Améliorer les caractéristiques des pièces avec la technologie d'induction - Guy Chretien (Allizé-Palsturgie) Stéphane Quilliet (Roctool) Raphael ...
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Guy Chretien (Allizé-Palsturgie) Améliorer les caractéristiques
Stéphane Quilliet (Roctool)
Raphael Mosnier (Cadflow) des pièces avec la technologie
March 21, 2019 d’induction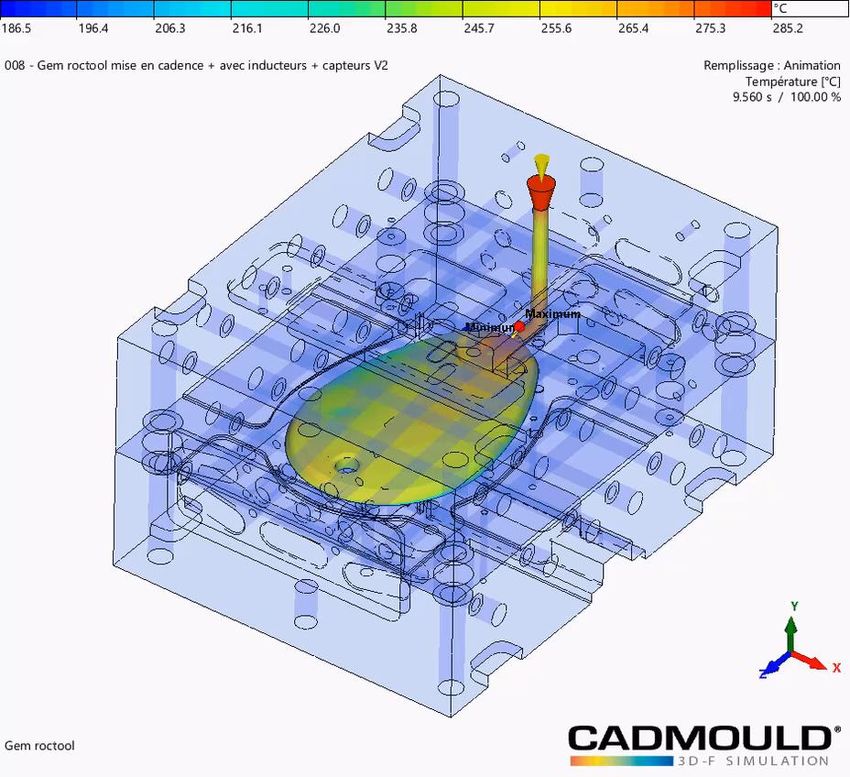
WE REVOLUTIONIZE FAST MOLDING
PROCESSES FOR COMPOSITES, PLASTIC
INJECTION AND METAL.
\ FAST HEATING OF \ FAST COOLING \ PRECISE \ BUILT WITH \ WORKS ON
THE MOLD SURFACE WITH WATER TEMPERATUR STANDARD PRESSES FROM ALL
WITH INDUCTION LINES E CONTROL STEELS MANUFACTURERS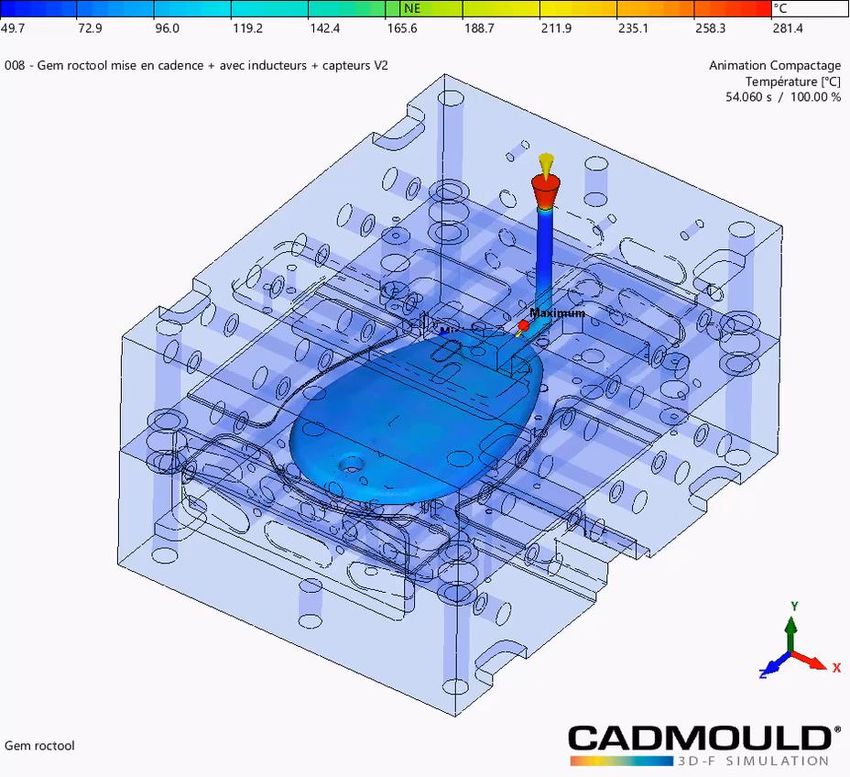
WHY HEATING TOOLS ?
Changing the thermal contact conditions with the tool during the material processing
to give a new surface appearance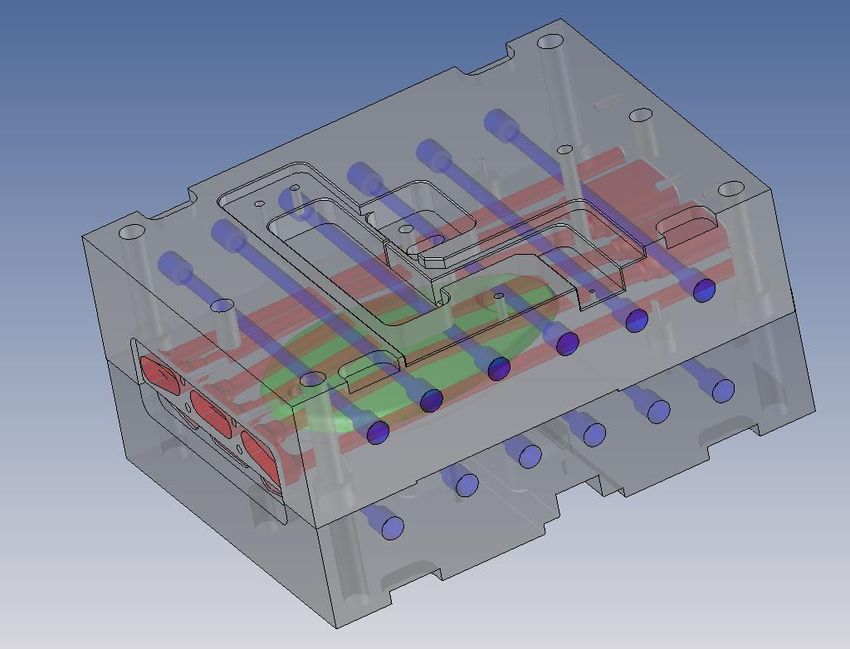
EFFECT OF A HOT TOOL
Mold Temperature < Tg Polymer
Mold Temperature > Tg Polymer
No solidification + pressure => good tool surface replication
CONVENTIONAL PROCESS VS. ROCTOOL
TECHNOLOGY
Extreme gloss
improved by 91%
Mold surface
replication rate
improved by 68%
No sink marks
No weld lines
CONVENTIONAL PROCESS VS. ROCTOOL TECHNOLOGY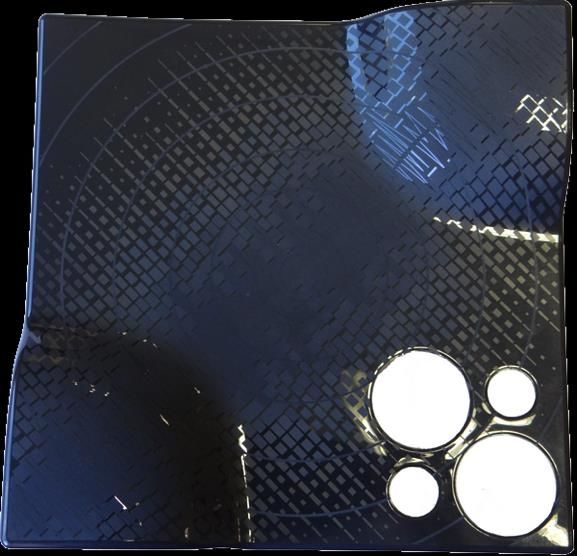
ROCTOOL TECHNOLOGY OVERVIEW
PRIMARY TECHNOLOGY: INDUCTION HEATING
INJECTED CURRENTS INDUCTION HEATING
MOLD IN - SURFACE OF THE MOLD
MAGNETIC FIELDS MAGNETIC STEEL
INDUCED CURRENTS
HEAT DIFFUSION
ENHANCED AND OPTIMIZED COOLING
- CORE OF THE MOLD
COPPER INDUCTOR
WATER LINE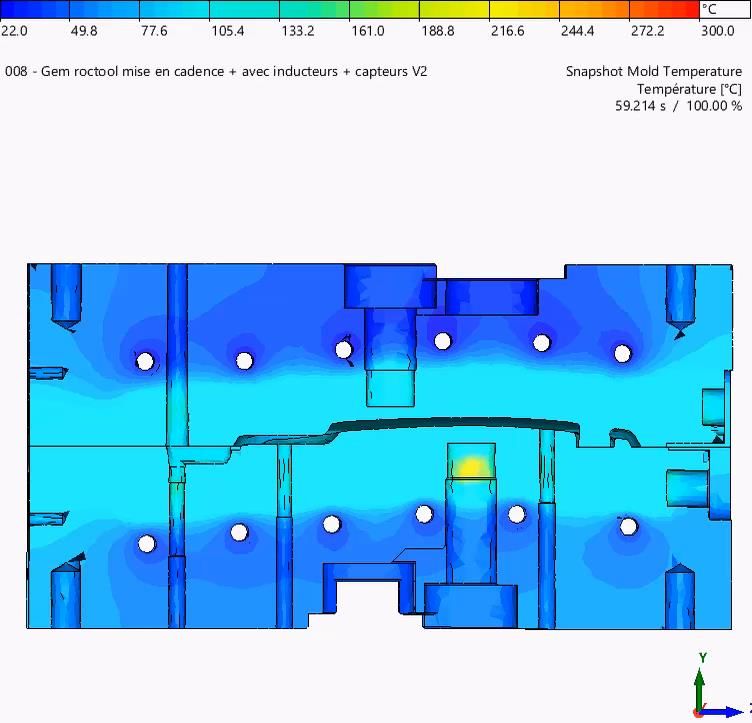
ROCTOOL HEAT & COOL SYSTEM
FOR INJECTION MOLDING.
WATER LINE
Factory supply Factory supply
POWER LINE
CONTROL
INDUCTION POWER
GENERATOR
THERMOREGULATOR CONTROLLER COOLING
UNIT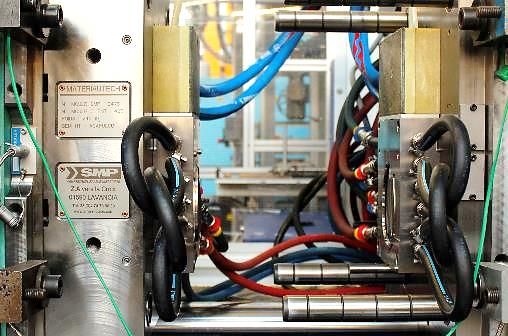
Application : Electronic Products
Application : Automotive Products
Application : Consumer Products
Nespresso®
Pixie Clips Coffee MachineLe projet moule GEM haute T°
➢ Situation précédente :
o Moule bi-matière limité à 80°C max., limites techniques / matières techniques
o Autres moules avec signes de fatigue ou pas prévus pour T° > 80°C
➢ Projet nouveau moule haute T°, en partenariat avec :
o SMP moule & optimisation moyens / programme ACAPULCO
o ROCTOOL système heat & cool par induction
étude et fourniture générateurs
o KISTLER instrumentation outillage
2 capteurs P empreinte début & fin remplissage
o GMV ESCHMANN décoration gravure laser
influence T° sur rendu
o CADFLOW études rhéologiquesSimulation de la
technologie ROCTOOL
A group companyLe groupe SIMCON
- Groupe Allemand créé en 1988 par le Dr. Paul FILZ
- Spin-off de l’IKV
- Premier éditeur Européen en simulation d’injection plastique
- Implantation mondiale (30 pays)
- Plus de 6000 clients dans le monde
- Participe à de nombreux projets de recherche Européens
(ex: projet Pro4Plast- Devlpt d’un nouvel outil logiciel destiné à
optimiser la mise
sur le marché de pièces plastiques complexes - 28 partenaires)
- Cadflow filiale France & Pays francophone
- Revendeur
- Créée en 2000
- Plus de 260 clients en FranceNos activités
Vente de Formation Bureau Pôle
logiciels d’études R&D
Prestations tous
Injection process
Thermoformage
Soufflage +1 000 études
(Injection/Extrusion) Liste officiel réalisées
+30 000 heures de
formationProjets de recherche & CIR
Projet Silicone Projet
Développement d’une application dédiée •
•
Concept innovant d’outillage
Outillage hybride
LSR •
•
Empreinte polymère
Technologie d’impression 3D
• Optimisation des paramètres de transformation
• Pièce bonne matière ( matière technique)
13 Partenaires, budget 6M€ • Précision 50µ
• Production petite série
10 Partenaires, budget 2,4 M€Nos Références
EDUCATION INDUSTRIE
Plus de 180 établissementsMise en données: Matière : PC Makrolon 2405 Temps d’injection : 2,1 s Température matière : 280 °C Température canaux de refroidissement partie fixe : 30 °C Débit des canaux de refroidissement partie fixe : 50 l/min Puissance inducteur partie fixe : 30 kW soit 1470,6 kW/m2 Température canaux de refroidissement partie mobile : 20 °C Débit des canaux de refroidissement partie fixe : 25 l/min Puissance inducteur partie fixe : 40 kW soit 2062 kW/m2 Temps de compactage : 5,5 s Temps de refroidissement : 44,5s Temps O/F: 5,2 s Temps du cycle injection: 60 s Déclenchement des chauffes : A la fermeture du moule pendant 4,92 s
Cycle du procédé:
Activation des inducteurs
4,9 s
Fermeture Stabilisation Injection Compactage Refroidissement Ouverture
2,1s 7,5 s 2,1 s 5,5 s 39 s 3,6 s
0s 2,1s 9,6s 11,7s 17,4s 56,4s 60s1-Sans inducteurs – coupe longitudinale:
Echelle des températures = 20-55°C
Evolution de la température dans le moule au cours du cycle sans inducteurs
Température partie fixe = 30°C
Température partie mobile = 20°C2-Avec inducteurs – coupe longitudinale:
Echelle des températures = 23-300°C
Evolution de la température dans le moule au cours du cycle avec inducteurs2-Avec inducteurs – coupe transverse:
Echelle des températures = 23-300°C
Evolution de la température dans le moule au cours du cycle avec inducteurs3-Remplissage de la pièce:
4-Refroidissement de la pièce:
4-Température de la pièce à l’éjection: Température à la surface de la pièce (zone épaisse) : Simulation = 81°-82°C Mesuré sur pièce = 82-83°C
5-Capteurs - Comparaison avec et sans inducteurs:
Capteur 2 Capteur 1
C1
Avec inducteurs C2
C1
Sans inducteurs C26-Evolution de la température en surface d’empreinte:
Zone 1 Zone 2
Températures en surface d'empreinte Avec inducteurs
160
140 Sans inducteurs
120
Températures (°C)
100
80
60
40
20
0
0 10 20 30 40 50 60 70
Temps de cycle (s)
Zone 1 - sans ind. Zone 2 - sans ind. Zone 1 - avec ind. Zone 2 - avec ind.Raphaël MOSNIER 19 Rue Louis Guérin 69100 Villeurbanne, France Tel. : +33 (0)4 76 18 92 81 Fax : +33 (0)4 76 61 98 39 Mail : rmosnier@cadflow.fr Internet : www.cadflow.fr
Les paramètres / PC recyclé
➢ LE GEM :
o 3 épaisseurs : 2,5 – 1,5 – 1 mm
o 2 lignes de soudures
o 1 face poli glace
➢ Mise en place des paramètres :
o Baisse Force verrouillage / dilatation empreinte
o Profil T° -15°C / mini fourchette PC vierge
Recyclé + moule chaud = nécessite moins de calories !
o Temps injection vitesse rapide inutile
Seuil injection
o Profil de maintien pressions diminuées / standardRésultats obtenus / PC recyclé
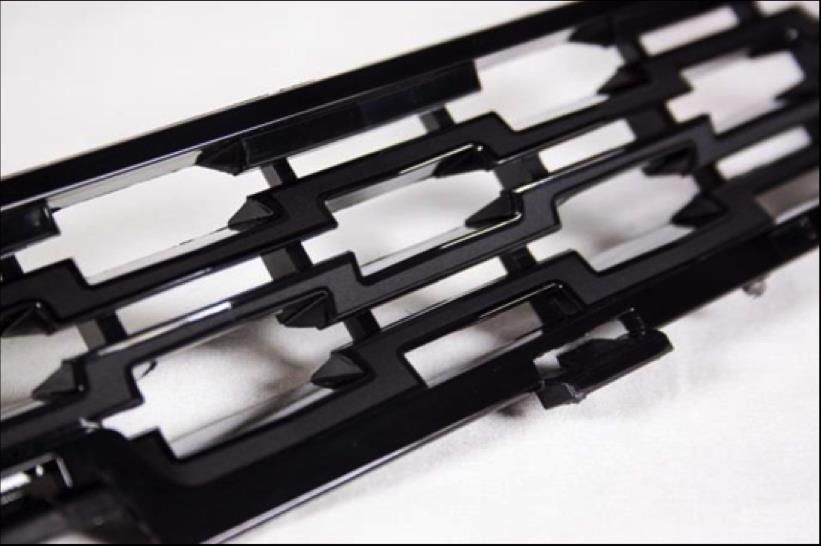
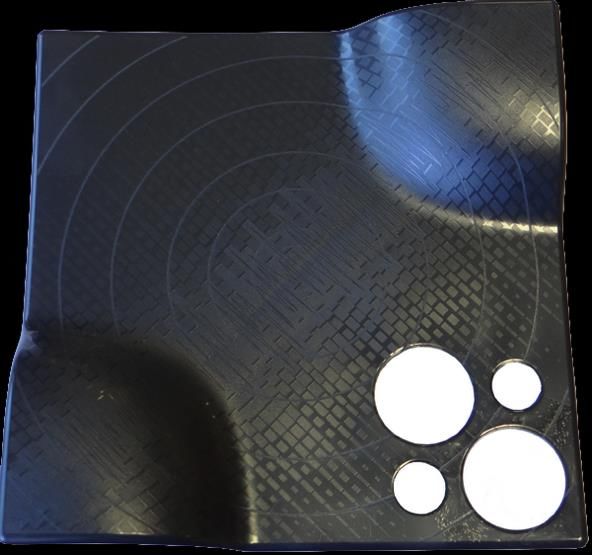
➢ Aspect :
o Absence de ligne de soudure
Injection conventionnelle Injection avec Roctool
o Absence de goutte froide « traditionnelle » / seuil injection
o Mise en évidence des détails les plus fins du moule
Injection conventionnelle Injection avec RoctoolRésultats obtenus / PC recyclé
➢ Pressions empreintes / paramètres injection identiques
P com. = 830 bar
T°emp./Roctool = 135°C
393 bar
= 12 bar
381 bar
t injection = 1,53 s
P maintien = 600 bar
P com. = 930 bar
329 bar
288 bar = 41 bar Masse pièces :
• 135°C : 15,31 g
T°emp. = 80°C • 80°C : 15,34 g
Même matelas
Vitesse refr.
t maintien = 5,5 s
Traits pointillés : avec Roctool
Traits pleins : sans RoctoolAVANTAGES DE LA TECHNOLOGIE DE CHAUFFE PAR INDUCTION ROCTOOL \ Nouvelles propriétés de surface \ Elimination des opérations secondaires \ Conditions de moulage améliorées \ Moulage des matériaux techniques \ Temps de cycle compétitif \ Sécurité
Démonstration après-midi
➢ Matière : ABS
➢ Moule instrumenté / capteurs
Ce qui change / conventionnel
➢ Moulage : chauffe empreinte
/ technologie induction ROCTOOL
➢ Exemples matières testées
➢ Simulation CADFLOWVous pouvez aussi lire

















































