DU SOUDAGE LOWER PAN A 380 MODÉLISATION DYNAMIQUE EN 4D
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

ÉTUDES ET RECHERCHE
MODÉLISATION DYNAMIQUE EN 4D
DU SOUDAGE LOWER PAN A380
EN TIG ROBOTISÉ ADAPTATIF
THONG TRAN TIEN1 1. INTRODUCTION Qu’en est-il du soudage auto-adaptatif appliqué en
procédé TIG robotisé ?
(INSTITUT DE SOUDURE Dans le domaine de soudage à l’arc en mode robo- Dans la mesure où connaissant l’exigence deman-
INDUSTRIE) tisé, le procédé MIG-MAG représente une part très dée par le procédé TIG robotisé en matière de pré-
importante des applications industrielles en raison paration des bords d’assemblage, les tolérances
STÉPHANE PERNODET2 de ses performances obtenues en taux de dépôt et géométriques du joint sont encore plus étroites
donc de gain de la productivité. Par opposition, le que celles appliquées en procédé MAG. Pour les
(AIRBUS)
procédé TIG est beaucoup moins employé en mode soudures linéaires en bout à bout par exemple,
robotique dont les avantages sont placés sur un les bords sont en général jointifs de sorte que
autre plan que le précédent. En effet, et contraire- les paramètres de soudage utilisés peuvent être
ment au procédé MAG, il est capable d’une part, maintenus constants sur toute la longueur d’as-
d’effectuer des soudures avec ou sans apport de semblage. En revanche, pour les pièces de grande
métal sur des matériaux délicats à souder (Ti, Cu…) dimension, possédant des trajectoires de soudage
et en particulier sur des tôles de faible épaisseur curvilignes et une géométrie de préparation des
(jusqu’à 0,5 mm), et d’autre part, de répondre aux bords variable d’une pièce à l’autre, si les para-
contraintes de qualité les plus exigeantes tant sur mètres de soudage sont conservés constants cela
le plan aspect de finition que la compacité du métal peut entraîner des défauts de collage ou d’effon-
déposé. C’est la raison pour laquelle, son emploi drement du bain selon que les épaisseurs sont plus
constitue un facteur de fiabilisation du process sou- fortes ou plus faibles.
dage recherché dans la construction aéronautique A l’instar des travaux réalisés jusqu’alors en sou-
et nucléaire. Cependant, cela suppose une maîtrise dage MAG auto-adaptatif, le modèle dynamique
totale tant sur la précision de la trajectoire de sou- de soudage proposé pour l’application en procédé
dage que celle de la préparation du joint avec ses TIG robotisé adaptatif concerne des composants
caractéristiques géométriques constantes souvent d’assemblage de grande dimension appelés Lower
obtenues par usinage. Pan A380 en alliage de titane, fonctionnant comme
Des études réalisées à l’Institut de Soudure (IS) bouclier thermique du mât des réacteurs des Airbus
dans les années 90 avaient permis de définir des A380, voir figure 1. Les caractéristiques géomé-
modèles dynamiques 3D en soudage MAG robotisé triques du joint associées à des positions de sou-
en mode de suivi de joint auto-adaptatif, permettant dage variables imposent la construction d’un modèle
de corriger la trajectoire de soudage et d’absorber dynamique de soudage en mode 4D qui constitue
par exemple en temps réel, le jeu et la dénivellation une nouveauté dans le domaine de soudage adapta-
des tôles en bord à bord grâce au progrès obtenu sur tif en soudage à l’arc.
des systèmes de vision au laser. C’est ainsi que la Plus précisément, l’objet de cette présentation est
première application industrielle avait été mise en de faire le point sur la stratégie de détermination
œuvre pour la réalisation des aimants destinés à la des modèles dynamiques de soudage 4D utilisés
construction du grand collisionneur de hadrons (LHC) pour l’assemblage des composants Lower Pan
situé à la frontière franco-suisse. A380.
1. Institut de Soudure Industrie – ZI Paris Nord II, 90, rue des Vanesses, 93420 Villepinte (France)
Tél. : 01 49 90 37 48 – e-mail : t.trantien@institutdesoudure.com
2. Airbus – Stéphane Pernodet, Responsable Procédés Soudage du site Saint-Eloi, Airbus SAS 31000 Toulouse,
(France).
I MARS - AVRIL 2015 I S OUDAGE ET T ECHNIQUES C ONNEXES 41
ÉTUDES ET RECHERCHE
2. PRÉSENTATION DU LOWER PAN A380
PROJET INDUSTRIEL Mat réacteur
2.1 CONFIGURATION D’ASSEMBLAGE
La forme des composants d’assemblage de la pièce
Lower Pan A380 est obtenue par le procédé de for-
mage SPF (Super Plastic Forming) et les caractéris-
Airbus A380
tiques des joints mentionnées dans le cahier des
charges de l’étude sont les suivantes :
• nature du matériau : Ti 6242 ;
• type de joint : bout à bout ;
• épaisseur des 2 éléments d’assemblage :
2 mm < e1, e2 < 4 mm tel que : Lower pan : face interne Lower pan : face externe
Figure 1 : Joints d’assemblage du Lower Pan A380 (en jaune).
Figure 2 : Caractéristiques du joint
d’assemblage étudié. méthodologie générale d’approche pour la déter- jouant sur différents réglages, voir figure 3. En cas
• position de soudage : 0 < α < 13o . mination du modèle est un facteur important dans de variation relative au niveau d’épaisseur du joint
la conduite des travaux de mise au point des para- par exemple, son savoir-faire lui permet de moduler
2.2 PROBLÉMATIQUE DU PROJET mètres de soudage. Pour cela, l’IS utilise un logiciel les paramètres angulaires de la torche pour répartir
de calcul permettant de bâtir différents scénarios de le volume du bain de fusion et maintenir son équi-
La difficulté opératoire de soudage réside dans le soudage en affinant les réglages et en élargissant la libre.
fait que les composants d’assemblage issus de gamme de la géométrie du joint étudié, jusqu’à ce A l’opposé du soudeur, le comportement du robot
l’opération de formage SPF ne sont jamais iden- que le modèle retenu intègre le plus grand nombre doit être décrit à l’avance de façon formelle, par des
tiques au niveau des caractéristiques géométriques possible de résultats expérimentaux jugés satisfai- relations mathématiques donnant la valeur optimale
du joint, voir figure 2. De ce fait, il découle d’un très sants selon les critères d’acceptation imposés par le des paramètres de soudage en fonction de la géo-
grand nombre de combinaison possible des épais- constructeur. métrie du joint déterminé, soit par un capteur laser
seurs à souder le long du joint, ne pouvant donc pas en amont de la torche, soit par des points de mesure
être absorbée en soudage TIG robotisé en se conten- des épaisseurs répartis sur la trajectoire du joint
tant de réglages identiques selon chaque séquence 3. MÉTHODOLOGIE relevé avant le soudage.
de trajectoire de soudage. GÉNÉRALE La modélisation en condition dynamique de soudage
C’est la raison pour laquelle, jusqu’à présent, l’opé- D’APPROCHE permet de rafraîchir les paramètres de soudage en
ration de soudage était pratiquée en procédé TIG temps réel suivant la géométrie effective du joint
manuel, les bords du joint devaient être préalable- 3.1 PRINCIPE dont la complexité est liée à plusieurs facteurs :
ment chanfreinés avec écartement pour faciliter • l’interdépendance entre les paramètres ;
la pénétration du bain, en les maintenant dans un Pour le soudeur manuel, il n’est pas difficile de • la nécessité d’assurer une variation cohérente
montage prévu à cet effet. Ainsi, en fonction de la déterminer le point de fonctionnement en soudage entre les réglages pour éviter des transitions ins-
géométrie effective du joint, le soudeur avec ses (X) adapté à une préparation donnée du joint en tables lorsque la géométrie varie en continu ;
sens et son savoir-faire, déplace la torche en jouant
sur sa vitesse de soudage et ses mouvements de
balayage au fil de l’avance du bain. La protection de
la soudure est assurée par un renvoi et un trainard X1
de protection gazeuse à l’argon pendant l’opération X1
X1
de soudage.
Cette approche permettant l’obtention de bons X et X1 : point de fonctionnement en soudage
résultats, était néanmoins pénalisée par la faible
productivité liée aux nombreux arrêts d’arc propres
au soudage manuel.
Aussi, à la demande d’Airbus Operations SAS, l’IS 1
a été chargé de développer un modèle de com-
portement en soudage TIG en mode robotisé pour
l’assemblage du Lower Pan A380, autorisant l’adap-
tation des paramètres de soudage suivant la géomé-
α (e1, e2, jeu, dénivellation…)
trie effective du joint et sa position de soudage.
La réussite de la soudure en mode adaptatif dépend
du degré de fiabilité du modèle recherché et la Figure 3 : Domaine de fonctionnement en soudage.
42 S OUDAGE ET T ECHNIQUES C ONNEXES I MARS - AVRIL 2015 I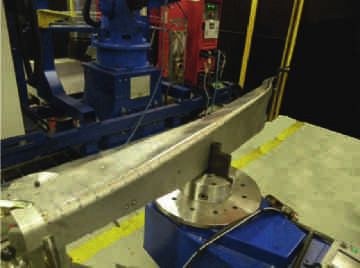
MODÉLISATION DYNAMIQUE EN 4D DU SOUDAGE LOWER PAN A380 EN TIG ROBOTISÉ ADAPTATIF
• la nature empirique des règles de l’art propres au
soudage ; Entrée des résultats d’essais Lois de soudage proposées
• le respect des spécifications de qualité imposées
aux soudures réalisées.
La méthode utilisée consiste à effectuer les essais
préliminaires avec un double objectif :
• limiter le nombre de paramètres variables en
recherchant ceux dont les variations produisent les LOGICIEL DE CALCUL IS DEDIE AU SOUDAGE
plus grands effets. Ce critère permet de simplifier la
modélisation, et garantit une meilleure cohérence
entre les réglages ; LOIS DE SOUDAGE EN MODE DYNAMIQUE
• pour les paramètres conservés constants, réaliser Optimisation du modèle de comportement en soudage à partir
des collections des résultats d'essais suivant la stratégie
des essais en couvrant de façon la plus large pos- adoptée :
sible la gamme des géométries de préparation.
A) 1ère approche méthodologique: en position à plat (α=0°)
Sans un minimum d’analyse et de méthode, cela
- Recherche de modèle 3D : Paramètres de soudage= f(e1,e2)
peut aboutir à une collection hétérogène de réglages
B) Approche finale avec α
qui sera difficilement exploitable pour une modula-
tion en continu. - Obtention du modèle 4D: Paramètres de soudage = f(e1,e2,α)
En condition extrême de préparation du joint en bout Lois de soudage 4D : Ipic (A)
Ibas (A)
à bout par exemple et suivant le choix du procédé Temps d'amorçage (s)
Vitesse de fil (m/min)
de soudage, la vitesse de soudage robotisé obtenue
peut être très élevée (> 30 cm/min) lorsque le jeu
est jointif et au contraire très lente lorsque le jeu est Essais de validation à partir des lois de
très important. Dans les 2 cas, les paramètres utili- soudage proposées
sés doivent être respectés avec très peu de marge
de manœuvre. Les points de fonctionnement en sou- Figure 4 : Méthodologie générale des essais de soudage.
dage de type X1, voir figure 3, sont ainsi pratique-
ment irréalisables en soudage manuel par manque du modèle de comportement en soudage dont les puisque l’écart des 2 épaisseurs d’assemblage ne
de précision en matière de vitesse d’avance. paramètres proposés ont fait l’objet de vérification doit pas dépasser 1 mm.
par des essais, et les résultats obtenus permet- Après validation des essais de soudage de diffé-
3.2 MODÉLISATION DES LOIS traient ou non de valider le modèle recherché, voir rentes combinaisons à épaisseur constante en posi-
DE SOUDAGE extraits de la modélisation 4D réalisée, données à tion à plat du couple (e1, e2), la même démarche a
titre d’exemple figures 5 et 6. été suivie pour des essais à épaisseurs variables
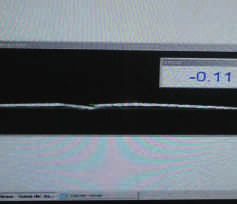
Différentes éprouvettes à épaisseurs constantes Ci-dessous, l’extrait d’une représentation graphique comme le montre les figures 7 et 8. Sur les éprou-
et variables en Ti6242 dans la gamme comprise du modèle de courant de soudage Ipic (A) en mode vettes d’essais de longueur 310 mm environ, les
entre 2 et 4 mm ont été utilisées pour la mise dynamique 3D en position à plat et en mode 4D avec points d’apprentissage arbitrairement espacés de
au point du modèle de soudage TIG robotisé. La l’intégration de la position de soudage (α). 25 et 50 mm programmés en trajectoire linéaire du
recherche des points de fonctionnement en sou- Le modèle dynamique de comportement en soudage robot, donnant un écart constant en valeur absolue
dage en passe de pénétration est toujours la phase en mode 4D a permis de valider le domaine de fonc- |e1 – e2| respectivement égal à 0,06 mm et 0,13 mm,
la plus délicate dans une opération de soudage tionnement de variation des épaisseurs d’assem- ont été testés afin de vérifier la robustesse des
et l’expérience a montré que les modèles de varia- blage étudié compris entre 2 et 4 mm, allant de la réglages proposés par des modèles dynamiques de
tion linéaire associant les paramètres de sou- position à plat jusqu’à une variation continue de 8o soudage. Ainsi, et suivant l’évolution de la variation
dage en fonction de la géométrie du joint arrivent en semi-montante. de l’épaisseur e1 et/ou e2, se traduisant soit par la
vite à leur limite dès lors que le domaine étudié Sur la figure 5, la loi du courant de soudage en mode montée et/ou la descente du courant au passage des
intègre les conditions extrêmes de tolérances, voir 4D décomposée en 3 représentations graphiques points de programmation du joint à souder, les lois
ci-dessous. à 0o, 4o et 8o, est obtenue par son modèle mathé- de soudage retenues ont permis d’absorber l’écart
Pour cette application, le logiciel de calcul déve- matique dans sa version globale ; le domaine de d’épaisseur (e1 – e2) compris entre – 0,13mm et
loppé à l’IS a permis de bâtir différents scénarios validation de soudage est cependant moins étendu 0,13mm en position à plat (0o).
Ipic (A)
α = 0° α = 4° α = 8°
Ipic(A)
e2 (mm)
e2 (mm)
e1 (mm) e1 (mm)
Figure 5 : Modèle 3D : I(A) = f (e1, e2) en position à plat (α = 0°). Figure 6 : Modèle 4D : Ipic (A) = f (e1, e2, α).
I MARS - AVRIL 2015 I S OUDAGE ET T ECHNIQUES C ONNEXES 43
ÉTUDES ET RECHERCHE
25
50
Figure 7 : Soudure bout à bout avec e1 à épaisseur variable Figure 8 : Soudure bout à bout avec e1 à épaisseur variable
et e2 à épaisseur constante. et e2 à épaisseur constante.
Par suite, les mêmes essais ont été réalisés en
recherchant la position semi-montante admissible
pour ce type de joint. La valeur maximale (α) obte-
nue est de 8o. Il est à noter que la valeur du jeu (j)
n’a pas eu d’influence sur les résultats obtenus pour
les positions de soudage étudiées. Des essais avec
α = 10o ont montré des risques élevés d’effondre-
ment du bain en particulier lorsque l’écart absolue Figure 9 : Installation
de soudage.
maxi |e1 – e2| est proche de 1 mm. Nous n’avons
pas jugé utile de rechercher d’autres positions de
soudage.
4. ESSAIS DE SOUDAGE
SUR LOWER PAN A380
L’installation de soudage est composée d’équipe-
ments suivants : sur toute la longueur du joint. Cette solution vient du Pour l’opération de recalage, le robot réalise préala-
• un robot articulaire équipé d’un rail (7 axes) ; fait que la configuration du joint à bords droits dans blement un passage avant le soudage, en s’arrêtant
• un générateur de soudage fonctionnant en pro- ce cas précis, empêche toute mesure possible quant à chaque point d’apprentissage à pas constant de la
cédé TIG pulsé ; à l’épaisseur des tôles par le système de vision trajectoire du joint initialement programmée.
• un positionneur pour outillage de soudage ; embarqué sur le robot. La caméra de vision au laser placée en aval de la
• un dispositif pour garantir la protection du cordon La méthode de recalage de trajectoire avant le torche, mesurera successivement l’écart entre le
en cours de soudage ; soudage constituerait donc la solution la mieux point programmé et la position effective du joint afin
• une caméra de recalage par vision au laser pour adaptée en soudage robotisé, à la fois pour des d’établir la nouvelle position de la torche en inté-
effectuer des corrections des points d’apprentissage raisons techniques et économiques. Indépen- grant les décalages ΔY et ΔZ (repère cartésien) dans
du robot. damment de la stratégie retenue, le pointage des la trajectoire de soudage.
Le positionnement des composants d’assemblage bords en TIG manuel est cependant nécessaire pour Notons que la variation en continu de l’épais-
s’effectue au moyen d’un gabarit de montage prévu maintenir la position et la géométrie d’accostage seur de la tôle (e) est relativement faible, de part
à cet effet, après avoir relevé préalablement l’épais- du joint, compte tenu de la dimension de la pièce et d’autre du joint, son écart moyen (Δe) n’est
seur, tous les 50 mm, en vis-à-vis des bords à souder à souder. que de 0,1 mm environ entre 2 points de mesure
Figure 10 : Acquisition du profil du joint par la caméra laser et détermination de la position Figure 10 : Vue générale du gabarit de montage
de la torche. du Lower Pan A380.
44 S OUDAGE ET T ECHNIQUES C ONNEXES I MARS - AVRIL 2015 I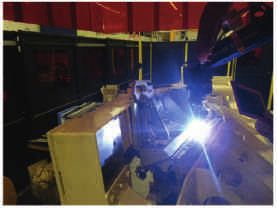
MODÉLISATION DYNAMIQUE EN 4D DU SOUDAGE LOWER PAN A380 EN TIG ROBOTISÉ ADAPTATIF
distancés de 50 mm, ce qui semble suffisant en
termes de précision pour assurer une transition
stable de l’arc à l’emploi du modèle dynamique en
soudage.
La validation du modèle de soudage a été effectuée
sur des composants tests de formage SPF du Lower
Pan A380, représentatifs du joint étudié tant pour sa Figure 11 : Relevé
longueur que la nature du matériau (Ti6242). des mesures d’épaisseur
Avant l’opération de pointage, les éprouvettes du joint et pointage
du joint.
d’essais ont fait l’objet de mesures d’épaisseur de
chaque côté du joint en vis-à-vis, à pas de 50 mm
comme le montre la figure 11. La trajectoire de sou-
dage programmée en mode linéaire passe donc en
50
chaque point mesuré auquel sont associés les para-
mètres dédiés issus du modèle dynamique de sou-
dage. Notons que la pièce d’essai est ici fixée libre-
ment dans les mors du vireur de sorte que la position
angulaire de soudage (α) au passage de chaque manière, il est alors possible de préparer à l’avance • adaptation maîtrisée et qualifiée des réglages en
point mesuré n’est pas la même que celle imposée le programme de soudage en « temps masqué » pour fonction des variations géométriques du joint et de
de fait dans le gabarit d’outillage. De ce point de la pièce (P + 1) sans pénaliser le temps de production la position effective de soudage, ce qui constitue
vue, cela permet de vérifier les nouvelles combinai- de la pièce P. une nouveauté en mode 4D ;
sons de géométries d’accostage du joint (e1, e2, α) Le même modèle dynamique de soudage a été appli- • pas de reprise de l’arc comparé à la soudure TIG
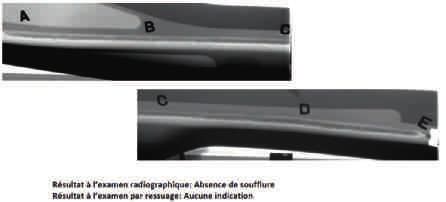
et par voie de conséquence, la validation du modèle qué sur d’autres portions de Lower Pan A380 avec exécutée en mode manuel, ce qui limite le risque de
de soudage. des caractéristiques géométriques différentes. Ceci défauts de pénétration et/ou d’aspect ;
Nota : En prévision de la fabrication industrielle en a permis de valider les résultats obtenus suite à • minimiser les contraintes mécaniques de la sou-
mode série dont chaque pièce d’assemblage est l’absence d’indication en contrôle par ressuage et de dure en l’absence de reprise de l’arc ;
unique en raison de ses propres caractéristiques soufflure en contrôle radiographique. • limiter la déformation de la pièce en l’absence
géométriques au niveau du joint, la capacité de Le début de l’industrialisation du soudage TIG robo- de reprise de l’arc et la maîtrise de l’énergie de
stockage des données de soudage dans le générateur tisé du Lower Pan A380 en utilisant ce modèle dyna- soudage ;
de soudage employé sera vite saturée. A titre indica- mique en mode 4D est commencé en décembre 2014. • modèle de soudage pouvant servir de banque de
tif, en réalisant seulement 2 soudures longitudinales données pour d’autres applications dans la gamme
(2 x 2 m environ) du Lower Pan A380, cela néces- des épaisseurs étudiées ;
sitera le chargement en manuel de 80 programmes 5. RETOMBÉES • modèle dynamique de soudage peut être déve-
dans le générateur de soudage ! En d’autres termes, TECHNIQUES loppé en mode robotisé passif (correction des
et dans la mesure du possible, le protocole de com- ET ÉCONOMIQUES réglages avant le soudage) ou en mode dynamique
munication robot/générateur doit être privilégié en actif (modifications de réglages en temps réel) sui-
statut maître/esclave et non l’inverse. Une macro- L’application du modèle dynamique 4D en mode TIG vant le profil du joint ;
informatique transforme les données issues du robotisé adaptatif a permis d’obtenir de nombreux • joint d’assemblage à bords droits en mode robo-
relevé d’épaisseurs en un sous-programme qui sera avantages comparé au soudage manuel. La liste tisé contrairement à bords chanfreinés en mode
lu par le programme principal de soudage De cette n’est pas exhaustive, on peut citer en autre : manuel, gain significatif en phase de préparation ;
Figure 12 :
Vue générale
de l’éprouvette
d’essai après
soudage.
I MARS - AVRIL 2015 I S OUDAGE ET T ECHNIQUES C ONNEXES 45
ÉTUDES ET RECHERCHE
Figure 13 : Aspect du cordon de soudure. Figure 14 : Radiographie de la soudure Lower Pan A380.
• moins de consommation en produits consom- • vitesse de soudage plus élevée comparée au dynamique 4D du soudage Lower Pan A380 en TIG
mables (fil d’apport, gaz) ; mode manuel, gain de productivité ; robotisé adaptatif. S. Pernodet (Airbus) et T. Tran-
• soudage de configurations extrêmes de varia- • meilleure gestion en matière de production… tien (IS).
tions géométriques du joint, impossible à souder en - Conférence de Matériaux 2014 inclut 9es Journées
manuel ; Nationales du Soudage (JNS 9) à Montpellier,
• mémorisation des réglages de soudage spécifique- 6. BIBLIOGRAPHIE colloque no 13, thème intitulé : « Modélisation du
ment appliqués à chaque pièce qui n’est jamais iden- soudage TIG robotisé en mode dynamique 4D ».
tique d’une pièce à l’autre pour un meilleur suivi qualité ; - Rapport technique ISI 0051769, no 11d (AIRBUS Thong Trantien.
• aspect régulier du cordon améliorant son profil OPERATIONS SAS). - Le soudage MAG auto-adaptatif peut passer en
aérodynamique particulièrement important en condi- - Journée Technique (10 avril 2014) organisée par phase industrielle, revue Soudage et Techniques
tions de service ; IS Membre sur le thème abordé : « Modélisation Connexes (STC), vol. 61, no 5-6, 2007.
Vous rencontrez des problèmes, vous avez des questions concernant le soudage…
N’hésitez pas à nous contacter :
Laurent CARBONELL - Responsable d’activité
Ingénieur spécialiste en soudabilité métallurgique
Tél : +33 (0)1 49 90 36 21
e-mail : l.carbonell@institutdesoudure.com
Thong TRANTIEN - Ingénieur Expert en soudage
Tél : +33 (0)1 49 90 37 48
e-mail : t.trantien@institutdesoudure.com
Activité Expertise / Conseil en soudage
INSTITUT DE SOUDURE INDUSTRIE - ZI Paris Nord 2 - 90 rue des Vanesses - 93420 Villepinte
46 S OUDAGE ET T ECHNIQUES C ONNEXES I MARS - AVRIL 2015 I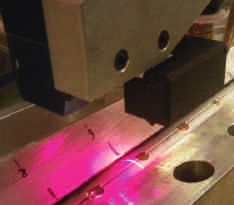
Vous pouvez aussi lire