DUPONT CRASTIN PBT ET RYNITE PET - RÉSINES DE POLYESTER THERMOPLASTIQUE MANUEL DE MOULAGE - TRP 30
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
DuPont Crastin et Rynite
™
®
PBT ®
PET
résines de polyester thermoplastique
Manuel de moulage – TRP 30
® Marque déposée de E.I. du Pont de Nemours and Companie
The miracles of science™ est une marque de E.I. du Pont de Nemours and CompanieManuel de moulage du CRASTIN ®
PBT et du RYNITE® PET
Table des matières
1 Généralités .................................................................. 3 4 Moule ........................................................................... 13
1.1 Introduction..................................................... 3 4.1 Thermorégulation du moule ............................... 13
1.2 Description...................................................... 3 4.2 Structure mécanique ........................................... 14
1.3 Précautions de sécurité ................................... 3 4.3 Configuration des canaux
1.4 Manipulation et préparation des matériaux .... 4 et du point d’injection......................................... 14
1.4.1 Conditionnement .................................. 4 4.4 Canaux chauds.................................................... 15
1.4.2 Entreposage .......................................... 4 4.5 Events ................................................................. 16
1.5 Environnement et mise au rebut des déchets .. 4 4.6 Angles de dépouille ............................................ 16
4.7 Angles vifs.......................................................... 16
2 Principes de séchage ................................................. 5
2.1 Effets de l’humidité ............................................ 5 5 Comportement des matériaux..................................... 19
2.2 Absorption d’humidité ....................................... 5 5.1 Composition chimique ....................................... 19
2.3 Conditions de séchage ........................................ 6 5.2 Longueur d’écoulement...................................... 19
2.4 Equipement de séchage ...................................... 6 5.3 Retrait ................................................................. 21
5.4 Retrait après moulage ......................................... 22
3 Moulage....................................................................... 7
3.1 Procédé ............................................................... 7 6 Opérations annexes .................................................... 23
3.1.1 Unité d’injection ...................................... 7 6.1 Rebroyés ............................................................. 23
3.1.1.1 Vis.............................................. 7 6.2 Coloration ........................................................... 23
3.1.1.2 Clapet anti-retour....................... 7
3.1.1.3 Corrosion/abrasion..................... 7
3.1.1.4 Buses.......................................... 7
3.1.1.5 Chambre d’accumulation
pour pièces à paroi mince .......... 8
3.1.2 Procédures de démarrage et d’arrêt ......... 8
3.1.2.1 Purge .......................................... 8
3.1.2.2 Démarrage ................................. 8
3.1.2.3 Arrêt........................................... 9
3.1.2.4 Interruptions............................... 9
3.2 Paramètres .......................................................... 9
3.2.1 Température de la matière et du cylindre 9
3.2.2 Température du moule ............................. 10
3.2.3 Phase d’injection...................................... 10
3.2.4 Phase de maintien en pression ................. 11
3.2.5 Phase de rétraction de la vis..................... 11
3.2.6 Recommandations de mise en œuvre....... 11
Veuillez-vous référer aux recommandations pour l’injection-moulage
du CRASTIN® et du RYNITE®, pages 34 et 35.
11 Généralités
1.1 Introduction brûlures graves. De plus, au-dessus du point de fusion,
l’humidité et d’autres gaz peuvent engendrer dans le
Les résines polyesters thermoplastiques renforcées de cylindre une pression qui, si elle est relâchée, risque
fibres de verre CRASTIN® et RYNITE® sont des matériaux d’entraîner l’éjection violente du polymère par la buse.
polyesters exceptionnels. Ces produits contiennent des
fibres de verre et/ou d’autres charges uniformément dis- Pour réduire au maximum les risques d’accident, sui-
persées et spécifiquement formulées pour une cristallisa- vez scrupuleusement les instructions fournies dans ce
tion rapide durant le moulage. Cela permet de produire manuel. Il convient d’anticiper les risques et soit de
des pièces à haute performances selon les techniques tra- les éliminer, soit de s’en prémunir en suivant les pro-
ditionnelles d’injection-moulage. cédures établies, notamment par l’emploi d’un équipe-
ment et de vêtements de protection appropriés.
Cette brochure décrit les techniques générales de manipu-
Soyez particulièrement vigilants durant la purge et
lation et de mise en œuvre requises.
chaque fois que la résine est conservée dans la presse
à des températures supérieures aux valeurs habituelles
1.2 Description ou pour des périodes plus longues que la normale, par
Les résines polyesters thermoplastiques RYNITE® contien- exemple lors d’une interruption de cycle. Lisez attenti-
nent des fibres de verre ou des combinaisons de charges vement la section consacrée aux conditions de moulage.
minérales et de fibres de verre uniformément dispersées Avant de purger, vérifiez que la pompe d’injection à
dans le polytéréphtalate d’éthylène (PET), spécifiquement grand débit est hors service, et utilisez un écran protec-
formulé pour garantir une cristallisation rapide pendant la teur. Réduisez la pression d’injection et injectez par à-
mise en œuvre. Les polyesters thermoplastiques RYNITE® coups plusieurs fois pour minimiser les risques d’écla-
présentent des propriétés exceptionnelles telles que résis- boussures de résine fondue pouvant être provoqués par
tance mécanique élevée, rigidité, excellente stabilité dimen- des poches de gaz dans le cylindre.
sionnelle, résistance chimique et tenue à la température Mettez immédiatement la purge dans un récipient rem-
remarquables, et bonnes caractéristiques électriques. pli d’eau pour limiter la formation de gaz et les odeurs.
Les résines RYNITE® se distinguent par d’excellentes pro- Si vous pensez qu’il y a le moindre risque de formation
priétés rhéologiques à l’état fondu, la possibilité de respec- de gaz dans le cylindre, mettez en place l’écran protec-
ter des tolérances de moulage étroites et une productivité teur, éloignez la buse du moule et arrêtez tous les élé-
élevée dans le cas d’injection dans des moules multi-em- ments chauffants, à l’exception de celui de la buse et
preintes. Les propriétés, les caractéristiques de mise en de son adaptateur. Laissez la température de la presse
œuvre et le prix concurrentiel des polyesters thermoplas- descendre au-dessous du point de fusion de la résine
tiques RYNITE® leur assurent une valeur d’usage élevée et (225°C pour le CRASTIN® et 245°C pour le RYNITE®).
contribuent à abaisser le coût des pièces moulées. Les poly- Ensuite, l’écran protecteur étant toujours en place,
esters thermoplastiques CRASTIN® sont à base de téréphta- élevez la température du cylindre jusqu’à la valeur
late de polybutylène (PBT). Ils sont spécialement formulés minimale ou jusqu’à la température de la vis. Si le fait
pour garantir une cristallisation rapide pendant la mise en d’appuyer sur les boutons d’injection ou de rotation de
œuvre et peuvent contenir des fibres et des billes de verre la vis ne produit pas un flux de matière fondue, il se
uniformément dispersées. peut que la buse soit obturée. Dans ce cas, arrêtez le
Tout comme le RYNITE®, les résines CRASTIN® présentent chauffage du cylindre et prenez les mesures de sécurité
une excellente combinaison de propriétés adaptées à de d’usage. Utilisez un écran protecteur facial et portez
nombreuses applications. des gants de protection longs.
Les résines PBT ayant un point de fusion inférieur de 30 K Au cas où du polymère fondu entrerait en contact avec
à celui des résines PET, les températures de la matière sont la peau, rincez immédiatement la zone affectée avec
plus basses pendant le moulage et les températures de ser- de l’eau froide ou appliquez de la glace et appelez un
vice admissibles légèrement inférieures pour les pièces médecin pour les soins à donner en cas de brûlure ther-
moulées. mique. N’essayez pas de retirer le polymère de la peau.
Pour une description détaillée des produits et de leurs pro- B. Le CRASTIN® et le RYNITE® étant séchés à haute tempé-
priétés, veuillez vous référer à la brochure «Gamme des rature, tout contact avec des trémies, des fours ou des
produits et propriétés du RYNITE® et du CRASTIN® ». tuyaux flexibles chauffés peut produire des brûlures
graves. Pour réduire les risques de brûlure, il est
conseillé d’isoler ces éléments.
1.3 Précautions de sécurité
C. Pendant le moulage, la purge ou le séchage du CRASTIN®
Bien que la mise en œuvre du CRASTIN® et du RYNITE® et du RYNITE®, de petites quantités de gaz et de particules
soit sans danger, vous devez tenir compte des points sui- solides (des modifiants de faible poids moléculaire) peu-
vants: vent être dégagées. Il est recommandé d’installer un
A. Le CRASTIN® et le RYNITE® étant moulés à haute tem- système de ventilation locale durant la mise en œuvre
pérature, la résine à l’état fondu peut provoquer des de ces résines. Un débit de 5 m3 d’air par minute par
3kg de résine par heure permet de maintenir la concen- Les sacs déchirés doivent être refermés avec soin ou scel-
tration de particules de poussières au-dessous de lés afin d’éviter une reprise d’humidité excessive avec le
10 mg/m3 durant une mise en œuvre s’effectuant selon temps.
les temps et les températures maximum recommandés Pour plus de détails sur les types de conditionnement,
(moulage, purge et séchage). veuillez consulter les brochures «Introduction to Engineer-
D. Comme tous les polymères thermoplastiques, le CRASTIN® ing Polymers Packaging Materials» et «Silo Shipments».
et le RYNITE® peuvent former des produits de décom-
position gazeux durant un temps de séjour prolongé,
aux températures de fusion maximales recommandées.
1.4.2 Entreposage
E. Il convient également d’installer un système de venti-
lation locale durant le rebroyage. Les résines CRASTIN® et RYNITE® doivent être stockées à
F. Avant de nettoyer le cylindre contenant du CRASTIN® sec et il convient d’appliquer le principe «premier entré/
ou du RYNITE®, purgez complètement la presse avec premier sorti». Bien que les sacs soient protégés contre
du polyéthylène ou du polystyrène. l’humidité par un complexe laminé spécial, il peut se
produire une reprise d’humidité.
G. Si du CRASTIN® ou du RYNITE® est purgé accidentelle-
ment sur les colliers chauffants, retirez-le pour éviter
qu’il ne se dégrade.
1.5 Environnement et mise au rebut
H. Installez un système de ventilation locale durant la
combustion de tout équipement contenant du CRASTIN®
des déchets
ou du RYNITE® (buses, etc.). En raison de son comportement satisfaisant vis-à-vis de
I. Les granulés de C RASTIN® ou du R YNITE® sont de forme l’environnement, le polymère couramment utilisé pour
cubique et dotés d’un faible coefficient de frottement. les bouteilles de boissons non alcoolisées entre dans la
Ils présentent donc un risque de chute s’ils sont répan- composition du RYNITE® PET.
dus sur le sol. Dans ce cas, retirez-les immédiatement. Le CRASTIN® et RYNITE® présentent une bonne stabilité à
J. Evitez de mouler/purger avec du polycarbonate (PC) l’état fondu, ce qui facilite en général le recyclage des
avant ou après la mise en œuvre du RYNITE®. Effectuez déchets issus de la production lorsqu’ils sont manipulés
la purge par étapes intermédiaires, comme indiqué au de manière appropriée. Si le recyclage est impossible,
paragraphe 3.1.2. DuPont recommande en priorité l’incinération avec récu-
pération d’énergie. L’incinérateur doit être équipé d’un
K. Pour toute information complémentaire, reportez-vous épurateur perfectionné afin d’éliminer au préalable les gaz
aux fiches de sécurité sur les produits. de fumée.
Le CRASTIN® et le RYNITE® ne sont pas solubles dans l’eau
et ne contiennent pratiquement aucun additif susceptible
1.4 Manipulation et préparation d’être extrait en cas d’immersion dans l’eau. Ils ne pré-
des matériaux sentent donc aucun risque connu pour la santé ou l’envi-
ronnement lorsqu’ils sont stockés dans le sol.
1.4.1 Conditionnement
Pour la mise au rebut, il convient de respecter les régle-
Les précautions de manipulation du C RASTIN® et du R YNITE®
mentations locales qui peuvent varier de manière signifi-
sont dans l’ensemble identiques à celles qui s’appliquent cative d’un pays à l’autre.
aux matériaux hygroscopiques similaires renforcés de fibres Le téréphtalate de polyéthylène et le polytéréphtalate de
de verre (polyesters, polycarbonates, etc.). Les résines butylène sont mentionnés dans la ‘liste verte’ de la régle-
CRASTIN® et RYNITE® sont emballées dans des sacs étanches mentation 259/93, Annexe II, de la Communauté euro-
spéciaux. Toutefois, leur teneur en humidité dans ce type péenne. Le CRASTIN® et le RYNITE® ne sont donc pas sou-
de conteneur peut être supérieure au taux maximal auto- mis aux restrictions relatives au transport des déchets
risé pour le moulage. destinés au recyclage dans les pays européens.
42. Principes de séchage 100
Résistance à
2.1 Effets de l’humidité la traction
90
Allongement
Le CRASTIN® et le RYNITE® sont très sensibles à l’humidité
et doivent toujours faire l’objet d’un séchage pour garantir
des propriétés mécaniques optimales. 80
% de la valeur optimale
Les symptômes d’une résine de moulage présentant une
teneur en humidité excessive sont indiqués dans le tableau 70
2.1 et dans les figures 2.1 et 2.2.
Choc sans entaille
Tableau 2.1 Symptômes d’une teneur en humidité excessive 60
Symptômes
Limite maximale d'humidité
Influence sur visibles sur Symptômes avant le moulage
les propriétés les pièces durant 50
Polymère mécaniques moulées le moulage
CRASTIN® Réduction de la • Aucun 40
résistance au choc symptôme 0 0,02 0,05 0,10 0,15 0.20
et à la traction significatif Humidité, %
Pas de stries
RYNITE® Réduction importante sur la surface • Formation
Fig. 2.2 Effet de la teneur en humidité sur les propriétés
de la résistance accrue
du RYNITE® 530
au choc et à la traction de bavure
2.2 Absorption d’humidité
Le CRASTIN® et le RYNITE® diffèrent en termes d’absorp-
100 tion d’humidité.
Convenablement séché, le CRASTIN® PBT atteint le niveau
Résistance à la flexion
d’humidité maximal recommandé en deux heures environ,
90
à une température ambiante de 23°C, avec 50% d’humi-
Choc sans entaille dité relative. Dans les mêmes conditions, le PET RYNITE®
atteint ce niveau en 10 minutes (voir figure 2.3 et
80
% de la valeur optimale
tableau 2.2).
70 0,18
CRASTIN® PBT
0,16
0,14
60 0,12
Humidité, %
Limite maximale d'humidité
avant le moulage 0,10
0,08
50 0,06
0,04
0,02
40 0
0 0,05 0,10 0,15 0.20 0 50 100 150
Humidité, % Temps, h
Fig. 2.1 Effet de la teneur en humidité sur les propriétés Fig. 2.3 Absorption d’humidité du CRASTIN® S600F10
du CRASTIN® SK605
Tableau 2.2 Temps nécessaire au RYNITE® pour atteindre
un taux d’humidité de 0,02%
Temps d’exposition en minutes à 23°C
Humidité initiale
des granulés 20% HR 50% HR 90% HR
0,005% 235 30 8
0,010% 110 13 4
0,015% 27 3 1
52.3 Conditions de séchage
18
RYNITE® PET
La teneur en humidité des granulés entraîne une réduction Point de rosée –20°C
16
hydrolytique du poids moléculaire durant la mise en œuvre,
Temps de séchage minimal requis, h
provoquant une diminution de la résistance et de la ténacité 14
des pièces moulées.
12
Le C et le R
RASTIN® doivent être préséchés pour que
YNITE®
10
les pièces moulées présentent les meilleures propriétés.
8
Le tableau 2.3 récapitule les conditions de séchage recom-
6
mandées. Pour plus de détails sur les recommandations de
Résine humide
mise en œuvre, consultez les tableaux des pages 36-37. 4
2
Tableau 2.3 Conditions de séchage recommandées Résine à la livraison
Temp. de Temps de 0
100 110 120 130 140
Teneur maximale en humidité séchage séchage Température de séchage, °C
pour la mise en œuvre (%) (°C) (h)
CRASTIN® 0,04 120 3-4 Fig. 2.5 Temps de séchage en fonction de la température de
R YNITE® 0,02 120 4 l’air pour atteindre une teneur en humidité de 0,02%
pour le RYNITE®
Les températures trop basses (80° C) employées avec les
polyamides entraînent un séchage insuffisant qui ne per-
met pas d’atteindre la limite d’humidité requise. Ce fac-
teur est important avec les systèmes de séchage centraux, dans l’air. Des valeurs de –20°C et en dessous pour le
qui n’autorisent pas de réglage individuel des températures point de rosée assurent un séchage efficace. Le séchage
des conteneurs. au moyen de sécheurs déshumidifiants est indépendant
des conditions atmosphériques.
2.4 Equipement de séchage b. Etuves à circulation d’air
La qualité du séchage dépend des conditions atmo-
a. Sécheurs déshumidifiants sphériques. Un air à forte teneur en humidité réduit
Le préséchage à l’aide de sécheurs déshumidifiants est le niveau de séchage acceptable. L’emploi d’étuves
la méthode la plus fiable et la plus économique. Pour à circulation d’air n’est donc pas recommandé.
contrôler ces sécheurs, il convient de déterminer le point
de rosée, qui indique directement la proportion d’eau c. Sécheurs à vide
Pour des raisons économiques, les sécheurs à vide sont
couramment employés dans les laboratoires. Dans le
0,5 vide, l’énergie calorifique est transmise presque exclu-
CRASTIN® PBT sivement par rayonnement, ce qui augmente le temps
de séchage. Le temps recommandé est donc de 50%
0,4 supérieur à celui indiqué dans le tableau 2.3.
d. Dégazage
0,3 A l’heure actuelle, l’emploi d’une unité de dégazage
Humidité , %
sur les presses d’injection-moulage n’est pas une solu-
tion totalement équivalente au préséchage. Cela est
0,2 dû principalement à la dégradation hydrolytique du
CRASTIN® et du RYNITE® à l’état fondu avant qu’ils
80°C
n’atteignent l’évent.
0,1
100°C e. Systèmes de transfert
120°C
En tenant compte du temps d’absorption d’humidité
0
0 2 4 6 relativement court du polyester (en particulier le PET
Temps de séchage, h RYNITE®), il est recommandé d’utiliser de l’air séché
dans un système de transfert. Dans des conditions
Fig. 2.4 Le CRASTIN® PBT n’atteint jamais une teneur en humidité atmosphériques normales, la résine séchée ne doit pas
de 0,04% lorsqu’il est séché à 80°C rester plus de 10 minutes dans la trémie.
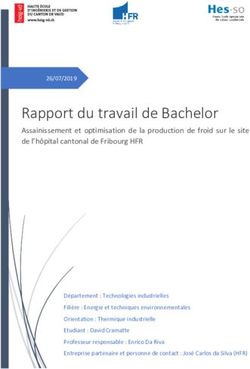
63 Moulage
3.1 Procédé Le siège de la bague fixe est cylindrique à la jonction avec
l’extrémité (F) et la pointe de la vis (G) de manière à per-
3.1.1 Unité d’injection mettre un ajustement précis de ces deux diamètres et à
3.1.1.1 Vis éviter toute zone de stagnation.
Le CRASTIN® et le RYNITE® peuvent être mis en œuvre sur La pointe de la vis comporte à l’avant des filets une sec-
toutes les presses d’injection-moulage à vis disponibles tion cylindrique (H) qui s’adapte avec précision en contre-
dans le commerce. Pour obtenir une bonne homogénéité alésage. Cela permet de maintenir et d’aligner cette pointe
de la matière fondue et garantir un moulage précis, le rap- et la bague.
port L/D (longueur/diamètre) des vis ne doit pas être trop
faible (20D au minimum). Les vis standard à trois zones La pointe de la vis et le siège doivent être plus durs (Rc 52
avec bagues d’obturation, comme celles couramment environ) que la bague flottante (Rc 44) car il est moins
employées avec les polyamides, peuvent s’utiliser avec cher de remplacer cette dernière en cas d’usure.
le CRASTIN® et le RYNITE®.
Il est conseillé d’utiliser de l’acier résistant à l’usure pour
3.1.1.2 Clapet anti-retour la pointe. Les diamètres cylindriques doivent impérative-
ment être égaux pour éviter les zones de stagnation.
Adapteur
A B 3.1.1.3 Corrosion/abrasion
D
E Comme les autres résines renforcées de fibres de verre, le
H
CRASTIN® et le RYNITE® peuvent provoquer une usure dans
certaines zones du cylindre, de la vis et du moule. Si vous
G F moulez de grandes quantités de ces résines, prenez cer-
C
taines précautions pour réduire les effets de l’usure dans
Buse l’équipement et les moules. Pour améliorer l’unité d’in-
jection durant la mise en œuvre de résines renforcées de
fibres de verre comme le CRASTIN® et le RYNITE®, des al-
Fig. 3.1 Conception d’un adaptateur et d’un clapet anti-retour liages de surface durs et/ou des aciers fortement chargés
doivent être utilisés pour les cylindres, les vis et les clapets
anti-retour. Des unités d’injection bimétalliques spéciale-
Le clapet anti-retour, ou bague de retenue, représenté en ment traitées (cylindre, vis et clapet anti-retour) qui ont
figure 3.1 empêche la matière fondue de refluer durant été soumises à des essais présentent une durée de service
l’injection. Cela peut se produire si la conception de l’unité 5 à 10 fois supérieure à celle d’un équipement standard.
d’injection n’est pas adaptée pour éliminer la stagnation de Pour réduire au maximum l’usure de la vis, il existe des
la résine et les restrictions dans le flux de matière. Un dys- aciers et des traitements spéciaux qui résistent à l’abrasion
fonctionnement se traduisant par le reflux de la résine est et à la corrosion.
courant. Il est dû à une conception ou à un entretien in-
adapté. Un clapet anti-retour non étanche augmente le Pour plus d’informations et pour obtenir des recomman-
temps de rétraction de la vis, ce qui prolonge le cycle et dations, veuillez vous adresser au fabricant de la presse
provoque un contrôle insuffisant du compactage et des et de la vis. En principe, l’unité d’injection ne requiert pas
tolérances dimensionnelles. de traitement spécial anticorrosion pour le moulage.
Le clapet anti-retour doit satisfaire aux exigences suivantes:
• absence de zones de stagnation;
• absence de restrictions; 3.1.1.4 Buses
• bonne étanchéité;
• contrôle de l’usure. Le CRASTIN® et le RYNITE® peuvent être mis en œuvre
avec des buses ouvertes. Toutefois, la décompression de
Le clapet représenté en figure 3.1 est conforme à ces exi- la matière fondue est nécessaire après la plastification.
gences.
Les buses allongées non chauffées ne conviennent pas car
Les cannelures (D) à la pointe de la vis sont généreuse- la matière fondue se solidifie rapidement si le nez de la
ment proportionnées et l’espace (E) entre le clapet anti- buse entre en contact avec l’outil froid. Si vous utilisez
retour et cette pointe est suffisant pour permettre l’écoule- des buses allongées, régulez la température sur toute leur
ment de la résine sans restriction. longueur pour éviter la surchauffe.
73.1.2 Procédures de démarrage et d’arrêt
Collier chauffant Cavité du thermocouple
3.1.2.1 Purge
La purge est indispensable avant et après le moulage du
CRASTIN® et du RYNITE®, car de nombreux autres plas-
tiques se dégradent à la température de mise en œuvre
du RYNITE®. La contamination du RYNITE® par d’autres
résines comme le polyamide, le polycarbonate, l’acétal, le
téréphtalate de polybutylène (PBT) ou le polyarylate peu-
Collier chauffant
vent rendre le moulage difficile et/ou entraîner la décom-
position de la résine.
Les meilleurs matériaux de purge sont le polystyrène,
l’acrylique à couler (la buse doit être retirée durant
l’opération) et le polyéthylène haute densité (ou le poly-
éthylène renforcé de fibres de verre, suivi du polyéthylène
Cavité du thermocouple haute densité). La procédure de purge suivante est recom-
mandée pour les presses d’injection-moulage standard:
Fig. 3.2 Buses ouvertes recommandées
A. Eloignez l’unité d’injection à vis du reçu de buse et
maintenez la vis en position avancée.
B. Faites tourner la vis à vitesse élevée et pompez autant
de matériau que possible. Ajoutez et extrudez du com-
pound de purge jusqu’à ce qu’il ressorte propre. Si
Les buses à obturation, en particulier celles qui sont dotées nécessaire, réglez la température du cylindre en fonc-
de canaux d’écoulement complexes, ne conviennent pas. tion du matériau de purge utilisé.
Avec certains types de buse à obturation à aiguille, des C. Il est souvent utile de purger plusieurs fois à vitesse
problèmes dus à l’usure et au blocage de l’aiguille peu- élevée pour nettoyer les parois du cylindre avant de
vent survenir lors de la mise en œuvre de matériaux ren- passer à une autre résine. Durant cette procédure, pre-
forcés de fibres de verre. nez soin d’éviter les éclaboussures de matière fondue.
Si des buses à obturation sont utilisées pour la mise en La procédure de purge suivante est recommandée pour les
œuvre du CRASTIN® renforcé de fibres de verre, purgez le moules à canaux chauds:
cylindre et la buse avec un matériau non renforcé (du PE
A. Eloignez le personnel du moule.
par exemple) avant l’arrêt de la presse. Cela permet d’évi-
ter le dépôt de fibres de verre lors d’un nouveau cycle de B. Elevez les températures du canal d’alimentation de
chauffage de la presse. 30° C au-dessus de la température de fusion de la pre-
mière résine ou de 10° C au-dessus de celle requise
Sauf dans le cas des moules à canaux chauds, la buse doit pour le RYNITE® (mais à moins de 310°C), selon celle
être retirée après le dosage. Si elle reste en contact avec qui est la plus basse.
l’outil, elle refroidit rapidement, ce qui nécessite une élé- C. Extrudez du RYNITE® séché par un moule ouvert en
vation de sa température pour éviter la solidification de la utilisant la contre-pression de la presse, jusqu’à ce que
matière. Cela entraîne une dégradation thermique de la l’extrudat ressorte propre.
résine. Le diamètre de la buse ne doit donc pas être trop D. Abaissez la température du canal d’alimentation jus-
petit pour éviter une solidification prématurée. qu’à la température de mise en œuvre. Purgez avec du
RYNITE® chauffé (1 à 2 minutes au maximum).
La buse doit toujours être équipée d’un thermorégulateur
E. Abaissez les pressions au-dessous des niveaux habituels
indépendant. Une simple commande de puissance ne
du RYNITE®.
suffit généralement pas pour garantir la précision de la
thermorégulation.
3.1.2.2 Démarrage
3.1.1.5 Chambre d’accumulation A. Démarrez avec une presse propre et une trémie d’ali-
pour pièces à paroi mince mentation fermée.
B. Réglez la température du cylindre à 30° C au-dessous
Le C RASTIN® et le R renforcés de fibres de verre
YNITE® de la température de moulage minimale et abaissez
requièrent généralement une vitesse d’injection élevée. celle de la buse à la température de mise en œuvre.
Les presses équipées de chambres d’accumulation peuvent Laissez la chauffe se stabiliser pendant au moins
contribuer à augmenter la longueur d’écoulement, en parti- 20 minutes. Elevez la température du cylindre à la
culier avec les pièces à paroi minces. température de mise en œuvre.
8C. Vérifiez que la buse est à la température appropriée. Ces mesures sont également nécessaires durant la mise en
D. Faites tourner la vis. Si elle n’entre pas en rotation, œuvre du CRASTIN® et du RYNITE® dans un moule à canaux
augmentez le temps de préchauffage pour la tempéra- chauds. En particulier, lorsque le poids de la moulée est
ture du cylindre. faible, purgez avec des granules vierges après une inter-
ruption de cycle. Si cette interruption dépasse 15 minutes,
E. Lorsque la vis entre en rotation, ouvrez rapidement la
videz le cylindre et abaissez sa température à 215°C pour
fente d’alimentation puis refermez-la. Vérifiez le couple
le CRASTIN® et à 245°C pour le RYNITE® afin d’éviter une
de la vis. S’il est trop important, élevez la température
dégradation thermique excessive.
de la zone arrière. La buse doit être ouverte à ce mo-
ment-là.
F. Ouvrez la trappe de la trémie et augmentez la contre-
3.2 Paramètres
pression pour maintenir la vis en position avant. Faites
tourner la vis et augmentez la température de la zone
3.2.1 Température de la matière et du cylindre
avant si vous constatez la présence de particules
infondues.
La température de la matière, mesurée directement à l’aide
G. Réglez la course en fonction du poids approximatif d’un pyromètre à aiguille, doit être contrôlée périodique-
de la moulée et faites tourner la vis quelques minutes, ment durant un cycle de moulage pour éviter qu’elle ne
pendant la durée approximative du cycle. Vérifiez la dépasse les limites recommandées.
température de la matière à l’aide d’un pyromètre à
aiguille. Procédez aux réglages nécessaires de la tem- La figure 3.3 montre le rapport entre le poids de la moulée,
pérature du cylindre afin d’obtenir la température la durée de cycle et les températures de la matière pour le
recommandée pour la matière. (Reprenez cette procé- CRASTIN®. Pour tenir compte de la sensibilité de la matière
dure pour chaque changement de cycle important.) fondue à la surchauffe, adaptez les températures de mise
H. Faites avancer le cylindre d’injection. Commencez le en œuvre au temps de séjour. Si le temps de séjour dans
cycle de moulage avec une faible pression d’injection le cylindre est important (moulée de faible poids ou cycle
(sauf dans les cas où des moulages incomplets entravent long dû, par exemple, au placement d’inserts), abaissez
l’éjection de la pièce). Réglez ensuite les paramètres la température du cylindre. Lorsque vous sélectionnez
de moulage pour obtenir des pièces d’un excellent la presse ou le diamètre de la vis, vérifiez que le poids
aspect et d’un poids maximal. de la moulée obtenu n’est pas trop faible.
3.1.2.3 Arrêt
Température de la matière, °C
270 260 250 240
Purgez soigneusement la presse (voir 3.1.2.1, «Purge») 100
pour réduire le temps de démarrage et les problèmes de
Capacité de la presse, %
80
contamination. La procédure d’arrêt suivante est recom-
mandée:
60
A. Fermez la trappe de la trémie et continuez le moulage.
B. Videz la trémie, ajoutez du polystyrène ou du poly- 40
éthylène et extrudez jusqu’à ce que la vis fonctionne
à sec. 20
C. Laissez la vis en position avant. 0
CRASTIN® PBT
0 50 100 150 150
D. Coupez l’alimentation électrique.
Durée de cycle, s
3.1.2.4 Interruptions Fig. 3.3 Durées de cycle admissibles pour le CRASTIN® en fonc-
tion du poids de la moulée à différentes températures
En cas de courtes interruptions du cycle de moulage, supé- de la matière
rieures à 2 minutes, il est essentiel de purger le cylindre
avec des granules vierges. Si cette purge n’est pas effec-
tuée, vous risquez d’obtenir des pièces défectueuses en rai- La figure 3.4 indique le temps de séjour maximal admis-
son de la dégradation thermique du matériau. Le nombre sible pour le RYNITE® PET en fonction de la température
de ces pièces dépend du poids de la moulée. de la matière.
9La mise en œuvre du CRASTIN® peut s’effectuer à des tem-
310 pératures de moule de 30 à 130°C. Elevez ces températures
à mesure que l’épaisseur de paroi diminue.
300
Température de la matière, °C
En règle générale, une température de moule d’environ 80°C
Grades suffit pour obtenir des pièces présentant un faible retrait
standard
290 après moulage. Pour les pièces de précision soumises à
Grades
tenaces
des températures de service élevées, une température de
ignifuges moule supérieure à 100°C peut être nécessaire, en particu-
280
lier avec le CRASTIN® non renforcé. Des températures de
moule élevées réduisent les risques de variations dimen-
270 sionnelles provoquées par le retrait après moulage.
Certains grades de CRASTIN® requièrent une température
260
0 2 4 6 8 10 12 14 16 18 20 de moule de 80°C au minimum.
Temps de séjour, minutes
Pour le RYNITE®, une température de surface du moule de
Fig. 3.4 Plage de mise en œuvre: 100° C est recommandée pour obtenir des propriétés, une
température du PET par rapport au temps de séjour stabilité dimensionnelle et un état de surface optimaux.
Les plastiques étant des matériaux isolants, on obtient des
propriétés et une stabilité dimensionnelle satisfaisantes pour
les pièces de forte épaisseur à une température de moule
En règle générale, le moulage des polymères semi-cristal- de 90°C. Des températures élevées améliorent l’état de
lins comme le CRASTIN® PBT et le RYNITE® PET requiert un surface et la brillance. Des températures comprises entre
profil de température du cylindre relativement plat. La 60 et 85°C réduisent la déformation et le retrait initiaux,
figure 3.5 indique des profils de température en fonction mais peuvent produire un état de surface médiocre et une
du temps de séjour et de la course (en pourcentage). Evitez variation dimensionnelle plus élevée si la pièce est chauf-
de régler la température des zones du cylindre au-dessous fée au-dessus de 85°C. Si la seule exigence est une défor-
du point de fusion du polymère. mation minimale à la sortie du moule, vous pouvez mettre
en œuvre le RYNITE® à des température de surface du moule
inférieures à 60°C.
Utilisation de la capacité
du cylindre
K 3.2.3 Phase d’injection
Temps de séjour 3 min 80% de la course
20 (profil décroissant)
Temps de séjour 7 min
15 Temps de séjour 11 min
Température
10 Les grades de CRASTIN® et de RYNITE® renforcés de fibres
recommandée 5
50% de la course de verre nécessitent généralement des vitesses d’injection
pour la 0
résine –5
(profil plat) moyennes à élevées.
–10
–15 20% de la course Le temps de remplissage optimal dépend de la conception
–20 (profil croissant)
de la pièce, de l’épaisseur de paroi, de la longueur d’écou-
lement, du volume d’injection et de la conception du point
ZONE AVANT ZONE CENTRALE ZONE ARRIÈRE d’injection et des canaux. Aucune recommandation spéci-
Buse Trémie fique ne peut donc être donnée dans ce guide. Il est impor-
tant d’utiliser des évents adaptés pour éviter les marques
de brûlure.
Fig. 3.5 Profil de température du cylindre pour une même
température de résine Durant le remplissage dynamique du moule, la pression
d’injection dépend des facteurs suivants:
• vitesse d’injection programmée;
Pour plus de détails, reportez-vous au tableau des recom- • viscosité de la matière à l’état fondu;
mandations de mise en œuvre. • vitesse de cristallisation de la matière;
• résistance à l’écoulement dans le moule (géométrie,
épaisseur de paroi, longueur d’écoulement).
3.2.2 Température du moule
La pression d’injection obtenue peut être largement infé-
Pour produire des pièces en CRASTIN® et en RYNITE® pré- rieure à la pression de maintien (pour les pièces de forte
sentant des caractéristiques optimales et un faible retrait épaisseur et les faibles longueurs d’écoulement) ou bien
après moulage, il faut un taux de cristallisation suffisant, plus élevée (pour les pièces de faible épaisseur et les lon-
qui dépend en grande partie de la température du moule. gueurs d’écoulement importantes).
103.2.4 Phase de maintien en pression
350
Les niveaux de pression de maintien recommandés sont 0,3 m/s
Vitesse de rotation maximale, RPM
les suivants: 300
– CRASTIN® 60 MPa
250
– RYNITE® 80 MPa
0,2 m/s
200
Comme pour les autres polymères semi-cristallins, cette
valeur doit être constante durant toute la phase de maintien 150
en pression. Limite pour les grades non renforcés
100
Le temps de maintien en pression approprié est facile à 50
Limite pour les grades
déterminer sur la presse d’injection-moulage. Différents renforcés de fibres de verre
temps sont définis (0,5 à 1 seconde par pièce), selon la 0
0 20 40 60 80 100
résolution requise, et les moulages obtenus pesés sur une
Diamètre de vis, mm
balance de laboratoire après le retrait du canal et de la ca-
rotte. Le temps de maintien en pression optimal se situe
dans la plage ne produisant plus aucun changement de Fig. 3.6 Vitesse de rotation maximale de la vis en fonction
poids de la pièce moulée. Cela implique une conception de son diamètre
et un positionnement adéquats des évents.
Le tableau 3.1 vous aide à estimer le temps de maintien en
pression approximatif pour une épaisseur de paroi donnée. mécaniques de la pièce moulée. Cette énergie addition-
nelle peut éventuellement augmenter la température de
Tableau 3.1 Vitesse de cristallisation pour une épaisseur la matière et son homogénéité. En fait, lorsque la «qualité»
de paroi de 3 mm de la matière fondue est marginale, une contre-pression
élevée peut contribuer à réduire les infondus, mais elle
Temps de cristallisation par mm
n’améliore pas sensiblement l’homogénéité de la résine.
Matériau d’épaisseur de paroi
PET GF30 3,0-4,0 s/mm L’augmentation de la contre-pression accroît aussi la durée
PBT 3,5-4,5 s/mm de rétraction de la vis. Réglez la contre-pression à la valeur
minimale compatible avec une bonne qualité de matière
PBT GF30 2,5-3,5 s/mm pour mouler les résines polyesters de DuPont.
Pour optimiser la durée de cycle, définissez un temps de La décompression n’est à utiliser que pour éviter que la
refroidissement légèrement supérieur au temps de plastifi- résine ne coule par la buse. Elle aide aussi à empêcher les
cation. carottes chaudes de baver dans le cas de moules à canaux
chauds et à éviter la fuite de matière fondue par les orifices
de ventilation des cylindres à dégazage.
3.2.5 Phase de rétraction de la vis
Une décompression excessive entraîne l’aspiration d’air
Bien que le C RASTIN® et le RYNITE®ne soient pas particu- par la buse, susceptible d’oxyder la matière et de la déco-
lièrement sensibles à un cisaillement élevé, il est recom- lorer. Un autre inconvénient peut être la formation d’une
mandé de respecter la vitesse de rotation maximale (voir goutte froide, ce qui se traduit par un défaut de surface
figure 3.6). et une faiblesse mécanique de la pièce moulée au cycle
suivant.
Cela limite l’abrasion de la vis pour les grades renforcés
de fibres de verre et évite un échauffement excessif dû
au cisaillement. 3.2.6 Recommandations de mise en œuvre
L’utilisation de la contre-pression doit être réduite autant Les recommandations des pages 36-37 fournissent des
que possible. Celle-ci génère un travail additionnel sur le informations spécifiques sur les conditions de séchage,
polymère fondu, ce qui peut provoquer la rupture des fibres la température de la matière à l’état fondu, la température
de verre, avec une réduction correspondante des propriétés du moule et le retrait ISO.
114 Moule 4.1 Thermorégulation du moule La thermorégulation doit faire partie intégrante de la conception du moule. Comme indiqué plus haut, la température du moule a une incidence sur les propriétés mécaniques de la pièce, sa précision dimensionnelle, sa déformation et la durée de cycle. Pour obtenir une température de surface uniforme, le moule doit comporter un circuit de régulation thermique assurant une pression, un chauffage et un refroidissement adéquats. Broche conductrice Tube en deux éléments Recommandations élémentaires: • Durant la mise en œuvre du CRASTIN® et du RYNITE®, la température de surface du moule est bien plus élevée que la température ambiante. Pour réduire le temps de chauffage du moule et conserver une température constante, placez des plaques isolantes entre le moule et la presse. • Pour les moules de grandes dimensions et les tempéra- tures supérieures à 100°C, il est recommandé d’isoler thermiquement l’extérieur du moule. Fontaine Noyau interne avec circuit en spirale • Les zones plates du moule doivent être dotées de circuits Fig. 4.2 Méthodes de refroidissement possibles du noyau de refroidissement en spirale. Les diamètres recomman- dés et la distance approximative qui les séparent de la • Un circuit de refroidissement séparé ou en série est surface du moule sont indiqués dans le tableau de la recommandé pour les moules multi-empreintes, car il est figure 4.1. Selon les dimensions de la pièce, il peut être facile de contrôler la vitesse d’écoulement. Une confi- nécessaire d’installer plusieurs circuits séparés. L’écart guration en parallèle peut induire des variations de tem- de température du fluide de régulation entre l’entrée pérature de surface, car la présence de granulés non et la sortie du moule doit être aussi faible que possible plastifiés entraîne des vitesses d’écoulement différentes (
• Un système de refroidissement du noyau est essentiel 4.3 Configuration des canaux
pour garantir le cycle le plus court possible. La figure 4.1 et du point d’injection
en présente quelques exemples.
• La thermorégulation des glissières et des noyaux Pour concevoir le système d’alimentation, tenez compte
d’extraction est également nécessaire. d’abord de l’épaisseur de paroi (t) de la pièce moulée (voir
schéma). Le diamètre du canal ne doit à aucun endroit être
inférieur à l’épaisseur de paroi. à partir du point d’injection,
le diamètre du canal à chaque ramification doit s’élargir
4.2 Structure mécanique afin de conserver un taux de cisaillement presque constant.
Le CRASTIN® et le RYNITE® nécessitent des vitesses d’injec- Pour éviter que la goutte froide provenant de la buse
tion moyennes à élevées. La pression d’injection spécifique n’atteigne le moulage, la carotte doit toujours être prolongée
peut dépasser 100 MPa, en particulier avec les pièces à (piège à goutte froide). Cela permet d’intercepter la goutte
paroi mince. Par conséquent, un moule à structure rigide froide.
est un élément important pour:
• éliminer les bavures; Avec les polymères partiellement cristallins non renforcés,
l’épaisseur minimale du point d’injection doit être égale à
• prolonger la durée de service de l’outil;
50% de l’épaisseur de paroi de la pièce moulée. Cela est
• élargir la plage de mise en œuvre (vitesse d’injection également valable pour les compounds renforcés. Pour
plus élevée). réduire les risques de détérioration des fibres, tout en tenant
compte de la viscosité plus élevée de ces compounds,
Pour accroître la rigidité du moule, utilisez: l’épaisseur du point d’injection doit correspondre à 75%
• des plateaux épais; au maximum de l’épaisseur de paroi de la pièce moulée.
• des entretoises de grandes dimensions;
La longueur du point d’injection est un facteur particulière-
• une structure très stable si vous employez de nombreux ment important. Elle doit être inférieure à 1 mm pour évi-
inserts ou des systèmes à canaux chauds de grandes ter une solidification prématurée à cet endroit. Le moule
dimensions; chauffant à proximité du point d’injection, la pression de
• des blocs de support entre la plaque de fixation arrière maintien est la plus efficace possible.
et la plaque intermédiaire.
BAGUE DE CENTRAGE
REÇU DE BUSE
PLAQUE DE FIXATION AVANT
PLAQUE PORTE-EMPREINTE AVANT
PLAQUE ‘A’
COLONNE DE GUIDAGE
BAGUE DE GUIDAGE
PLAQUE PORTE-EMPREINTE ARRIÈRE
PLAQUE ‘B’
PLAQUE INTERMÉDIAIRE
EMPREINTE
ENTRETOISE
CONTRE-PLAQUE D’ÉJECTION
BUTÉE DE RENVOI D’ÉJECTION
PLAQUE D’ÉJECTION
BROCHES D’ÉJECTION
PLAQUE DE FIXATION ARRIÈRE
TIRE-CAROTTE
EXTRACTEUR AUXILIAIRE
GOUPILLE D’ARRÊT
Fig. 4.3 Vue éclatée du moule
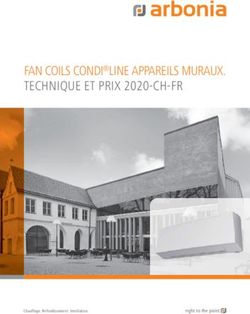
14Tous les types de point d’injection ont donné des résultats
satisfaisants avec les résines polyesters de DuPont. Leur
emplacement, leur taille et leur nombre sont des paramètres En diaphragme
particulièrement importants.
En éventail
Les points d’injection ronds sont préférables pour les moules
automatiques à trois plaques (capillaires) et les moules à
point en tunnel (sous-marins), car ils facilitent la sépara-
tion et l’éjection de la pièce.
Il existe de nombreux autres types de points d’injection:
en voile, en éventail, etc. (voir figure 4.4). Les points
d’injection en «banane» ne sont pas recommandés. Capillaire
En diaphragme
En règle générale, l’épaisseur du point d’injection doit être
égale à 50 à 75% de l’épaisseur de paroi de la pièce. Les
figures 4.6, 4.7 et 4.8 présentent les conceptions recom-
mandées pour les points d’injection les plus courants.
Récapitulatif des règles de base:
• il doit toujours exister un moyen d’intercepter la goutte
froide; Direct En anneau
• le diamètre du canal doit être supérieur à l’épaisseur de
paroi de la pièce moulée;
• l’épaisseur du point d’injection doit être au moins égale
à 50% de l’épaisseur de paroi de la pièce moulée.
4.4 Canaux chauds
Pour l’injection-moulage de thermoplastiques techniques
partiellement cristallins comme le RYNITE® PET et le
A bords rectangulaires
CRASTIN® PBT, le choix du système à canaux chauds appro-
prié et son installation sont déterminants pour le fonction-
nement du moule et la qualité de la pièce moulée. Les
moules à canaux chauds étant des systèmes complexes
sur le plan thermique, demandez conseil à leur fabricant
pour choisir le canal d’alimentation et le type de buse,
selon le polymère retenu.
Il existe quelques règles élémentaires à respecter si vous
prévoyez d’utiliser un moule à canaux chauds avec les
PET et PBT semi-cristallins: le canal d’alimentation doit En film
être équilibré. L’équilibrage rhéologique (adaptation des
dimensions de la buse ou du point d’injection des canaux)
ne peut être optimisé que pour un temps de remplissage
(équilibrage dynamique) ou une pression de maintien
(équilibrage statique) égaux entre empreintes. Les deux
sont souvent contradictoires.
Fig. 4.4 Différents types de point d’injection
Le seuil direct sur la pièce est à éviter:
• pour les moulées de faible poids (temps de séjour total
supérieur à 10 minutes);
• pour les pièces esthétiques, car cela peut entraîner des
défauts de surface dans la zone du point d’injection; • lorsque les résidus ou les filaments provenant de la
• pour les pièces de sécurité, car il existe toujours une rupture du point d’injection ne sont pas acceptables.
goutte froide ou non homogène provenant du nez de
la buse, ce qui peut induire une zone critique sur le plan Le canal d’alimentation et les buses doivent être conçus
mécanique; avec soin pour éviter les zones de stagnation.
15Vous pouvez aussi lire