructions 0440 001 101 FR 20210423 Valid for: from serial no. 115-xxx-xxxx
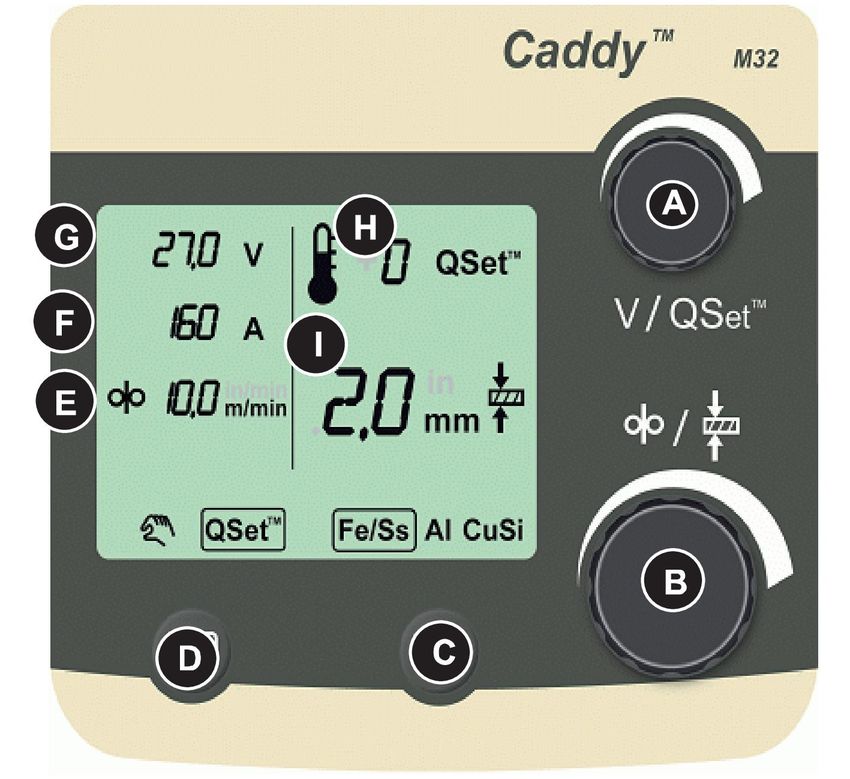
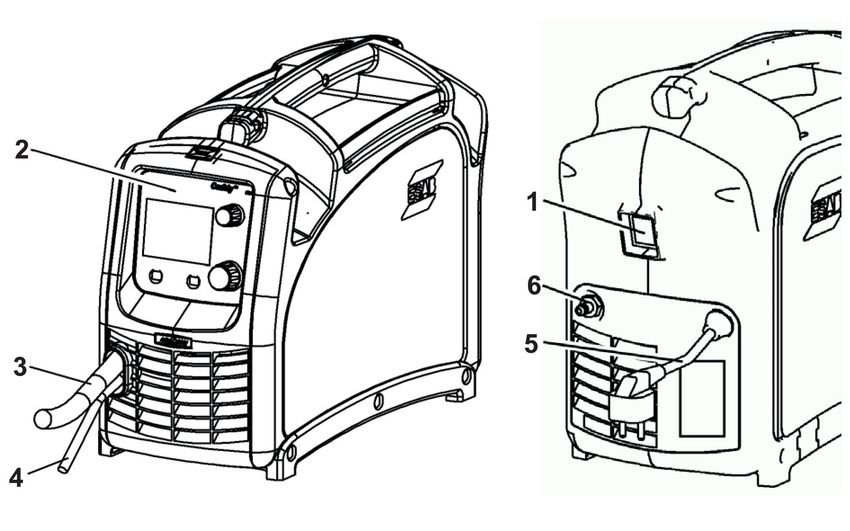
TABLE DES MATIÈRES
1 SÉCURITÉ ................................................................................................... 4
1.1 Signification des symboles ................................................................... 4
1.2 Précautions de sécurité ......................................................................... 4
2 INTRODUCTION .......................................................................................... 8
2.1 Équipement ............................................................................................. 8
3 CARACTÉRISTIQUES TECHNIQUES ........................................................ 9
4 INSTALLATION ............................................................................................ 11
4.1 Instructions pour soulever l'appareil ................................................... 11
4.2 Emplacement .......................................................................................... 11
4.3 Alimentation secteur .............................................................................. 11
5 FONCTIONNEMENT.................................................................................... 13
5.1 Appareils de contrôle et de connexion ................................................ 14
5.2 Opération................................................................................................. 14
5.2.1 Mode manuel........................................................................................ 15
5.2.2 Mode QSet ........................................................................................... 15
5.2.3 Unités de mesure ................................................................................. 16
5.3 Codes d’erreur ........................................................................................ 16
5.4 Réglages de l'inductance (Fe/SS) ......................................................... 17
5.5 Changement de polarité......................................................................... 17
5.6 Pression du dévidoir .............................................................................. 18
5.7 Remplacement et insertion de fil .......................................................... 18
5.7.1 Remplacement de rainure de galet ...................................................... 19
5.8 Gaz de protection ................................................................................... 19
5.9 Protection anti-surchauffe..................................................................... 19
6 MAINTENANCE ........................................................................................... 20
6.1 Contrôle et nettoyage............................................................................. 20
6.2 Changement de gaine ............................................................................ 20
7 DÉPANNAGE ............................................................................................... 21
8 COMMANDE DE PIÈCES DE RECHANGE ................................................ 22
DIAGRAMME ....................................................................................................... 23
NUMÉROS DE COMMANDE .............................................................................. 24
PIÈCES D'USURE ............................................................................................... 25
ACCESSOIRES ................................................................................................... 26
Sous réserve de modifications techniques sans avertissement préalable.
0440 001 101 © ESAB AB 2021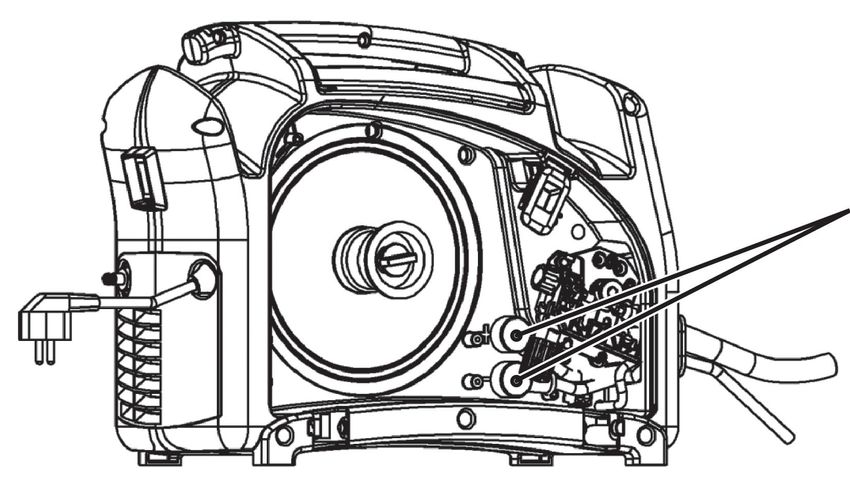
1 SÉCURITÉ
1 SÉCURITÉ
1.1 Signification des symboles
Tels qu'utilisés dans ce manuel : Signifie Attention ! Soyez vigilant !
DANGER !
Signifie dangers immédiats qui, s'ils ne sont pas évités, entraîneront
immédiatement de graves blessures ou le décès.
AVERTISSEMENT
Signifie risques potentiels qui pourraient entraîner des blessures ou le
décès.
ATTENTION !
Signifie risques qui pourraient entraîner des blessures légères.
AVERTISSEMENT
Avant toute utilisation, merci de lire et de comprendre le
contenu du manuel d'instructions et de respecter
l'ensemble des indications des étiquettes, les règles de
sécurité de l'employeur ainsi que les fiches de données
de sécurité (SDS).
1.2 Précautions de sécurité
Il incombe à l'utilisateur des équipements ESAB de prendre toutes les mesures nécessaires
pour garantir la sécurité du personnel utilisant le système de soudage ou se trouvant à
proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type
d'appareil. Le contenu de ces recommandations peut être considéré comme un complément
aux règles de sécurité en vigueur sur le lieu de travail.
Toutes les opérations doivent être exécutées par du personnel spécialisé qui maîtrise le
fonctionnement de l'équipement. Une utilisation incorrecte est susceptible de créer une
situation anormale comportant un risque de blessure ou de dégât matériel.
1. Toute personne utilisant l'équipement devra bien connaître :
○ son utilisation
○ l'emplacement de l'arrêt d'urgence
○ son fonctionnement
○ les règles de sécurité en vigueur
○ les procédés de soudage, de découpe et autres opérations applicables à
l'équipement
2. L'opérateur doit s'assurer des points suivants :
○ que personne ne se trouve dans la zone de travail au moment de la mise en
service de l'équipement ;
○ que toutes les personnes à proximité de l'arc sont protégées dès l'amorçage de
l'arc ou l'actionnement de l'équipement.
3. Le poste de travail doit être :
○ adapté aux besoins,
○ à l'abri des courants d'air.
0440 001 101 -4- © ESAB AB 2021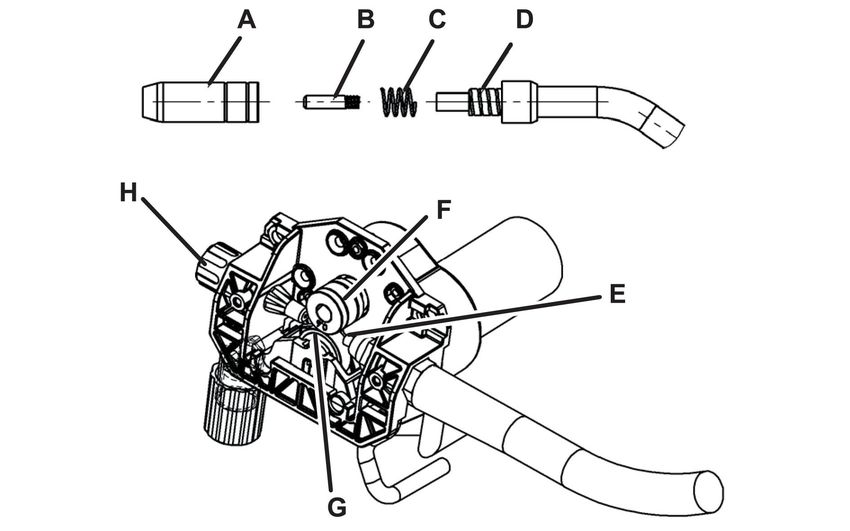
1 SÉCURITÉ
4. Équipement de protection :
○ Veillez à toujours porter l'équipement de protection recommandé, à savoir, des
lunettes, des vêtements ignifuges et des gants.
○ Ne portez pas de vêtements trop larges ni de ceinture, de bracelet, etc. pouvant
s'accrocher en cours d'opération ou occasionner des brûlures.
5. Mesures de précaution :
○ Vérifiez que les câbles sont bien raccordés ;
○ Seul un électricien qualifié est habilité à intervenir sur les équipements haute
tension ;
○ Un équipement de lutte contre l'incendie doit se trouver à proximité et être
clairement signalé ;
○ N'effectuez pas de graissage ou d'entretien pendant le soudage.
AVERTISSEMENT
Le soudage à l'arc et la découpe sont sources de danger pour vous-même et votre
entourage. Prenez les précautions nécessaires pendant le soudage et la découpe.
DÉCHARGE ÉLECTRIQUE - Danger de mort
• Installer l'équipement et assurer sa mise à la terre conformément au
manuel d'instructions.
• Ne pas toucher des électrodes ou des pièces électriques sous tension à
main nue ou avec des gants ou des vêtements humides.
• Portez une tenue isolante et isolez la zone de travail.
• Assurez-vous de travailler dans une position sûre.
CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES - Nocifs
• Les soudeurs équipés de stimulateurs cardiaques doivent consulter leur
médecin avant d'effectuer le soudage. Les CEM peuvent interférer avec
certains stimulateurs cardiaques.
• L'exposition aux CEM peut avoir d'autres effets inconnus sur la santé.
• Les soudeurs doivent suivre la procédure suivante pour minimiser
l'exposition aux CEM :
○ Acheminez l'électrode et les câbles de travail du même côté de votre
corps. Sécurisez-les avec du ruban adhésif, si possible. Ne vous
placez pas entre la torche et les câbles de travail. N'enroulez jamais
la torche ou le câble de travail autour de votre corps. Maintenez la
source d'alimentation de soudage et les câbles le plus à l'écart
possible de votre corps.
○ Connectez le câble de travail à la pièce à souder, aussi près que
possible de la zone à souder.
FUMÉES ET GAZ - Nocifs
• Éloigner le visage des fumées de soudage.
• Installer un système de ventilation ou d'évacuation au niveau de l'arc, ou
les deux, pour évacuer les émanations et les gaz de la zone respirable et
de la zone de travail en général.
RAYONS DE L'ARC – Danger pour les yeux et la peau.
• Protégez-vos yeux et votre peau. Utiliser un écran de soudeur et des
verres filtrants appropriés et porter des vêtements de protection.
• Protéger les personnes voisines des effets dangereux de l’arc par des
rideaux ou des écrans protecteurs.
0440 001 101 -5- © ESAB AB 2021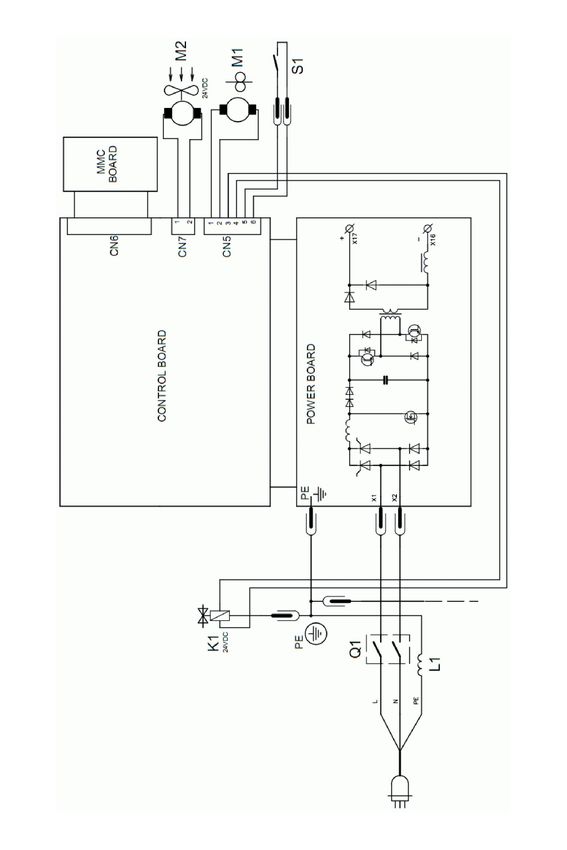
1 SÉCURITÉ
BRUIT - Le niveau élevé de bruit peut altérer les facultés auditives.
Utilisez une protection d'oreilles ou toute protection auditive similaire.
PIÈCES MOBILES - peuvent provoquer des blessures
• Maintenez tous les panneaux, portes et caches fermés et fermement en
place. Assurez-vous que seules des personnes qualifiées déposent les
caches en vue de la maintenance et du dépannage, si nécessaire.
Reposez les panneaux ou les caches et fermez les portes une fois
l'entretien terminé et avant de démarrer le moteur.
• Arrêtez le moteur avant d'installer ou de brancher l'unité.
• Maintenez les mains, cheveux, vêtements amples et outils à l'écart des
pièces mobiles.
RISQUE D'INCENDIE
• Les étincelles peuvent provoquer un incendie. S'assurer qu'il n'y a pas de
matières inflammables à proximité.
• N'utilisez pas sur réservoirs fermés.
EN CAS DE DYSFONCTIONNEMENT - Faites appel à un technicien qualifié.
PROTÉGEZ-VOUS ET PROTÉGEZ VOTRE ENTOURAGE !
ATTENTION !
Ce produit est exclusivement destiné au soudage à l'arc.
AVERTISSEMENT
N'utilisez pas le générateur pour dégeler des canalisations.
ATTENTION !
Les équipements de classe A ne sont pas conçus pour
un usage résidentiel avec une alimentation secteur à
basse tension. Dans ces lieux, garantir la compatibilité
électromagnétique des équipements de classe A
devient difficile, dû à des perturbations par conduction
et par rayonnement.
0440 001 101 -6- © ESAB AB 2021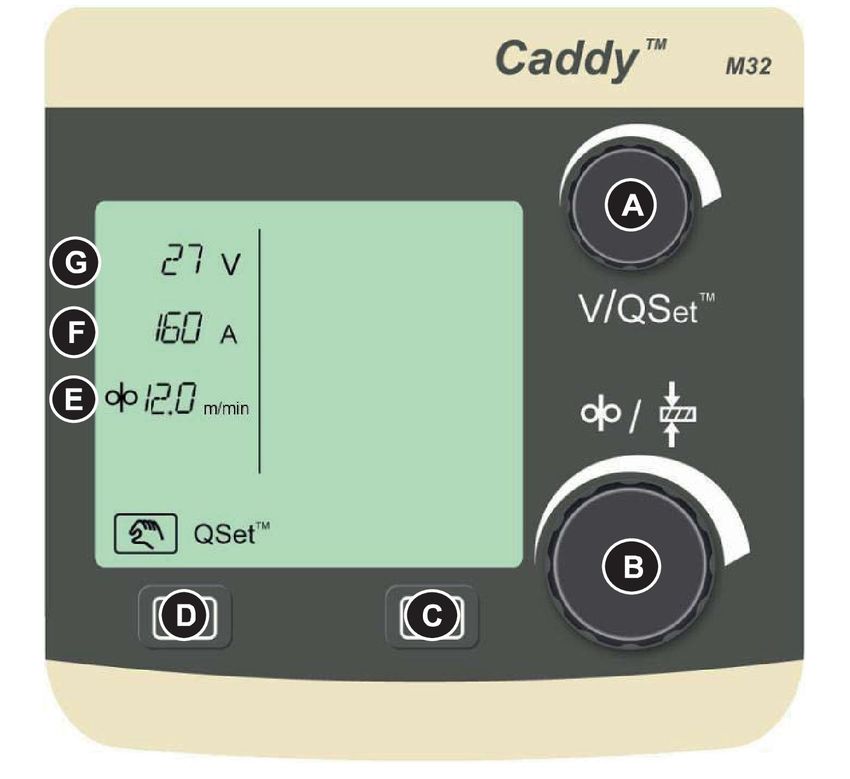
1 SÉCURITÉ
REMARQUE !
Jetez l'équipement électronique dans les centres de
recyclage agréés !
Conformément à la Directive européenne 2012/19/EC
relative aux déchets d'équipements électriques et
électroniques et à sa transposition dans la législation
nationale en vigueur, les équipements électriques et/ou
électroniques parvenus en fin de vie doivent être
confiés à un centre de recyclage agréé.
En tant que responsable de l'équipement, il est de votre
responsabilité d'obtenir les informations nécessaires sur
les centres de recyclage agréés.
Pour plus d'informations, contactez votre fournisseur
ESAB le plus proche.
ESAB propose à la vente toute une gamme d'accessoires de soudage et
d'équipements de protection personnelle. Pour obtenir des informations sur les
commandes, merci de contacter votre distributeur ESAB ou de consulter notre
site Web.
0440 001 101 -7- © ESAB AB 2021
2 INTRODUCTION
2 INTRODUCTION
Mig C200i est un générateur portable de soudage au format compact destiné au soudage
MIG/MAG.
Il est possible de passer d’un soudage à fil plein/gaz inerte à un soudage à fil fourré sans
gaz.
Le générateur fonctionne avec des diamètres de fil allant de Ø0,6 à Ø1,0 mm. L'argon pur,
les mélanges gazeux ou le C02 pur peuvent être utilisés comme gaz de protection.
2.1 Équipement
Le générateur est fourni avec :
• Manuel d'instructions
• Torche de soudage MXLTM 180 (3 m, fixe)
• Câble de retour avec pince (3 m, fixe)
• Câble d'alimentation secteur (3 m, fixe, avec fiche)
• Sangle d'épaule (voir la section « Instructions pour soulever l'appareil » du chapitre
« INSTALLATION »).
• Tuyau de gaz avec connexion rapide (4,5 m)
Les accessoires ESAB correspondant à ce produit sont répertoriés au chapitre
« ACCESSOIRES » de ce manuel.
0440 001 101 -8- © ESAB AB 2021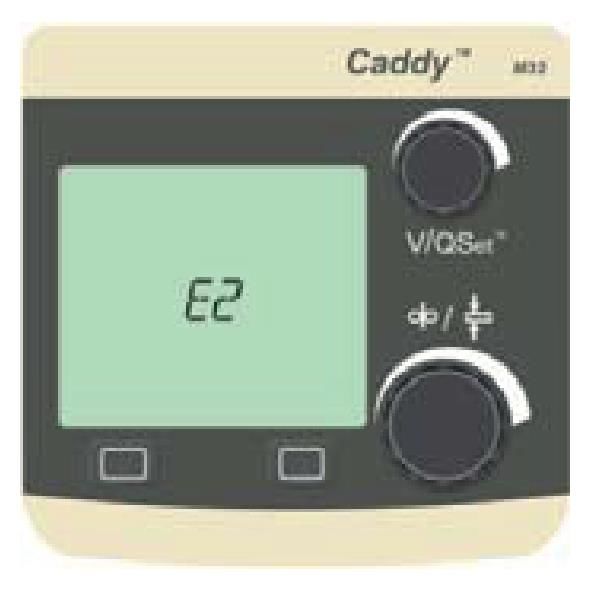
3 CARACTÉRISTIQUES TECHNIQUES
3 CARACTÉRISTIQUES TECHNIQUES
Mig C200i
Tension de secteur 230 V, 1~ 50/60 Hz
Charge maximale admissible avec :
Facteur de marche 25 % 180 A
Facteur de marche 60 % 120 A
100 % facteur de marche 1–0 A
Plage de réglages 30 A - 200 A
Tension de circuit ouvert 60 V
Tension de circuit ouvert 15 W
Rendement au courant maximum 82 %
Facteur de puissance au courant maximum 0,99
vitesse de dévidage 2,0 - 12,0 m/min
Section du fil :
Fe Ø 0,6 - 1,0
Fil fourré Ø 0,8 - 1,0
Ss Ø 0,8 - 1,0
Al Ø 1,0
Diamètre max. de la bobine de fil Ø 200 mm
Pression acoustique constante à vide < 70 dB
Dimensions L x l x h 449 x 198 x 347 mm
Poids 12 kg
Température de fonctionnement -10 à +40°C
Températures de transport -20 à +55°C
Classe de protection IP 23C
Classe d’utilisation
Torche de soudage MXL 180
Refroidissement gaz air/inerte
Charge admissible pour un facteur de marche de 20 % :
Dioxyde de carbone C02 200 A
Mélange gazeux Ar/C02 180 A
Auto-protégé 120 A
Charge admissible pour un facteur de marche de 35 % :
Dioxyde de carbone C02 180 A
Mélange gazeux Ar/C02 150 A
Auto-protégé 1–0 A
Flux de gaz recommandé 8 - 15 I/min
Section du fil 0,6-1,0 mm
Poids 1,32 kg
0440 001 101 -9- © ESAB AB 20213 CARACTÉRISTIQUES TECHNIQUES Torche de soudage MXL 180 Longueur de l'ensemble de câbles 3,0 m Câble de commande standard bipolaire Facteur de marche Le facteur de marche correspond au pourcentage d'une période de 10 minutes pendant laquelle le soudage ou la découpe est possible à une certaine charge sans provoquer de surcharge. Le facteur de marche est valable à 40° C/ 104 °F, ou à une température inférieure. Classe de protection Le code IP correspond à la classe de protection, c'est-à-dire le niveau d'étanchéité à l'eau ou à d'autres éléments. Les équipements portant l'indication IP23C sont destinés à un usage intérieur et extérieur. Classe d'application Le symbole indique que le poste de soudage est conçu pour des utilisations dans les zones présentant un risque électrique élevé. 0440 001 101 - 10 - © ESAB AB 2021
4 INSTALLATION
4 INSTALLATION
L'installation doit être confiée à un professionnel.
REMARQUE !
Exigences relatives à l’alimentation secteur
Étant donnée l'intensité du courant primaire fourni par l'alimentation secteur, les
équipements haute puissance sont susceptibles d'avoir un impact sur la qualité de
la puissance du réseau. C'est pourquoi, pour certains types d'équipements (voir le
chapitre « CARACTÉRISTIQUES TECHNIQUES »), des restrictions ou exigences
relatives à l'impédance maximale admissible ou à la puissance d'alimentation
minimale requise peuvent être appliquées au point d'interface avec le réseau public.
Dans ce cas, il incombe à l'installateur ou à l'utilisateur de vérifier auprès du
gestionnaire de réseau de distribution si l'équipement peut être raccordé.
4.1 Instructions pour soulever l'appareil
Utilisez la poignée ou la sangle d'épaule fournie avec l'appareil pour le soulever. La sangle
se fixe comme indiqué dans le schéma ci-après.
4.2 Emplacement
Placez le générateur de soudage de manière ne pas obstruer les entrées et sorties d'air de
refroidissement.
4.3 Alimentation secteur
Vérifier que le générateur est connecté à une tension d'alimentation secteur adaptée et qu'il
est protégé par un fusible de calibre approprié. Pour des raisons de protection, l'équipement
doit être relié à la terre, conformément aux réglementations en vigueur.
0440 001 101 - 11 - © ESAB AB 20214 INSTALLATION
Plaque signalétique avec informations de connexion
d'alimentation
Recommandations pour calibres de fusibles et sections minimales de câbles
Mig C200i
Tension de secteur 230 V ±15 % 1~ 50/60 Hz
Section câbles d’alimentation, 3G 1,5 mm2
mm2
10 A
Courant de phase, Ieff
1–6A
Fusible limiteur de courant
REMARQUE !
La section des câbles secteur et les calibres de fusibles mentionnés ci-dessus sont
conformes aux normes suédoises. Pour les autres régions, les câbles d'alimentation
doivent être adaptés à l'application et conformes aux réglementations nationales et
locales.
Câble-rallonge
Si nécessaire, il est recommandé d'utiliser un câble rallonge, 3G 2,5 mm2, d'une longueur
maximale de 50 m.
Alimentation fournie par les générateurs
La source d'alimentation peut être fournie par différents types de générateurs. Cependant,
certains générateurs sont susceptibles de ne pas fournir une puissance suffisante pour le
soudage. Les générateurs équipés d'un régulateur de tension automatique, de régulation
équivalente ou meilleure avec une puissance nominale de 5,5 - 6,5 kW, sont recommandés
pour faire fonctionner la source d'alimentation à pleine capacité.
Il est également possible d'utiliser des générateurs de puissance nominale inférieure, à partir
de 3,0 kW, mais dans ce cas, le réglage doit être proportionnellement limité. Le générateur
est protégé contre la sous-tension. Si la puissance fournie par le générateur est insuffisante,
le soudage est interrompu. Le début du soudage est particulièrement susceptible d'être
perturbé. En cas de perturbation du processus de soudage, ajustez les paramètres de
soudage ou choisissez un générateur plus puissant.
0440 001 101 - 12 - © ESAB AB 20215 FONCTIONNEMENT
5 FONCTIONNEMENT
Les règles de sécurité générale relatives à la manipulation de l'équipement sont
indiquées dans le chapitre « Sécurité » de ce manuel. Lire ce chapitre de A à Z avant
de commencer à utiliser l'équipement !
REMARQUE !
Déplacer l’équipement par la poignée prévue à cet effet. Ne jamais exercer de
traction sur la torche.
AVERTISSEMENT
Attention aux pièces en mouvement qui peuvent
provoquer des blessures.
AVERTISSEMENT
Veillez à ce que les panneaux latéraux restent fermés pendant l'opération.
AVERTISSEMENT
Risque d'écrasement lors du remplacement de la bobine de fil ! N'utilisez pas de
gants de sécurité lors de l'insertion du fil à souder entre les galets d'alimentation.
AVERTISSEMENT
bloquez la bobine pour éviter qu'elle
ne glisse du moyeu.
0440 001 101 - 13 - © ESAB AB 20215 FONCTIONNEMENT 5.1 Appareils de contrôle et de connexion 1. Interrupteur secteur 4. Câble de retour 2. Écran 5. Câble d'alimentation secteur 3. Torche de soudage 6. Connexion gaz 5.2 Opération Le générateur n'est pas instantanément alimenté dès que l'interrupteur secteur (1) est actionné. Après environ 2 secondes, l'écran (2) indique que le générateur est prêt à emploi. Si la gâchette de la torche de soudage est enfoncée alors que le générateur est mis en marche, l'opération est désactivée jusqu'à ce que la gâchette soit relâchée. Le câble de retour (4) doit être correctement raccordé à la pièce à souder ou à la table de soudage. Le panneau latéral recouvrant le dévidoir doit être refermé avant de démarrer le soudage. L'interrupteur secteur (1) éteint instantanément le générateur 0440 001 101 - 14 - © ESAB AB 2021
5 FONCTIONNEMENT
5.2.1 Mode manuel
A Réglage de la tension
B Réglage de la vitesse de
dévidage
C Réglage de l'inductance
D Mode manuel/QSet
E vitesse de dévidage
F Courant de soudage
G Tension de soudage
L’opérateur doit paramétrer correctement la vitesse de dévidage et la tension de soudage.
5.2.2 Mode QSet
A Réglage de la valeur QSet
B Réglage d'épaisseur de
plaque
C Sélection du
matériau/réglage de
l'inductance
D Mode manuel/QSet
E vitesse de dévidage
F Courant de soudage
G Tension de soudage
H Valeur QSet
I Épaisseur de plaque
Dans le mode QSet, la tension de soudage appropriée est automatiquement réglée par le
générateur. QSet contrôle l'arc de soudage et ajuste la tension en continu pour maintenir le
réglage optimal.
Calibrage
Si vous utilisez le mode QSet pour la première fois et lorsque vous changez le fil à souder, le
matériau ou le gaz inerte, vous devez autoriser le QSet à effectuer le calibrage. Effectuez
0440 001 101 - 15 - © ESAB AB 20215 FONCTIONNEMENT pour cela un test de soudage (6 secondes mini.). Commencez l'opération de soudage et laissez le QSet détecter les réglages de paramètres adaptés. Sélection du matériau La dispersion de chaleur variant en fonction des matériaux, il convient de sélectionner le groupe de matériaux adapté (C) de manière à calculer la valeur adéquate d'épaisseur de plaque. Les réglages relatifs au fil fourré s'effectuent uniquement en mode manuel. Réglage d'épaisseur de plaque Réglez l'épaisseur de plaque de l'objet que vous souhaitez souder à l'aide du bouton de réglage d'épaisseur de plaque (B). Ce bouton règle la vitesse de dévidage (E). QSet calcule automatiquement le réglage de la tension adéquate. L'épaisseur de plaque recommandée en fonction de la vitesse de dévidage définie s'affiche simultanément (I). L'épaisseur de plaque recommandée est calculée pour un soudage d'angle à l'aide des dimensions de fil suivantes : Fe/Ss et CuSi - Ø0,8 mm, Al - Ø1,0 mm. Si vous utilisez un fil de diamètre inférieur, vous devez indiquer une épaisseur de plaque légèrement supérieure à celle du matériau que vous allez souder. Si vous utilisez un fil de diamètre supérieur; indiquez une valeur légèrement inférieure. Réglage de l'apport thermique L'apport thermique peut être ajusté grâce au bouton QSet (A) par incréments de -9 à +9 afin d'obtenir un soudage plus chaud ou plus froid. Une valeur supérieure donne une soudure (longueur d'arc plus importante) plus chaude, plus concave, pour une pénétration plus importante. Une valeur inférieure donne une soudure (longueur d'arc moins importante) plus froide, plus convexe, et permet d'éviter de brûler la pièce à souder. En règle générale, lorsque la valeur QSet est réglée à 0, l'apport thermique moyen ainsi obtenu convient à la majorité des cas. Le réglage de l'apport thermique est symbolisé par un thermomètre qui indique les réglages plus ou moins élevés de la température. 5.2.3 Unités de mesure Le réglage de l'unité de mesure est une fonction masquée. La valeur par défaut du générateur est le millimètre. Elle peut être changée en pouces en appuyant sur les boutons-poussoirs (D) et (C) et en les maintenant enfoncés pendant 5 secondes. L'unité de mesure requise peut être sélectionnée à l'aide du bouton (B). 5.3 Codes d’erreur Si une erreur survient, seul le code d'erreur est visible. 0440 001 101 - 16 - © ESAB AB 2021
5 FONCTIONNEMENT
Erreur N° Description Solution
1 Erreur de programme
2 Erreur de matériel Éteignez l'équipement, attendez 30 secondes puis
rallumez-le. Faites appel au service d'assistance si
3 Erreur de matériel l'erreur persiste.
5 Erreur de programme
4 Protection thermique N'éteignez pas le générateur, laissez-le refroidir.
5.4 Réglages de l'inductance (Fe/SS)
Dans certains cas, et plus particulièrement dans celui du soudage d'acier doux dans
différents gaz, vous pouvez améliorer la qualité du soudage en modifiant les réglages
d'induction du générateur.
La fonction d'inductance est habituellement masquée, mais vous pouvez y accéder en
maintenant le bouton-poussoir (C) enfoncé pendant 5 secondes minimum. Dès que la
fonction de réglage est disponible, tous les graphiques affichés sur la droite de l'écran
disparaissent et seul un nombre de 00 à 10 s'affiche. Ce nombre correspond à la valeur
d'induction. 00 signifie que l'inductance est faible et que l'arc de soudage est « dur », 10
signifie que l'inductance est élevée et que l'arc de soudage est « doux ».
Utilisez le bouton (B) pour régler la valeur de l'inductance. Le réglage par défaut est 05.
Recommandations :
• Quand le CO2 est utilisé, il est recommandé de régler l'inductance à une valeur
inférieure à 05, de 03 à 00
• Quand le mélange Ar/CO2 est utilisé, vous devez sélectionner une induction plus
élevée, de 05 à 10.
L'écran s'affiche de nouveau en mode standard 10 secondes après la dernière manipulation
du bouton (B) ou après la dernière pression sur le bouton-poussoir (C). Vous pouvez
accélérer le retour au mode standard en appuyant de nouveau sur le bouton-poussoir (C) et
en le maintenant enfoncé pendant 5 secondes.
5.5 Changement de polarité
Bornes +/-
A la livraison du générateur, le fil à souder est connecté au pôle "+". Il est recommandé de
souder certains fils avec une polarité négative, comme par exemple les fils fourrés sans gaz.
0440 001 101 - 17 - © ESAB AB 20215 FONCTIONNEMENT
Une polarité négative signifie que le fil est connecté au pôle "-" et que le câble de retour est
connecté au pôle "+". Vérifier la polarité recommandée pour le fil à souder à utiliser.
Vous pouvez modifier la polarité de la manière suivante :
1. Eteignez le générateur et déconnectez le câble principal d'alimentation.
2. Ouvrir le panneau latéral.
3. Otez les protections en caoutchouc pour accéder aux bornes +/-.
4. Retirez les écrous et les rondelles. Notez l'ordre des rondelles.
5. Changez la position des câbles pour obtenir la polarité souhaitée (voir marques).
6. Fixez les rondelles dans le bon ordre et serrez les écrous avec une clé
7. Vérifiez que les protections en caoutchouc recouvrent bien les bornes +/-.
5.6 Pression du dévidoir
Commencez par vérifier que le fil glisse librement dans le guide-fil. Réglez ensuite la
pression des galets du dévidoir. Celle-ci doit rester modérée.
Figure A Figure B
Pour vérifier si la pression est correcte, testez le dévidage contre un objet isolé, par exemple
une planche de bois.
Lorsque la torche de soudage est maintenue à environ 5 mm de la planche (figure A), les
galets doivent patiner.
En tenant la torche de soudage à environ 50 mm de la planche, le fil doit sortir et se courber
(figure B).
5.7 Remplacement et insertion de fil
1. Ouvrir le panneau latéral.
2. Placez la bobine sur le moyeu et fixez-là avec le verrou
3. Déconnectez le bras de pression en le pliant sur le côté ; le galet de pression s'écarte.
4. Dégager le nouveau fil sur 10 à 20 cm. Éliminez les bavures et bords coupants de
l'extrémité du fil avant de l'introduire dans le dévidoir.
5. Veillez à ce que le fil soit correctement engagé dans la rainure du galet, dans la tuyère
d'échappement et le porte-fil.
6. Sécurisez le bras de pression.
7. Fermer le panneau latéral.
Insérez le fil dans la torche de soudage jusqu'à ce qu'il ressorte par la tuyère. Soyez attentifs
en effectuant cette manipulation car le fil est prêt pour le soudage et un arc involontaire est
susceptible de se produire. Maintenez la torche à l'écart des pièces conductrices pendant
l'insertion du fil et arrêtez d'insérer le fil dès que vous le voyez ressortir.
Voir le chapitre « CARACTÉRISTIQUES TECHNIQUES » pour connaître les bonnes
dimensions pour chaque type de fil.
Utilisez uniquement des bobines de Ø200 mm.
0440 001 101 - 18 - © ESAB AB 20215 FONCTIONNEMENT
REMARQUE !
Les bobines de Ø100 mm/1 kg ne sont pas concernées.
AVERTISSEMENT
Eloignez la torche de vos oreilles et de votre visage pendant l'insertion du fil
pour éviter tout risque de blessure.
REMARQUE !
Veiller à utiliser l'embout de contact adapté au diamètre de fil utilisé dans la torche
de soudage. La torche est équipée d'un embout de contact pour le fil Ø0,8 mm. Si
vous utilisez un autre diamètre, vous devez changer l'embout de contact. La gaine
de fil qui équipe la torche est recommandée pour souder des fils Fe ou Ss. Changez
la gaine pour le type PTFE pour du soudage Alu ou du brasage (CuSi). Voir la
section « Changement de gaine » du chapitre « MAINTENANCE » pour savoir
comment changer la gaine.
5.7.1 Remplacement de rainure de galet
Le générateur est livré avec un jeu de galets de dévidage pour fil de soudage de
Ø0,8/1,0 mm. Si vous souhaitez l'utiliser avec du fil Ø0,6 mm, vous devez changer la rainure
du galet de dévidage.
1. Repliez le bras de pression pour relâcher le galet de pression.
2. Actionnez le générateur et appuyez sur la gâchette de la torche pour positionner le
galet de dévidage en laissant la vis de blocage visible.
3. Couper l'alimentation.
4. Utilisez une clé Allen de 2 mm pour desserrer la vis de blocage d'un demi-tour.
5. Tirez le galet hors de l'axe et retournez-le. Lisez les indications sur le côté du galet
pour connaître les diamètres de fil adéquats.
6. Remettez le galet sur l'arbre et assurez-vous qu'il rentre complètement. Il peut être
nécessaire de tourner le galet pour positionner la vis de blocage sur la surface plane
de l'arbre.
7. Serrez la vis de blocage.
5.8 Gaz de protection
Le choix d'un gaz inerte adéquat dépend du matériau. Par exemple, l'acier doux se soude
avec du mélange gazeux (Ar + CO2) ou du dioxyde de carbone. L'acier inoxydable peut être
soudé avec du mélange gazeux (Ar + CO2 ou Ar + O2) et l'aluminium avec de l'argon pur. Le
brasage (CuSi) MIG/MAG utilise de l'argon pur ou du mélange gazeux (Ar + O2). Vérifiez le
gaz recommandé pour le fil à souder que vous souhaitez utiliser. Dans le mode QSett™ (voir
la section « Mode Qset ») l'arc de soudage optimal est automatiquement réglé en fonction du
gaz que vous utilisez.
5.9 Protection anti-surchauffe
La surchauffe est indiquée sur l'écran (2) avec le code d'erreur E4. Un fusible anti-surcharge
thermique protège le dispositif contre toute surchauffe en désactivant le processus de
soudage lorsqu'un incident thermique survient. Le fusible retrouve automatiquement son état
initial une fois que le bloc a refroidi.
0440 001 101 - 19 - © ESAB AB 20216 MAINTENANCE
6 MAINTENANCE
REMARQUE !
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
ATTENTION !
Toute promesse de garantie de la part du fournisseur cesse d'être applicable si le
client tente la moindre action pour réparer lui-même un défaut du produit durant la
période de garantie.
6.1 Contrôle et nettoyage
Générateur
• Vérifier régulièrement l'état de propreté du générateur.
• La fréquence et le type de nettoyage dépendent du type de soudage, du nombre d’arcs
générés, de l’emplacement et de l’environnement. En général, il suffit de nettoyer le
générateur à l'aide d’air comprimé sec (à pression réduite) une fois par an.
• Lorsque les entrées et sorties d'air sont bloquées ou bouchées, l'équipement peut
surchauffer.
Torche de soudage
• Pour éviter tout problème, nettoyer et remplacer régulièrement les pièces d'usure de la
torche de soudage. Nettoyer régulièrement à l'air comprimé l'embout de contact et le
guide-fil.
6.2 Changement de gaine
A. Desserrez la vis de fixation et retirez le galet de l'axe.
B. Desserrez l'écrou, tirez le câble de la torche et retirez la gaine.
C. Insérez la nouvelle gaine dans le câble tendu jusqu'à ce qu'elle atteigne l'embout de
contact.
D. Bloquez la gaine avec l'écrou. Coupez l'excédent de gaine de manière à ce qu'elle
dépasse de 7 mm de l'adaptateur.
0440 001 101 - 20 - © ESAB AB 20217 DÉPANNAGE
7 DÉPANNAGE
Avant de faire appel à un technicien spécialisé et autorisé, vérifier les points suivants.
Type d’erreur Actions
Pas d'arc • Vérifier que l'alimentation secteur est sous tension.
• Vérifier la connexion du câble d'alimentation de soudage
et du câble de retour.
• Vérifier le réglage de la tension.
Le courant de soudage • Vérifiez que la protection anti-surchauffe ne s'est pas
s'interrompt pendant le déclenchée.
travail. (Indiquée par l'erreur E4 sur l'écran.)
• Vérifier les fusibles d'alimentation secteur.
La protection • Vérifiez que les entrées et sorties d'air ne sont pas
anti-surchauffe se bouchées.
déclenche fréquemment • Vérifier que la puissance nominale du générateur n’est
pas dépassée (c.à.d. que l’appareil n’est pas en
surcharge).
Soudage de qualité • Vérifier la connexion du câble d'alimentation de soudage
médiocre et du câble de retour.
• Vérifiez l'arrivée du gaz.
• Vérifier le réglage de la tension.
• Vérifier que les fils de soudage utilisés sont appropriés.
• Vérifiez que les rouleaux sont adaptés et que la pression
du dévidoir est correctement réglée.
0440 001 101 - 21 - © ESAB AB 20218 COMMANDE DE PIÈCES DE RECHANGE
8 COMMANDE DE PIÈCES DE RECHANGE
ATTENTION !
Les interventions électriques et les travaux de réparation doivent être confiés à un
technicien spécialisé ESAB agréé. Utilisez exclusivement des pièces de rechange et
pièces d'usure ESAB d'origine.
Mig C200i est conçu et testé conformément aux normes internationales et
européennes 60974-1/-5 et 60974-10. Il incombe aux responsables des entretiens et
des réparations de s'assurer que les produits restent conformes aux normes
susmentionnées après leur intervention.
Les pièces de rechange et les pièces d'usure peuvent être commandées auprès de votre
distributeur ESAB le plus proche. Consultez le site esab.com. À la commande, mentionnez le
type de produit, le numéro de série, la désignation et la référence correspondant à la liste
des pièces. Cette information permet un meilleur traitement des commandes et garantit la
conformité de la livraison.
0440 001 101 - 22 - © ESAB AB 2021DIAGRAMME DIAGRAMME 0440 001 101 - 23 - © ESAB AB 2021
NUMÉROS DE COMMANDE NUMÉROS DE COMMANDE Ordering no. Denomination Type Notes 0349 312 030 Welding power source Caddy® Mig C200i, CE 230 V, 1~ 50/60 Hz 0349 300 556 Spare parts list 0440 001 101 - 24 - © ESAB AB 2021
PIÈCES D'USURE
PIÈCES D'USURE
Item Denomination Ordering no. Notes
Gas nozzle 0700 200 054
A
Gas nozzle/Tip insulator MXL 0700 200 105
0700 200 063 W 0.6 M6x25
0700 200 064 W 0.8 M6x25
B Contact tip
0700 200 065 W 0.9 M6x25
0700 200 066 W 1.0 M6x25
C Nozzle spring 0700 200 078
D Tip adaptor 0700 200 072 Left thread
Wire liner 0700 200 085 W 0.8 - 1.0 Steel for Fe and Ss wire
0700 200 087 W 0.9 - 1.2 Steel for Fe and Ss wire
E 0700 200 091 W 0.9 - 1.2 PTFE for Al and CuSi wire
0-ring 0-ring 3.5/IDX 1.8 (3.5x1.8 mm)
Black nitrile rubber
F Feed roller 0349 311 890 W 0.6/0.8 - 1.0 V-groove
0349 312 836 W 0.6/0.8 V-groove -1.0 U-groove
G Pressure roller 0349 312 062
H Inlet nozzle 0455 049 002 W 0.6-1.0
The rollers are marked with wire dimension in mm and inch.
0440 001 101 - 25 - © ESAB AB 2021ACCESSOIRES
ACCESSOIRES
0459 366 887 Trolley with gas shelf
(incl. fixing kit for equipment)
0349 483 070 Welding torch MXL 180
(incl. in Mig C200i)
0440 001 101 - 26 - © ESAB AB 2021ACCESSOIRES 0440 001 101 - 27 - © ESAB AB 2021
For contact information visit esab.com
ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.comVous pouvez aussi lire