Caractérisation de revêtements nickel-bore en substitut des revêtements de chrome électrolytique
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Caractérisation de revêtements nickel-bore en substitut
des revêtements de chrome électrolytique
Ed. McComas (Universal Chemical Technologies) et A.Viola (Messier Bugatti)
I - Introduction
La toxicité du chrome hexavalent est aujourd'hui un fait reconnu et avéré[1]. Elle a entraîné dans
un premier temps une prise de conscience et une évolution des mentalités des décideurs, un
peu forcée et contrainte par la multiplicité des éléments législatifs voir normatifs. Dans un
deuxième temps, on a assisté, dans le domaine de l'aéronautique et du spatial, à la constitution
de listes de produits visés par les législations qui ont servi de base à la mise en place d'une
politique de substitution. Nous avons alors assisté à une accélération des évènements en raison
d'un argumentaire commercial et environnemental des donneurs d'ordre sous la pression des
clients finaux. Ces derniers ne souhaitant acquérir que des équipements qui préservent
l'environnement et présentent la toxicité la plus faible pour l'homme.
Cette évolution n'a pu se faire qu'au prix de progrès technologiques sensibles et notamment
pour la substitution du chrome hexavalent dans nombre de procédés (figure 1). Ce facteur
d'évolution a conduit l'ensemble des sociétés du Groupe Snecma, fédérées dans une structure
commune, le Laboratoire Etendu, à rechercher, développer, évaluer et qualifier des solutions
alternatives.
Dans le domaine du remplacement du chrome dur, revêtement ancien, d'aspect séduisant et
somme toute performant, Messier Dowty, société du Groupe leader dans les trains
d'atterrissage, a entrepris d'importants travaux dans ce sens.
La mise au point de substituts a commencé voici plusieurs années par la mise au point de
revêtement projetés par HVOF de type WC-Co-Cr. Ils se poursuivent actuellement par leur mise
au point pour le train avant de l'A380. Celles-ci nécessitent notamment la maîtrise des phases
de rectification avec des meules diamantées, la mise au point d'élément d'étanchéité endurants
ou encore d'essais de résistance à la corrosion, en fatigue et en frottement.
Néanmoins, ces technologies ne sont qu'une réponse partielle à une problématique complexe
qui inclut l'obtention de revêtement de faible épaisseur, de pièces pour lesquelles la température
de dépôt n'est pas compatible, le revêtement de pièces de faible diamètre ou d'alésages
profonds ou encore de surfaces de forme complexe etc…
C'est pour répondre à ces problèmes que nous avons commencé une investigation des
procédés envisageables par voie humide et entrepris une première évaluation des revêtements
Ultracem de la société Universal Chemical Techologies[12].
II - Revêtements de nickel bore – historique et généralités
Les dépôts de nickel bore obtenus par voie chimique (ou encore auto-catalytique) répondent
aujourd'hui à plusieurs normes, les AMS 2433[2] et ASTM B607[4] qui différencient ces
revêtements en fonction de leur teneur massique en bore. Ils sont habituellement
caractérisés par d'intéressantes propriétés physiques et chimiques[5].
-1-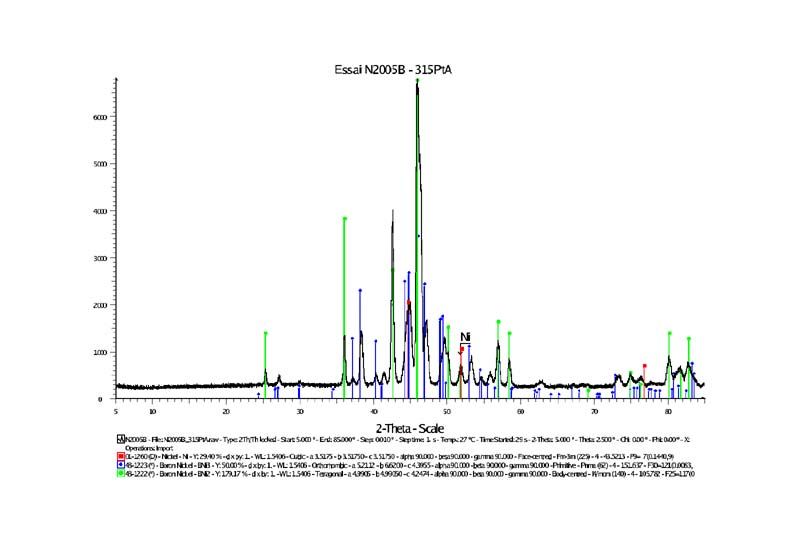
Les revêtements de nickel chimique que l'on doit à Brenner et Russel[6] en 1944 ont
sensiblement évolués depuis vers les familles de revêtement nickel-phosphore d'une part et
vers les revêtements nickel-bore d'autre part donnant ainsi naissance à toute une gamme de
revêtements et de propriétés.
Si les revêtements nickel-phosphore ont connu un réel succès, il n'en a pas été de même
des nickel-bore restés confidentiels, hormis dans le secteur aéronautique aux Etats Unis et
dans d'autres secteurs, ponctuellement, surtout au japon et en Allemagne commercialisés
notamment sous le nom de procédé Nibodur développé par Farbenfabriken Bayer AG[7].
Ce confinement est attribuable à une certaine complexité chimique, aux coûts initiaux des
produits mis en œuvre et au manque d'informations générales disponibles. Mais peut-être
plus encore, c'est d'une part l'instabilité constante des premiers bains de nickel-bore malgré
l'introduction de certaines modifications et le vieillissement rapide des bains d'autre part, qui
ont amené plus d'un utilisateur à suspendre voire à renoncer à leur mise en œuvre.
III - Nickel-bore - une chimie complexe
Un dépôt chimique autocatalytique est la résultante de réactions électrochimiques mixtes qui
conduisent à une compétition à la surface du substrat entre la réaction anodique d'oxydation
et la réaction cathodique de réduction. Ceci n'est bien sûr vrai que si les surfaces à revêtir
sont à même de catalyser les réactions exposées. Une solution aqueuse de ce type sera
composée de cinq éléments fondamentaux :
- un constituant soluble capable d'apporter des ions nickel sans être incompatible avec
l'agent réducteur. Si le plus généralement ceci est réalisé par l'apport de chlorures de
nickel il peut l'être sous la forme de sulfates ou d'acétates.
- Un régulateur du pH du bain de sorte que celui ci soit maintenu à une valeur comprise
entre 12 et 14. Ceci est réalisé simplement par l'ajout d'hydroxyde de sodium, de
potassium ou d'ammonium.
- Un complexant ou séquestrant d'ions métalliques dont le rôle est d'éviter la précipitation
d'hydroxydes métalliques et notamment des ions nickel. Ces produits sont nécessaires
en raison de l'importante alcalinité et sont généralement issus soit d'acides organiques
(tartrique, oxalique, citrique..) soit de produits organiques complexes de type éthylène
diamine (EDA) ou d'ethylène diamine d'acide tetraacétique (EDTA).
- Un réducteur de type borohydrure caractérisé par une grande solubilité. Dans cet esprit,
pour cette fonction, un trimethoxyborohydrure de sodium peut être utilisé.
- Un agent stabilisant doit être ajouté au bain sous une forme concentrée en raison de la
très grande réactivité de l'agent réducteur. Ce sont par exemple des tungstates, sulfo-
tungstates ou chloro-tungstates de plomb.
Le ratio stabilisateur/réducteur doit en outre conduire à un revêtement contenant de 4 à
5,5% de bore de façon à optimiser les propriétés du revêtement notamment en terme de
ductilité et de dureté.
Schématiquement, dans la réaction anodique l'agent réducteur est oxydé cédant des
électrons qui deviennent disponibles pour la réaction cathodique de réduction des sels de
nickel[8]. Les réactions schématiques communément admises sont les suivantes:
-2-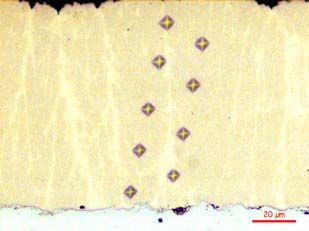
10 NiCl2 + 8 NaBH4 + 17 NaOH + 3 H2O → Ni10B3 (3 Ni3B + Ni) + 5 NaB(OH)4 + 20 NaCl + 17,5 H2
BH4- + 4Ni++ + 8 OH- → 4 Ni + BO2- + 6 H2O
2 BH4- + 4 Ni++ + 6 OH- → 2 Ni2B + 6 H2O + H2
L'utilisation de borohydrures de sodium ou de potassium en tant qu'agent réducteur apparaît
aujourd'hui un passage obligé pour ce type de procédé. La mise en œuvre de cette chimie à
permis une optimisation importante du procédé. Il est ainsi admis que cette chimie est
jusqu'à plus de dix fois plus efficace que la mise en oeuvre de l'hypophosphite de sodium[9],
en raison de son aptitude à céder 8 électrons pour réduire les sels métalliques.
D'autres tentatives ont été menées avec de la pyridine borane[10], de l'hydrazine[11], du citrate
ou encore du dymethyl amine-borane[5].
Une autre technique a consisté à mettre en œuvre différents métaux lourds ou composés
sulfurés comme stabilisants mais ceux sont les nitrates ou les sulfates de thallium qui ont été
préférés. En effet, les ions thallium sont ajoutés à la solution et on assiste alors à une co-
déposition de nickel-bore-thallium et une amélioration sensible de la qualité générale des
dépôts.
Cependant, compte-tenu du fait que les différents ratios doivent être mesurés et ajustés en
continu le procédé devient encore plus difficilement pilotable. Enfin, l'importante toxicité des
sels de thallium impose des conditions d'hygiène et de sécurité notamment lors de leurs
manipulations rendant ainsi le procédé difficilement industrialisable et répétitif[11] .
IV - Ultracem – un revêtement nickel bore de 5ème génération
IV-1. Généralités
Le procédé Ultracem se distingue des bains nickel-bore traditionnellement mis en œuvre par
un bain d'une remarquable stabilité. Ceci permet une utilisation intensive sans contrainte
particulière de renouvellement du bain mais avec, malgré tout, un dosage régulier et un
réajustement précis et optimal des teneurs en nickel et en agent réducteur. Cette constante
chimique permet d'obtenir des revêtement de nickel à 5% de bore en masse ce qui leur
confèrent une intéressante gamme de propriétés physico-chimiques.
A partir du procédé initial, il est aussi possible d'obtenir des revêtements composites avec
incorporation de particules de type carbures, diamants ou polymères. De plus, des finitions
complémentaires de type bisulfure de molybdène peuvent être proposées.
Les vitesses de dépôt sont de l'ordre de 25 microns par minute pour des épaisseurs
comprises entre 4 et plus de 200 microns. L'épaisseur déposée est homogène quel que soit
le profil des pièces, la variation d'épaisseur n'excédant pas 10% de l'épaisseur totale
déposée. Ces dépôts se caractérisent aussi par une bonne homogénéité des concentrations
en nickel et bore dans toute l'épaisseur du revêtement et ce malgré les ajouts nécessaires.
On notera qu'il subsiste un gradient d'élément étranger en extrême surface qui est en
majeure partie imputable à la technique d'analyse mise en œuvre et à la présence de
polluants dans les étapes de finition. Ceci est illustré par les profils obtenus en SDL sur un
revêtement d'une centaine de microns (figure 20).
-3-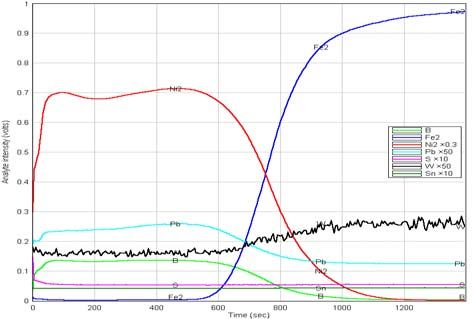
Les aciers et les alliages de titane sont revêtus directement à l'aide de ces bains soit après
préparation soit mécanique par sablage, soit par décapage chimique. Pour les alliages
d'aluminium, la forte alcalinité du bain nécessite de réaliser au préalable soit un double
zincate, soit un nickel chimique traditionnel de manière à protéger la surface avant
revêtement.
Nous avons procédé au revêtement de pièces en acier et alliage d'aluminium de géométrie
complexe (figures 3 et 4). Nous avons ainsi pu vérifier l'homogénéité d'épaisseur sur ces
pièces y compris dans les zones les moins accessibles au traitement. Nous avons relevé par
exemple de 32 µm à 39 µm pour la chemise en acier de la figure 3.
IV – 2. Structure cristallographique et traitement thermique
Le diagramme d'équilibre nickel-bore (d'après Liao et Spear) montre que pour des valeurs de
bore pris en masse il n'y a pas de limite de variation de solubilité entre le nickel et le bore
donc pas de bore qui viennent en substitution dans le réseau du nickel (Figure 5). Ceci est
fondamental pour bien appréhender les propriétés de ces revêtements. En revanche on
constate la possibilité de former des phases intermétalliques de type Ni3B ou Ni2B pour des
teneurs en bore inférieures à 10% en poids.
Les revêtements de nickel bore dont l'agent réducteur est un borohydrure ne sont pas
exclusivement constitués de phase amorphes comparativement aux nickel phosphore[5]. Ils
sont microcristallisés avec des tailles de cristallites comprises entre 15 et 60 Angströms (soit
une taille de grain 50 fois plus faible que celle obtenue après nickelage électrolytique) mais
peuvent être néanmoins amorphes si l'agent réducteur employé est de type pyridine borane.
Les clichés de diffraction des rayons X que nous avons réalisés (figure 6) identifient une
structure nanocristalline qui, sur le diffractogramme, se caractérise par un fond continu
important associé à des borures de nickel de type Ni3B. Certains travaux suggèrent que
l'alliage est bien dans un état transcristallin. Une première singularité des dépôts Ultracem
est l'observation après dépôt de la présence de borures de nickel nanocristallins de type
Ni3B.
Après un traitement thermique dont la température est généralement comprise entre 200 et
400°C, on observe un durcissement sensible des revêtements de nickel-bore bien que
certains auteurs en contestent la réalité [10]. Ces traitements thermiques sont largement
utilisés pour les revêtements de nickel phosphore.
Cette augmentation de dureté, attribuée ici conjointement à la cristallisation des phases
présentes et à la précipitation de borures de nickel de type Ni2B, sont effectives dans les
dépôts Ultracem. Cette évolution est illustrée sur la figure 7. Certains auteurs font état d'une
possible précipitation métastable Ni2B3 à des températures égales ou supérieures à 400°C.
On obtient ainsi une matrice de nickel cristallisée dans un réseau CFC et une précipitation
de borures de nickel dont une fraction volumique cristallise dans le système orthorombique
[13] [14]
.
Au delà, vers des températures comprises entre 600 et 700°C, la coalescence des
précipités de borures de nickel associée à la relaxation des contraintes internes conduisent
à une diminution sensible de la dureté (figure 8).
-4-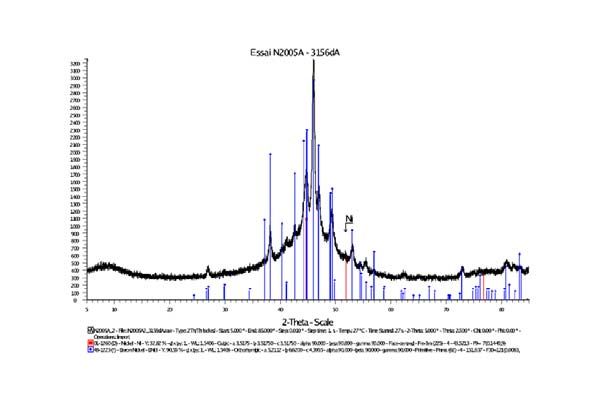
IV-3. Dureté et résistance à l'abrasion
Les revêtements Ultracem présentent un niveau de dureté important immédiatement après
depôt. Les valeurs de microdureté obtenues sont comprises entre 760 et 950 HV0,025 et
820 et 880 HK0,025. Ils se caractérisent par une bonne homogénéité de dureté dans
l'épaisseur du revêtement (figure 9).
Après un traitement thermique à une température de 385°C pendant une durée de 90mn, les
niveaux de dureté augmentent de façon significative pour atteindre 1060 à 1335 Hv0,025 et
1145 à 1450 Hk 0,025.
Ces résultats sont en accord, voire d'un niveau plus élevé que ceux obtenus par différents
auteurs. Ceux ci s'accordent pour signaler des valeurs d'usure après essais Taber (CS-10)
d'un niveau équivalent au chrome dur pour les revêtements testés après traitement
thermique (3mg d'usure après 1000 cycles) [15].
IV-4. Résistance à la corrosion
D'une manière générale les revêtements autocatalytiques de nickel dont l'agent réducteur
est un borohydrure présentent des résistances en brouillard salin qui sont inférieures à ceux
obtenus en milieu hypophosphite. Cette différence est attribuable à leur différence de
structure et au fait que les dépôts de nickel-bore sont microcristallisés. Ils présenteraient une
précipitation aux joints de grain qui agiraient comme des discontinuités dans les films passifs
et agiraient comme des chemins de corrosion préférentiels[15].
Néanmoins, nos investigations ont montré que pour des expositions de 350 heures, la
résistance à la corrosion en brouillard salin était en première approche dépendante de
l'épaisseur des revêtements (figure 10). On notera que des travaux sont actuellement en
cours chez UCT pour accroître sensiblement cette caractéristique et que d'ores et déjà,
existe une alternative connue avec les bains de nickel phosphore qui consiste à une
adjonction de polymères dans le bain de traitement. On sait que les étapes de préparation et
de finition qui composent la gamme de procédé ont une influence non négligeable sur les
propriétés de résistance à la corrosion. L'influence de ces différentes phases sera étudiée
ultérieurement.
IV-5. Fragilisation par l'hydrogène
Les essais de fragilisation par l'hydrogène ont été réalisés par la société Alliage suivant la
norme ASTM F512 à l'aide d'anneau Douglas et d'éprouvettes entaillées de type Pratt et
Whitney réalisés en acier 4340. Revêtues d'un dépôt de 25 microns d'épaisseur après
sablage et sans dégazage consécutifs, les éprouvettes soumises à ces essais de
fragilisation ne se sont pas rompues, même après plus de 500 heures (200 heures
contractuelles selon la norme).
Des essais complémentaires réalisés selon ASTM F1490[18] ont montré qu'en moyenne les
revêtement Ultracem conduisaient à l'introduction d'hydrogène de l'ordre de 1%
comparativement au 38 à 44% pour le chrome dur.
Ces résultats nous montrent qu'en l'absence d'étape de décapage acide ce procédé
n'introduit pas de phénomène de fragilisation par l'hydrogène.
-5-
IV-6. Ultracem et abattement en fatigue
Pour apprécier l'impact d'un revêtement Ultracem sur la tenue en fatigue d'un acier à très
haute résistance, la société Solsi Tec a réalisé des essais de fatigue en traction ondulée
(R=0.1) à l'aide d'éprouvette lisse de type FRE25. Nous avons cherché à déterminer l'impact
du dépôt sur la limite d'endurance à 107 cycles par la méthode du Staircase. L'acier utilisé
est un 35NiCrMo16 traité pour une résistance à rupture supérieure à 1800 MPa. Des dépôts
Ultracem furent réalisés avec des épaisseurs de 25 microns et sur une série un traitement
thermique à 210°C pendant 24 heures a de plus été appliqué.
Une limite d'endurance en fatigue de 1200 MPa (sigma max) à été obtenu pour l'acier. Après
revêtement, la même valeur a été obtenue. Après traitement thermique, nous avons obtenu
1180 MPa.
L'ensemble de ces résultats montrent que dans les conditions de nos essais, le revêtement
Ultracem n'a pas d'influence sensible sur la limite d'endurance en fatigue d'un acier à haute
résistance. Ces résultats démarquent sensiblement le revêtement Ultracem de l'ensemble
des revêtements issus des procédés nickel chimique et aussi des revêtements de chrome
dur pour lesquels des abattements en fatigue de l'ordre de 30 à 50% ont pu être observés[22].
Cependant, il sera nécessaire de valider ces premiers résultats par une campagne d'essais
complémentaires pour des épaisseurs de revêtement plus importantes.
IV-7. Adhérence et microstructure
Des essais d'adhérence ont été réalisés selon spécification Messier-Bugatti sur des
éprouvettes en acier 35CrMo4. Ces essais consistent à réaliser des essais d'écrasement
associés à des observations réalisées en stéréomicroscopie et microscopie électronique à
balayage au niveau des zones pliées (figures 11 à 15).
Ces essais basiques présentent néanmoins l'intérêt de pouvoir évaluer qualitivement
l'adhérence sous contrainte de compression et de traction. De l'ensemble des observations
réalisées, il ressort que le revêtement Ultracem apparaît fissuré mais ne présente pas
d'anomalies flagrantes de défaillance d'adhérence au niveau du substrat.
Les figures 18 et 19 mettent en évidence une structure superficielle très nodulaire
caractéristique de ces revêtements[15][20][21]. Elles montrent une topographie qui comporte
deux niveaux de cellules. Le niveau le plus étendu présente des joints de cellule très
marqués.
Sur les faciès de rupture (figures 16 et 17), on distingue une croissance colonnaire dite en
choux fleur[20] avec des cristallites très orientés du substrat vers la surface du dépôt et
d'autres plus équiaxes. A ce niveau d'observation, il n'a pas été possible de mettre en
évidence des joints de cellules marqués.
Sur des sections polies, l'imagerie en électrons rétrodiffusés permet de mettre en évidence
un autre aspect de cette structure et de sa croissance dans l'épaisseur du revêtement. Les
différentes strates observées ici pour des revêtements épais sur les figures 20 à 23 sont en
fait l'image de la chimie du bain et de son évolution durant la croissance du dépôt. L'aspect
nodulaire peu marqué est une des spécificités de ce revêtement mais il peut néanmoins être
plus marqué (figure 21) lorsqu'il y a un confinement ou lorsque les équilibres chimiques sont
perturbés.
-6-
On remarquera aussi que ces revêtements sont relativement exempts de défauts et de
porosités, seuls des joints de grain, sièges de précipitation intermétallique sont bien mis en
évidence. Enfin, même pour des traitements thermiques à 400°C, il n'y a pas de zone de
diffusion dans le métal de base, celle-ci n'apparaissant qu'au delà de 550°C et pour des durée
minimales de plusieurs heures[14].
IV-8. Contraintes internes
Les niveaux habituels de contraintes internes dans les revêtements de nickel bore sont
reconnus comme élevés compris entre 110 et 200 MPa, valeur que l'on peut comparer au
chromage dur (de –25 à 400 MPa). Ces valeurs sont en général déterminées à l'aide d'un
contractomètre de type Brenner-Senderhoff[16].
Pour Ultracem des valeurs de l'ordre de 30 MPa ont été obtenues. Certains auteurs ont ainsi
pu démontrer que ce niveau de contrainte était en relation directe avec la nature de l'agent
réducteur mis en oeuvre[17].
D'autres mesures réalisées par la micro-méthode du trou incrémental développée sur
matériaux durs sont en cours. Ces valeurs sont à rapprocher des résultats obtenus lors de
l'étude de l'influence du revêtement sur la tenue en fatigue présentée précédemment.
IV-9. Performances tribologiques
Les revêtements de nickel bore sont souvent cités pour avoir des propriétés tribologiques
intéressantes[4][13][15][17][18]. Ainsi, la norme AMS 2433 spécifie une condition de résistance à
l'usure après essais suivant ASTM D 2714. Les différentes sources bibliographiques ne
s'accordent pas toujours sur les coefficients de frottement mais l'on peut préciser que ces
derniers sont compris entre 0,12 et 0,3 pour des frottements à sec face à un acier.
Des résultats des premières investigations tribologiques réalisées au sein du Groupe
Snecma se dégage un comportement parfois difficile à interpréter. Quatre exemples sont ici
exposés.
Tout d'abord des essais plan sur plan sous faible chargement, réalisés en milieu ester
phosphorique face à un acier inoxydable martensitique ou face à un acier nitrocarburé ont
conduit respectivement à une usure rapide ou à des microgrippages. Néanmoins, les
coefficients de friction moyens observés sont 0,10 et 0,15.
Puis, des essais de type frottement en rotation alternée sous faibles charges (essai Dolex)
ont été réalisés en conditions non lubrifiées chez Messier Dowty. Un axe revêtu d'Ultracem
avec une épaisseur de 25 microns, face à une bague bronze en alliage spinodal et puis en
bronze aluminium. Ils ont conduit à des valeurs d'usure extrêmement réduites pour des
coefficients de frottement moyen respectivement de 0,04 et 0,15 pour les 2 nuances
d'alliage. Pour un revêtement DLC, si les valeurs d'usure observées ont été plus faibles, en
revanche, le coefficient de frottement a atteint 0,7 après essai.
Ce même essai a été réalisé sous charge élevée (200MPa). Un revêtement d'Ultracem face
à un bronze aluminium en condition graissée conduit, après 5000 cycles, à un coefficient de
frottement moyen de 0,15 contre 0,3 pour le chrome dur. Ultracem présente alors une usure
de 12 µm que l'on comparera à celle du chrome dur qui atteint 85 µm.
-7-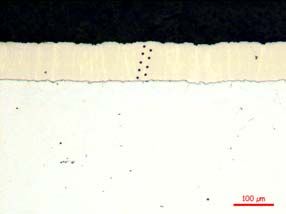
Enfin, à échelle réduite, un essai représentatif de l'usure de rails de support de missiles en
alliage d'aluminium face à un crochet en acier inoxydable 17.4 PH a été réalisé par la société
Falex. Ainsi, une bague revêtue d'Ultracem face à un bloc en acier 17.4 PH revêtue ont
conduit à une usure de 2 mg à comparer au 58 mg pour un système avec un aluminium
anodisé dur traité au bisulfure de molybdène face au 17.4 PH nu.
V - Comparatif chrome dur/Ultracem [4] [15] [17]
Nous vous proposons ici un comparatif qui couvre une large gamme de caractéristiques des
procédés de chromage dur et Ultracem (figure 24), les principales propriétés d'usage (figure 25)
et enfin leurs principales caractéristiques physico-chimiques (figure 26).
Notre objectif, ici, est de faciliter la comparaison des procédés, d'en apprécier les avantages et
les inconvénients et de pouvoir appréhender de la manière la plus complète, la problématique
du remplacement du chrome dur notamment dans le secteur aéronautique et spatial.
VI - Conclusions
Les premiers résultats obtenus avec les revêtements Ultracem définissent un ensemble de
propriétés intéressantes qui en font un substitut potentiel au chrome dur avec une intéressante
gamme de propriétés :
• Pas d'abattement en fatigue même après traitement thermique de durcissement,
• Pas de phénomène de fragilisation par l'hydrogène,
• Une gamme d'épaisseur étendue, de 5 à 200 µm avec une excellente homogénéité quelle
que soit la forme des pièces,
• Une dureté élevée après dépôt,
• Une excellente adhérence sur acier et alliage de titane.
Néanmoins, même si certains résultats tribologiques sont très prometteurs, il reste nécessaire
de valider d'autres couples matériaux/procédés dans différentes conditions, dans les domaines
de l'usure et du frottement face par exemple aux caoutchoucs et ce, associé à une
caractérisation fine.
De plus, il reste nécessaire de mener d'autres travaux dans le domaine de la caractérisation de
la résistance à la corrosion dans différents milieux et là encore d'en comprendre les
mécanismes.
Enfin, l'établissement d'un bilan économique comparatif global face au chromage dur ou aux
substituts émergeants permettra alors de valider ce procédé comme un substitut à fort potentiel
pour le remplacement du chrome dur dans un important registre de caractéristiques.
-8-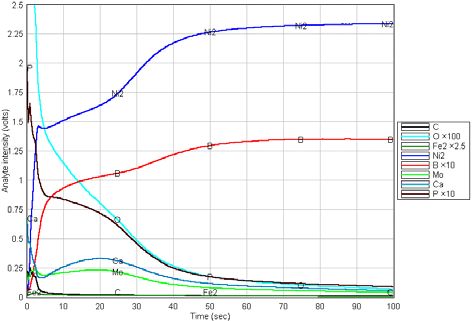
Alliage de magnésium
Alliage d'aluminium Décapage sulfochromique
Décapage sulfochromique Conversion chimique chromique (mordançage)
Anodisation chromique
Colmate au bichromate de potassium Acier de construction
Conversion chimique chromatée Chromage dur
Retouche de corrosion chimique Revêtement inorganique
Finition chromique de revêtements (cadmiage,
Anodisation sélective sulfochromique
phosphatation, zingage...)
Désanodisation phosphochromique
Ingrédients
Acier inoxydable Primaire de peinture chromaté
Passivation nitrochromique Primaire de collage chromaté
Polissage électrolytique phosphochromique Mastics d'étanchéité chromatés
Produit d'interposition chromaté
Fig. 1 : Principaux procédés touchés par le remplacement du chrome hexavalent.
Fig. 2 : Profils SDL obtenus en extrême surface (35sec.=5 µm) et sur la totalité d'une couche de 100µm d'Ultracem.
Fig.3 : Chemise hydraulique en acier à outil Fig. 4 : Bloc hydraulique en alliage d'aluminium
-9-Fig. 5 : Diagramme d'équilibre Nickel Bore
Fig. 6 : Diffractogramme de rayons X réalisé après réalisation d'un
revêtement Ultracem de forte épaisseur. Présence de nickel et Ni3B
Fig. 7 : Diffractogramme de rayons X réalisé après traitement thermique à
385°C pendant 90mn sur revêtement Ultracem de forte épaisseur. Présence
de Ni, Ni3B et Ni2B.
- 10 -1200 120
1000 100
Taux d’usure, mg
Dureté, HV100
800 80
600 60
400 40
200 20
0 0
0 100 200 300 400 500 600 700
Température, °C
Fig. 8 : Evolution de la dureté et de la résistance à l'abrasion
après différents traitement thermiques d'une durée de 60mn.
Profondeur Filiation 1 Filiation 2
(en micron) (Hv0,025) (Hv0,025)
10 869,9 813,2
20 792,1 771,8
30 813,2 824,1
40 813,2 858,1
50 846,6 894,2
60 792,1 894,2
70 858,1 869,9
80 881,9 881,9
90 846,8 904,8
Fig. 9 : Filiation de microdureté sur coupes métallographiques d'un revêtement Ultracem.
Fig 10 : Ultracem de 100 microns et 60 microns. Exposition de 360 heures en brouillard salin.
- 11 -Fig. 11 et 12 : Eprouvette d'adhérence par écrasement avant et après essais.
Fig. 13 et 14 : M.E.B. Observations en surface et sur un faciès d'une fissure. Mise en évidence de l'adhérence sur le substrat.
Fig 15 : M.E.B. Observations d'un faciès d'une fissure. Mise en évidence de la structure
de la couche et de l'adhérence au niveau de l'interface avec le substrat.
- 12 -Fig. 16 et 17 : M.E.B. Observations sur faciès. Structure colonnaire caractéristique.
Fig. 18 et 19 : M.E.B. Observations topographiques. Structure de type "choux fleur".
Fig. 20 et 21 : M.E.B. Observations en électrons rétrodiffusés sur coupe métallographique.
Fig. 22 et 23 : M.E.B. Observations réalisées en électrons rétrodiffusés sur coupe métallographique.
- 13 -Chromage dur Ultracem
Excellente résistance à la corrosion si épaisseur Gamme de température d'emploi
supérieure à 80 µm
Pas de brûlures de rectification
Aspect brillant Pas d'abattement en fatigue
Avantages Bonne compatibilité en frottement face aux élastomères Pas de phénomène de fragilisation par l'hydrogène
et aux alliages type UN3S, U219 A6 et UA11N
Bonne étanchéité hydraulique Dureté élevée après dépôt : 800/900 HV
après tth (210 à 400°c) : 1200 à 1500 HV
Dureté élevée et homogène : 800 à 900 H0,1 Soudabilité pour des épaisseurs de 1 à 2 µm
Sensibilise fortement les aciers à Rm > 1350 MPa à la Structure plus ou moins nodulaire
fragilisation par l'hydrogène
Sensible lors de la rectification sur les aciers à Ra > Comportement tribologique à définir
1350 MPa (brûlures de rectification)
Inconvénients Conduit à des abattement en fatigue des aciers revêtus
de 20 à 50 % même pour de faibles épaisseurs
Adhérence faible sur aciers aux silicium type 300M
Réseaux de fissuration plus ou moins importants dans le
revêtement
θ maxi 900°C θ maxi 980°C
Fig. 24 : Caractéristiques des revêtements.
Chromage dur Ultracem
Décapage dans le bain de dépôt par inversion de courant
Température du bain modérée Dépôt uniforme et homogène
Coût des produits de base Gamme d'épaisseur de 5 à 300 µm
Grande diffusion du procédé Gamme de préparation de surface commune
Avantages
Chimie du bain simple et routinière Pas de limitation de taille de pièce
Rectification conventionnelle ou NBC Rectification conventionnelle ou NBC
Epargnes aisées (scotch pb et cire) Epargnes par procédés conventionnel.
Gamme d'épaisseur de 5 à 300 µm Revêtement composite possible
Acide chromique (Cr VI+) Température de traitement ≥ 95°C
Outillage complexe pour un revêtement uniforme sur les
Maintenance du bain de 1 à 2 x par heure
surfaces complexes
Rendement faible Coût élevé des produits de base
Inconvénients Grenaillage de précontrainte indispensable pour les
Procédé sous licence
pièces sollicitées en fatigue
Préparation par sablage indispensable Chimie du bain complexe
Traitement de déshydrogénation pour les pièces en Rm >
Cuverie optimisée
1350 MPa
Fig. 25 : Principales caractéristiques de procédés de chromage dur et Ultracem
Chrome dur Ultracem
Densité 7,19 9,4
Point de fusion 1860°C 1400°C
Coef. expansion 6,2 x 10.-6 12,1 x 10.-6
Module d'Young 248,2 GPa 120 GPa
Résistance électrique 130 µOhm.mm 890 µOhm.mm
Contrainte interne De –20 à 400 MPa Environ 3O Mpa
Propriétés magnétiques Amagnétique Légèrement magnétique
Taber sans TTH 2 mg/1000 cycles 9 mg/1000 cycles
Taber avec TTH: 385°C - 3 mg/1000 cycles
Abrasion ASTM G65 1,1g 0,01g
Falex ASTM D2714 0,0017g 0,0002g
Fig. 26 : Propriétés physico-chimiques.
- 14 -[1] H.Heriaud-Kraemer et G. Montavon, Toxicité impacts environnementaux et éléments de la législation, Journées
techniques, Revêtements de chrome; LERMPS, 17 et 18.9.2003, Sévenans.
[2] SAE international, Aerospace material specification, AMS 2433B, Plating nickel-thallium-boron or nickel boron
electroless deposition.
[3] J.Edwards, Coating and surface treament systems for metals, ASM International, Finishing publications.
[4] B607-91, Standard specification for autocatalytic nickel boron coatings for engineering use, ASTM international.
[5] G.O.Mallory, The electroless nickle-boron plating bath: Effects of variables on deposit properties, Plating, April 1971,
319-325.
[6] A.Brenner and G.Russel, 37, 31, 1946.
[7] W. Riedel, Electroless Nickel Plating, ASM International, Finishing Publications Ltd., 1991.
[8] H.Wiegand und K.Schwitzgebel, Eigenspannungen, Kristallitgrösse und Texturen in galvanischen und chemischen
Nickelschichten und ihr Zusammenhang mit mechanischen und technologischen Werkstoffkennwerten, Metall,
21.Jahrgang, Oktober 1967, Helft 10, p. 1024 - 1038.
[9] A.Taalat El Mallah, M.Hassib Abbas, M.Farid Shafei, Mel-Sayed Aboul-Hassan and I.Nagi, Structure of electroless
nickel deposits from baths containing sodium hypophosphite and potassium borohydride, Plating and surface finishing,
may 1989, 124-128.
[10] M.Matsuoka and T. Hayashi, Chemical Nickel Plating Using Pyridine Borane as a Reducing Agent, Plating and
Surface Finishing, July 1981, p.66 – 69.
[11] J.W. Dini and P.R. Coronado, Thick Nickel Deposits of High Purity by Electroless Methods, Electronics Symposium,
April, 1967, P. 385 –390.
[12] Ed. McComas, Coating compositions containing nickel and boron and particles, United States Patent, 6,319,308,
november 20, 2001.
[13] H.G.Klein, H.Niederprüm und E.M.Horn, Untersuchungen an chemisch abgeschiedenen Nickel-Bor schichten auf
metallen. Teil 1, Metalloberfläche angew. Elektrochemie, 25, 1971, Heft 9.
[14] H.G.Klein, H.Niederprüm und E.M.Horn, Untersuchungen an chemisch abgeschiedenen Nickel-Bor schichten auf
metallen. Teil 2, Metalloberfläche angew. Elektrochemie, 26, 1972, Heft 1.
[15] R.N.Duncan and T.L.Arney, Operation and use of sodium-borhydride-reduced electroless nickel, Plating and surface
finishing, december 1984, 49-54.
[16] A.Brenner and S.Senderoff, J.res;Nat.Bur.Std, 42, 89, february 1949.
[17] AMS Handbook, VOL.5, Surface Engineering, Dec. 1994
[18] F1940-01, Standard test method for process control verification to prevent hydrogen embrittlement in plated or coated
fasteners, ASTM international
[19] H.Niedersprüm und H.G.Klein, Neuere ergebnisse der chemogalvanischen metallisierung von kunstoffen mit
borhydriden, Metalloberfläche, 24, 1970,468-474.
[20] K.Stallmann und H.Speckhardt, Untersuchungen zur Abscheidung von Nickel-Bor-Legierungsschichten aus
modifizierten Elektrolyten, Metall 39. Jahrgang, Heft 3, März 1985, p. 238 –246.
[21] E.L.Schmeling, M. Pohl und W.-G. Burchard, Vergleichenden Untersuchungen zum Aufbau und zur Struktur von
Nickel-Bor und Nickel-Phosphor-Schichten, Metalloberfläche 32. Jahrgang, Juli 1978, Heft 7, Seite 281-284.
- 15 -- 16 -
Vous pouvez aussi lire

















































