LEAN ADMIN DOCUMENTATION - SIMPLIFIER ET AMELIORER LES PROCESSUS ADMINISTRATIFS - Simplitude
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
LEAN ADMIN
SIMPLIFIER ET AMELIORER LES PROCESSUS ADMINISTRATIFS
DOCUMENTATION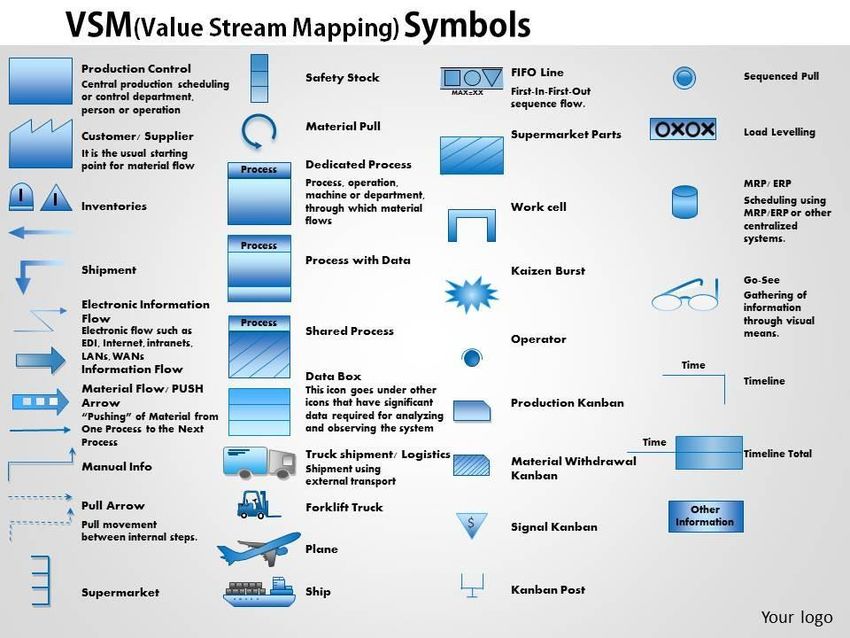
AVERTISSEMENT
Les auteurs et les rédacteurs de cette documentation veillent à la fiabilité des informations, lesquelles
ne sauraient toutefois engager leur responsabilité.
Etant donné que les différentes parties de l’ouvrages font l’objet de protections de droits d’auteur
différentes, aucune partie de cet ouvrage ne peut être reproduite, mise en mémoire dans un fichier
automatisé ou publiée sous quelque forme que ce soit, sans autorisation préalable de l’auteur.
2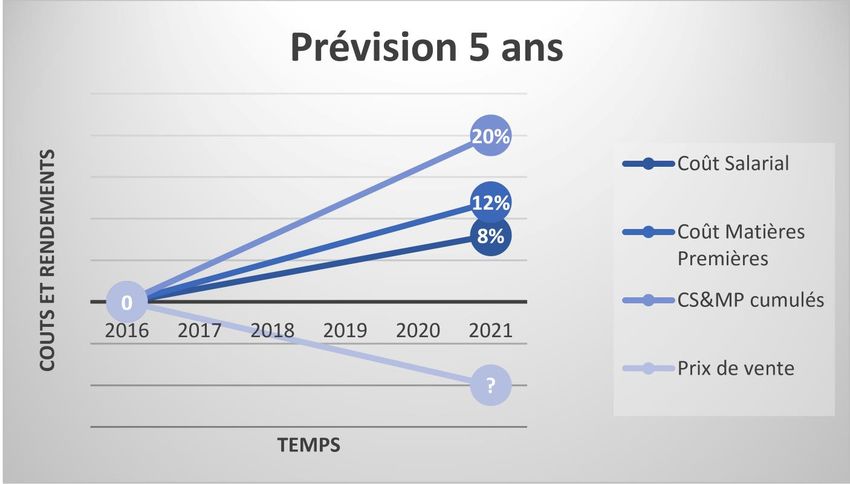
Contents
1. LE CONCEPT DU LEAN MANAGEMENT ........................................................................................... 5
1.1. LES NOUVEAUX DEFIS ............................................................................................................. 5
1.2. EST-IL VRAIMENT NECESSAIRE DE S’AMELIORER ? ................................................................. 8
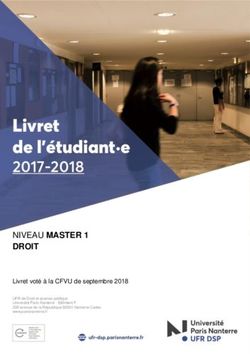
1.3. L’EVOLUTION DU LEAN ......................................................................................................... 11
1.3.1. F.W. TAYLOR.................................................................................................................. 11
1.3.2. F.B. GILBRETH ................................................................................................................ 15
1.3.3. W.E. DEMING ................................................................................................................ 16
1.3.4. T. OHNO ........................................................................................................................ 20
1.3.5. S. SHINGO ...................................................................................................................... 22
1.3.6. J. LIKER ET LE TOYOTA WAY .......................................................................................... 22
1.3.7. E.M. GOLDRATT ET « LE BUT » ...................................................................................... 27
1.4. LA LEAN KATA........................................................................................................................ 30
1.5. IMPROVEMENT KATA (IK) ..................................................................................................... 32
1.6. COACHING KATA (CK) ............................................................................................................ 34
1.7. MATERIEL LEAN KATA GAME ................................................................................................ 36
1.7.1. FORMULAIRE « BASELINE »........................................................................................... 36
1.7.2. FORMULAIRE « EXPERIMENTING » ............................................................................... 37
1.7.3. CARTE DE REFLEXION .................................................................................................... 39
2. EN SIX ETAPES VERS LE « LEAN OFFICE » ...................................................................................... 40
2.1. RECULER & PRENDRE DE LA HAUTEUR ................................................................................. 40
2.2. ORIENTER .............................................................................................................................. 44
2.2.1. AMELIORER AVEC OU SANS « DESTINATION » ............................................................. 44
2.2.2. SMART ........................................................................................................................... 44
2.3. ANALYSER .............................................................................................................................. 48
2.3.1. SIPOC ............................................................................................................................. 48
2.3.2. VALUE STREAM MAP..................................................................................................... 50
3
2.3.3. PROCES FLOW CHART/PROCES SCHEME ...................................................................... 54
2.3.4. STAKEHOLDER-CHECK ................................................................................................... 57
2.3.5. LES DIFFERENTES FORMES DE GASPILLAGE .................................................................. 58
2.3.6. LE DIAGRAMME SPAGHETTI.......................................................................................... 64
2.3.7. ISHIKAWA ...................................................................................................................... 66
2.4. DECIDER ................................................................................................................................ 68
2.4.1. LES QUESTIONS DE KIPPLING ........................................................................................ 68
2.4.2. ANALYSE DE VALEUR AJOUTEE ..................................................................................... 68
2.4.3. BRAINSTORMING (BASE)............................................................................................... 69
2.4.4. BRAINSTORMING DESTRUCTIF/CONSTRUCTIF ............................................................. 72
2.4.5. BRAINSTORMING SUPERHEROS .................................................................................... 73
2.4.6. LES CHAPEAUX DE « DE BONO » ................................................................................... 74
2.5. EXPERIMENTER ..................................................................................................................... 76
2.5.1. LE PDCA ......................................................................................................................... 76
2.5.2. 5S – OPTIMALISATION DU LIEU DE TRAVAIL ................................................................. 76
2.6. VISUALISER ............................................................................................................................ 80
3. LEAN OFFICE DANS VOTRE ENTREPRISE ....................................................................................... 81
4. SOURCES ....................................................................................................................................... 82
5. FORMULAIRES VIERGES ................................................................................................................ 84
4
1. LE CONCEPT DU LEAN MANAGEMENT
1.1. LES NOUVEAUX DEFIS
Le monde dans lequel nous évoluons change en permanence et de plus en plus vite : les conditions du
marché fluctuent fortement, les prévisions deviennent plus difficiles, le cycle de vie des produits se
réduit, les exigences des clients ne cessent de croitre, la société en général devient de plus en plus
exigeante et la relation entre employeurs et travailleurs a changé.
Les entreprises sont amenées à mettre en question leur fonctionnement et adapter leur organisation
du travail pour faire face à ces défis de taille. La Lean Kata (ou Toyota Kata ou Improvement Kata) est
un outil permettant une organisation agile, orientée vers le client et impliquant l’ensemble des
travailleurs.
Les conditions du marché
Les conditions du marché fluctuent fortement : il suffit d’un article de presse sur la probabilité d’un
Blackout dans le courant de l’hiver à venir pour décupler la demande de plaques de cuisson à gaz ou
de poêles à bois. Par après, il suffit d’un article moins alarmant ou d’une météo plus clémente pour
inverser cette tendance et paralyser le marché. Ce n’est plus une question d’années ou de semaines,
mais parfois de semaines ou de jours !
Les prévisions difficiles
La globalisation rend les prévisions de plus en plus difficiles. Le prix des matières premières est ainsi
soumis à de fortes fluctuations pour des raisons imprévisibles. Des indicateurs importants, comme le
prix du pétrole (et celui du transport) par exemple, sont influencés par des éléments aussi nombreux
que complexes et volatiles.
Le cycle de vie réduit des produits
Le cycle de vie de la plupart des produits est en chute libre. Les leadeurs mondiaux aujourd’hui ne
seront pas forcément ceux de demain : Blackberry détenait encore en 2010 environ 16% du marché
mondial des systèmes d’exploitation mobiles, pour se trouver en 2015 à moins d’1%. Plus personne
ne peut se permettre de se reposer sur ses lauriers ou de rester accroché aux succès du passé.
Les exigences des clients
5Les exigences des clients ne cessent de croitre : qualité, prix, délai de livraison ou encore service après-
vente. Les particuliers se sont très rapidement habitués au « tout, tout de suite » et idéalement en
combinaison avec un service non seulement personnalisé, mais personnel. Toute une série d’extras
d’antan sont dorénavant standards.
Les attentes de la société
La société en général est également de plus en plus exigeante envers les acteurs économiques :
entrepreneuriat responsable, production durable, obligations envers ses travailleurs, bureaucratie
croissante,… De plus, les entreprises sont confrontées à un coût du travail et une taxation très élevée.
Malheureusement, les concurrents présents dans les pays en développement ne sont pas soumis à un
cadre aussi règlementé.
La relation entre employeurs et travailleurs
La relation entre employeurs et travailleurs a également changé. Ces derniers sont soit très qualifiés
et difficiles à fidéliser ou alors peu qualifiés. Les entreprises travaillant dans un domaine spécialisé
connaissent des difficultés à trouver du personnel qualifié : recrutement, formation et motivation
demandent des investissements considérables. Burnout et boreout menacent productivité et
continuité dans l’entreprise. Le défi est également présent à ce niveau.
LES DEFIS
Certains analystes résument les défis des décennies écoulées comme suit :
Les années 1980 étaient les années axées sur la qualité
Les années 1990 ont exigé de mettre l’accent sur la flexibilité
Les années 2000 favorisaient l’innovation
La réalité des années 2010 demande maintenant – aux entreprises mais aussi aux individus – de se
recentrer sur la prise de responsabilité et la proactivité. Le succès est réservé, plus que jamais, à ceux
qui concentrent leurs ressources à maitriser les éléments sur lesquels ils ont un impact : leurs produits,
leur organisation du travail, leur communication, leurs processus, leurs travailleurs…
L’ENTREPRISE DU FUTUR
L’entreprise du futur est recentrée sur les souhaits et les besoins de ses clients. Elle peut compter sur
chacun de ses travailleurs pour répondre au mieux à ces demandes. Les produits, la production et
6l’ensemble de l’organisation s’améliorent continuellement et deviennent de plus en plus flexibles et
innovants.
L’entreprise du futur génère des bénéfices importants parce que, à côté de la demande du marché
rencontrée, elle gère de manière efficiente et responsable des ressources. Chaque matière première,
chaque machine, chaque espace, chaque compétence et chaque idée sont utilisés le mieux et le plus
durablement possible. Le changement et l’évolution sont au cœur du business.
Les travailleurs sont impliqués dans leur travail parce qu’ils participent à son évolution. Il n’est plus
d’usage d’exécuter (bêtement) des tâches organisées par un ingénieur tout au long d’une journée. Ils
sont fidélisés par le respect pour leur énergie et leurs compétences de la part de leur entreprise.
Bref, il y a une véritable situation de WIN-WIN-WIN-WIN :
• Le client reçoit un service ou un produit qui répond à ses besoins
• L’entreprise génère des bénéfices
• Le travailleur est reconnu pour son travail et a un impact réel sur ce dernier
• L’environnement et la société profitent d’une approche plus durable et responsable
71.2. EST-IL VRAIMENT NECESSAIRE DE S’AMELIORER ?
Pour faire court : il n’y a pas d’alternative si l’entreprise veut rester concurrentielle et pérenniser ses
activités. Une entreprise doit s’attendre à une augmentation de ses dépenses d’environ 9 % sur une
échéance de 5 ans, tout en faisant face à une diminution du prix de vente. Seule une approche intégrée
visant à augmenter l’efficience et l’effectivité de l’organisation est garante d’une activité rentable sur
le long terme.
Prenons un peu de recul et analysons les cinq années à venir : comment vont évoluer les dépenses au
sein de notre entreprise ?
Le Bureau Fédéral du Plan prévoit un taux d’inflation de 2,0 % pour 2016 et 1,6 % en 2017 : « Par
conséquent, les allocations sociales et les salaires dans la fonction publique seraient adaptés au coût
de la vie, en d'autres termes augmentés de 2%, respectivement en septembre 2017 et octobre
2017 »1.
Nous pouvons donc raisonnablement s’attendre à une indexation annuelle des salaires de 1,5 % par
an, soit 7,73 % sur 5 ans2. A cette augmentation de votre masse salariale s’ajoute les augmentations
de salaires « individuelles ». Nous n’exagérons certainement pas en considérant que les dépenses en
terme de personnel vont augmenter de 8 % ces cinq prochaines années.
Les salaires ne sont pas le seul poste du budget qui est en augmentation continue. Les matières
premières connaissent également une évolution de prix considérable d’année en année (notamment
suite à la pénurie croissante des matériaux sur le marché). Différentes études évoquent une
augmentation du prix des matières premières de 8 à 15 % sur cinq ans (soit un peu moins de 3% par
an)3. Considérons que les dépenses en terme de matières premières vont augmenter en moyenne de
12 % ces cinq prochaines années.
Le problème ne se pose pas uniquement du côté des dépenses : un marché de plus en plus
concurrentiel ne permettra sans doute pas des augmentations des prix de vente. Nous pouvons même
nous attendre à ce que les prix soient condamnés à être diminués à moyen et à long terme. Nous ne
1
http://www.plan.be/databases/17-fr-indice+des+prix+a+la+consommation+previsions+de+l+inflation –
consulté le 13/09/2016.
2
Année 0 = 100 x 1,015 = Année 1 = 101,5 x 1,015 = Année 2 = 103,02 x 1,015 = Année 3 = 104,57 x 1,015 =
Année 4 = 106,14 x 1,015 = Année 5 = 107,73 soit une augmentation de 7,73 %.
3
GLAHN Richard, Effiziente Büros – Effiziente Produktion, Deuxième Edition, CETPM, Ansbach 2013.
8nous aventurerons pas à estimer cette perte de rentrées financières. Constatons juste qu’une
diminution du prix de vente des produits est très probable.
Ces trois constats nous permettent d’établir le graphique suivant :
Nous pouvons donc conclure que, même en négligeant une éventuelle diminution des prix de vente,
l’entreprise est amenée à devenir 20 % plus efficiente pour obtenir un statut quo à la situation actuelle
à échéance de 5 ans…
Nous sommes d’accord qu’il s’agit d’un modèle simplifié, étant donné que ce n’est pas de l’entreprise
tout entière qui doit amortir ces progrès. Il n’empêche qu’il est indispensable de réaliser une
amélioration considérable. Même en considérant que 40 % des dépenses d’une entreprise sont
affectées au personnel et 50 % aux matières premières, il y a une augmentation des coûts de plus de
9% sur 5 ans.
Comment résorber une augmentation des coûts de 9% sur une période de 5 ans ?
Un réflexe de beaucoup de managers, qui étendent cet énoncé, est de penser à la diminution du
personnel et/ou à des programmes de « radical cost cutting » pour s’attaquer aux 10 pourcents
restants de notre exemple. Cela parait évident étant donné qu’en tant qu’entreprise, il n’y a (presque)
pas de prise sur le prix des matières premières.
Mais cette première option est dangereuse pour le bien-être de l’entreprise à long terme. Pour
pouvoir continuer à exister, l’organisation doit évoluer et devenir plus efficiente. Une diminution du
9personnel prive l’entreprise des ressources qu’elle a besoin pour cette évolution. L’effet sur le
rendement n’est que de (très) courte durée.
La seule option pour un succès à long terme est d’évoluer d’un point de vue de l’efficience et de
l’effectivité.
Il est donc incontournable, dans un premier temps, d’utiliser au mieux l’ensemble des ressources
(humaines et matérielles) et de se limiter aux activités créant une réelle plus-value (Efficience).
Dans un deuxième temps, il est important de rencontrer les attentes du marché et d’anticiper les
besoins du client (Effectivité).
Pour générer plus d’efficience et plus effectivité (aussi connu sous le terme Excellence opérationnelle),
il est nécessaire de générer une véritable culture d’amélioration continue au sein de l’organisation.
L’amélioration continue doit être l’affaire de tous.
101.3. L’EVOLUTION DU LEAN
1.3.1. F.W. TAYLOR4
Frederick Winslow Taylor, né le 20 mars 1856 à Germantown (Pennsylvanie) et mort le 21 mars 1915
à Philadelphie, est un ingénieur américain, promoteur le plus connu de l'organisation scientifique du
travail et du management scientifique.
Une expérience acquise sur le terrain
Orienté vers la mécanique, il fait, de 1874 à 1878, un apprentissage d'ouvrier modeleur à Philadelphie.
Embauché en 1878 par une aciérie, la Midvale Steel Co., il va gravir les échelons : d'abord simple
manœuvre, puis chef d'atelier, il devient finalement, en 1884, ingénieur en chef, après avoir obtenu
son diplôme en suivant des cours du soir.
Son expérience d'ouvrier lui est particulièrement utile pour comprendre les raisons pour lesquelles la
productivité progresse lentement dans les usines. Il dénonce ce qu'il appelle « la flânerie
systématique » de l'ouvrier, due selon lui à deux facteurs : La passivité de la direction qui laisse
prospérer les mauvaises traditions héritées des métiers et d'autre part la conviction ancrée dans
4
Source: Article sur F.W. Taylor sur fr.wikipedia.org, consulté le 26/09/2016
11l'esprit de l'ouvrier qu'un effort de travail supplémentaire ne lui apportera rien1, cela à cause du
système de paiement à la pièce, selon Taylor lui même2.
Ayant lui même été ouvrier, Taylor est au courant des ententes qui existent entre les ouvriers. En effet,
les travailleurs se mettent d'accord sur une production journalière et ne la dépassent pas même si ils
en sont capables. Selon M. Béaud, c'est là une des formes de résistance mise en œuvre par les ouvriers
à l'oppression et à l'exploitation des capitalistes. Il s'agit donc de se fixer un objectif de revenu
satisfaisant sans s'épuiser au travail pour gagner plus.
L'objectif de Taylor sera donc de mettre en place une autre organisation des tâches et un autre
système de paiement pour produire davantage avec le moins de main d'œuvre possible.
Vers l'organisation scientifique du travail
Malgré le boom industriel des années 1880, et le fait que plus en plus d'ingénieurs s'intéressent à
l'organisation de la production, les progrès restent modestes. Taylor cherche à sortir de cette situation
inconfortable en proposant une analyse qu'il souhaite la plus incontestable possible et à laquelle il
entend donner un statut « scientifique ». Taylor s'engage donc dans des expériences d'organisation
du travail entièrement nouvelles. Il s'inspire du système de classification inventé par Melvil Dewey en
1872 (classification décimale de Dewey) qu'il avait découvert à la Phillips Exeter Academy.
En 1881, il entreprend une analyse du déroulement des tâches sur la base de la Time and motion study
créée par Frank B. et Lillian M. Gilbreth. Son idée est de déterminer par des études la meilleure façon
de faire un travail en décomposant les phases successives de ce travail, en cherchant les gestes les
plus efficaces, en adaptant les outils.
De telles études demandent beaucoup de temps et de travail : Il faut observer les ouvriers,
décomposer leurs gestes, les chronométrer, afin de trouver comment réduire leurs mouvements au
minimum. Mais les résultats sont spectaculaires. Par exemple, les manutentionnaires des gueuses de
fontes vont manipuler sans effort supplémentaire 48 tonnes par jour contre 12,7 tonnes auparavant.
Les gains de productivité sont importants : les salaires sont augmentés de 60 % (pour une hausse du
travail accomplie de 369 %) et l'effectif employé passe de 140 à 600 ouvriers.
En 1883, toujours en suivant des cours du soir, Taylor obtient un diplôme du Stevens Institute of
Technology, situé à Hoboken, dans le New Jersey.
L’invention du « taylorisme »
12Constatant que la vision traditionnelle et artisanale du «métier» ne peut que favoriser les
comportements individualistes et ruiner l'efficacité collective, Taylor en vient à la conclusion qu'il faut
revoir complètement la philosophie et les principes concrets de collaboration et d'organisation du
travail en atelier. En étudiant les conditions nécessaires pour améliorer la productivité des ouvriers, il
aboutit à la conclusion qu'une approche méthodique s'impose : Ce qu'il décrit comme étant
l'organisation scientifique du travail (en abrégé l'OST).
Le principe fondateur de la démarche réside dans une double division du travail:
Une division verticale du travail, soit la stricte séparation entre la conception des tâches par les
ingénieurs et leur exécution par les ouvriers.
Avant Taylor, les ouvriers conçoivent eux-mêmes leurs méthodes de travail, ce qui se traduit par un
climat de « flânerie systématique » et une productivité très médiocre.
Pour Taylor, le rôle de l'encadrement doit consister à indiquer aux employés la meilleure manière de
réaliser une tâche, de leur fournir les outils et formations appropriés, et de leur délivrer des objectifs
et incitations en vue d'atteindre la performance.
Une division horizontale du travail, soit une répartition optimale entre postes de travail, de façon à
minimiser les doublons et les ambigüités.
Avec l'application du taylorisme survient l'obtention de gains notables de productivité. Les ouvriers
voient leur rémunération fortement augmenter, alors que les prix des produits industriels baissent :
un plus grand nombre de clients sont en mesure de les acquérir. Cependant, la contrepartie de ces
progrès pour les ouvriers consiste en la dépossession de leur expertise, désormais réservée aux
ingénieurs.
Selon ses détracteurs, Taylor introduit dans le monde du travail une séparation radicale entre ceux
qui conçoivent et ceux qui produisent : l’ouvrier n’est pas là pour penser, mais pour exécuter des
gestes savamment calculés pour lui. Il est encouragé à être performant par un système de primes.
Tout travail intellectuel doit être éliminé de l’atelier pour être concentré dans les bureaux des
méthodes.
Le travail à la chaîne : Ford, dix ans plus tard
Contrairement à ce qu'on affirme souvent, Taylor n'a pas théorisé le travail à la chaine. Il a toujours
appliqué ses méthodes dans des ateliers équipés de machines-outils, et non sur des chaînes
13d'assemblages. Il souhaite seulement que chaque ouvrier soit formé à la meilleure méthode de travail
possible, et non qu'il soit réduit à effectuer inlassablement un seul geste sur une chaîne.
Le travail à la chaine est un concept très ancien. Mais Henry Ford va contribuer à le remettre au goût
du jour : Alors qu'il souhaite appliquer le taylorisme dans son usine de Rouge River près de Détroit, il
constate que le nombre très élevé de tâches impliquées dans l'assemblage d'une automobile requiert
une organisation collective sans faille. L'idée lui vient (à la suite d'une visite des abattoirs de Chicago),
d'adjoindre à la division verticale du travail prônée par le taylorisme une division horizontale (ou
parcellisation des tâches) : chaque ouvrier ne doit effectuer qu'une seule tâche, préalablement
optimisée par le bureau des méthodes, et tous les ouvriers sont répartis le long d'une chaîne mobile
sur laquelle se déplacent les automobiles en cours d'assemblage. L'impact sur les salaires et les prix
fut là encore considérable, mais les ouvriers ont à nouveau le sentiment de perdre une part de leur
compétence...
The Principles of Scientific Management
En dépit d'un échange de courrier soutenu, il ne parvient pas à convaincre ses collègues de l'American
Society of Mechanical Engineers (ASME) de publier le nouvel ouvrage qui résume ses thèses : The
Principles of Scientific Management. En 1911, Taylor en distribue alors des copies privées à toutes ses
relations. L'ouvrage est traduit et publié en français dès 1912 sous le titre La direction des ateliers3.
La phrase qu'il aurait adressée à l'ouvrier Michael Johnson Shartle : « On ne te demande pas de
penser ; il y a des gens payés pour cela, alors mets-toi au travail » lui est souvent reprochée. Dès 1907
il s'attire l'hostilité des syndicats américains : L'American Federation of Labour (syndicat ouvrier unifié)
l'accuse de vouloir transformer les ouvriers en machines, et fait pression sur les milieux politiques
pour obtenir l'interdiction de l'usage de ces méthodes dans les établissements industriels dépendants
des pouvoirs publics, comme les arsenaux.
En 1912, Taylor doit se défendre devant une commission d'enquête de la Chambre des représentants,
alors que 50 000 ouvriers américains de l'industrie travaillent déjà selon des règles établies dans le
cadre de l'OST.
Postérité
Taylor meurt en 1915 avant d'avoir vu le triomphe de ses méthodes : L'entrée en guerre en 1917 des
États-Unis crée la nécessité de tout faire pour accroître rapidement la production et la productivité de
l'industrie américaine alors que des centaines de milliers d'Américains s'embarquent pour aller
combattre en Europe. Les syndicats sont alors contraints de cesser leurs attaques.
14Le travail à la chaîne
Cependant, dès avril 1913, l'industriel Henry Ford s'inspire des travaux de Taylor pour les combiner
avec le principe de la chaine. Ford installe son premier réseau d'assemblage à Détroit: Il fractionne les
tâches de montage selon les principes de la nouvelle organisation scientifique du travail, pour les faire
réaliser par des travailleurs différents répartis tout au long d'une ligne, le long de laquelle les produits,
en cours de montage, progressent régulièrement.
1.3.2. F.B. GILBRETH5
Frank Bunker Gilbreth
Né à Fairfield (Maine) , il fait des études secondaires, puis quitte l'école et devient maçon. Il développe
des méthodes plus rapides et plus faciles d'appareiller les pierres, ce qui lui donne l'idée de travailler
sur l'organisation du travail. Il devient contracteur, inventeur, puis management engineer. Il donne
occasionnellement des cours à l'Université Purdue.
Le 19 octobre 1904, il se marie avec Lillian Moller Gilbreth. Également spécialiste dans l'organisation
du travail. Ils fondent ainsi la firme Gilbreth, Inc.. Le couple aura également 12 enfants.
Il meurt d'une attaque cardiaque le 14 juin 1924 à Montclair (New Jersey), alors qu'il parle au
téléphone avec sa femme1,2.
Recherche et développement
Gilbreth utilise une caméra pour filmer les mouvements des travailleurs. Il ramène ainsi tous les
mouvements de la main en une combinaison de 17 mouvements simples.
Gilbreth pratique maintes autres innovations. Il est le premier à suggérer qu'un chirurgien soit servi
par une infirmière, qui lui passe les instruments demandés. Lors de la Première Guerre mondiale,
Gilbreth travaille à trouver des manières plus rapides et efficaces d'assembler et de désassembler de
petites armes. Il développe ainsi des techniques pour monter et démonter rapidement des armes et
ce, même à l'aveugle. Ces techniques sont enseignées par plusieurs corps armés à travers le monde.
Les travaux des Gilbreth sont souvent associés à ceux Frederick Winslow Taylor, bien qu'il y ait une
différence substantielle entre les approches. Taylor visait principalement à réduire le temps de
production (le symbole du taylorisme est un chronomètre) alors que les Gilbreth visaient surtout à
5
Source: Article sur F.B. GILBRETH sur fr.wikipedia.org, consulté le 26/09/2016
15réduire les mouvements. Ils voyaient leur approche plus respectueuse du bien-être des travailleurs
que le taylorisme, souvent perçu par ces derniers comme une simple recherche de profits.
Ces visions différentes ont entraîné un fossé entre Taylor et les Gilbreth, qui s'est transformé en
querelle, après la mort de Taylor, entre les suivants de ce dernier et ceux des Gilbreth. Après la mort
de Frank, Lillian fait des démarches pour rapprocher les parties, bien que des désaccords demeurent.
1.3.3. W.E. DEMING6
William Edwards Deming, est né en 1900. Au collège, son professeur de mathématiques l'incite à
prolonger ses études en dépit des faibles ressources de ses parents. C'est de cette façon qu'il obtient
en 1928 le diplôme de Ph.D. à l'Université Yale. Sa spécialité est la physique théorique.
Au sortir de l'Université, Deming choisit un emploi de chercheur dans un laboratoire du ministère de
l'Agriculture. Il y travaille pendant dix ans à la mise au point des engrais azotés. À cette époque les
rendements agricoles font des progrès fulgurants grâce à la statistique, une nouvelle science. Le
ministère de l'Agriculture américain ayant fondé un institut pour former des ingénieurs agronomes,
Deming y donne des cours de statistique tout en poursuivant ses travaux de recherche.
En 1939, Deming rejoint le Bureau du recensement des États-Unis à Washington (un organisme
comparable à l'INSEE). Il y utilise ses connaissances théoriques pour mettre au point les premières
enquêtes par échantillonnage, avec des techniques qui feront école dans le monde entier. Il quitte ce
poste en 1946 pour devenir consultant en études statistiques et professeur de statistique à l'Université
de New York.
Pendant la guerre, Deming reste à Washington pour mettre ses connaissances au service des
industries d'armement. Avec son ami Walter A. Shewhart, un statisticien membre de la direction
technique des Laboratoires Bell, il organise à l'université Stanford un séminaire de management
destiné à améliorer la productivité et la qualité du matériel de guerre. C'est l'aboutissement d'une
étude à laquelle ils travaillent ensemble depuis 1938. Leurs conclusions diffèrent radicalement des
principes de Frederick Winslow Taylor. Plusieurs milliers d'ingénieurs et de cadres des industries
d'armement sont dépêchés à Stanford pour suivre ce cours, mais le but n'est pas atteint : les directeurs
américains ne s'impliquent pas ; la productivité ne s'améliore pas ; la qualité ne s'améliore pas.
Néanmoins le Japon est vaincu.
6
Source: Article sur W.E. DEMING sur fr.wikipedia.org, consulté le 26/09/2016
16Le Japon
En 1947, Deming est envoyé à Tokyo comme conseiller de l'État-major des forces alliées pour
appliquer ses techniques d'échantillonnage. Il a l'occasion de rencontrer quelques cadres japonais qui
sont proches du Keidanren, la grande fédération patronale. Ils s'intéressent à ses théories sur le
management, dont ils ont entendu parler avant la guerre. Ils l'invitent à donner des cours et des
conférences au Japon. Instruit par l'expérience de Stanford, il accepte, mais à la seule condition d'avoir
la participation des directeurs généraux. La première conférence a lieu en juillet 1950. L'industrie
japonaise adopte aussitôt les théories de Deming sur le management et dix ans plus tard les produits
japonais (Honda, etc.) commencent à déferler en Amérique. Le public américain ne s'y trompe pas :
ils sont meilleurs et moins chers. C'est un tournant historique.
Les États-Unis
Jusqu'en 1980, les théories de Deming ont été bannies des entreprises américaines, parce que leurs
dirigeants restaient des adeptes inconditionnels des principes de la division du travail prônés par
Frederick Winslow Taylor. C'est une journaliste américaine, Clare Crawford-Mason, qui a fait connaître
Deming au grand public dans une émission de télévision intitulée : Si le Japon peut le faire, pourquoi
pas nous ?. Les patrons américains ne pouvaient plus l'ignorer. Sollicité par de nombreux PDG, Deming
a commencé à donner des séminaires publics de quatre jours où il expliquait ses idées devant plusieurs
centaines de participants. De 1981 à 1993, il a dirigé 250 séminaires. On a calculé que le nombre de
participants s'élève au chiffre impressionnant de 120 000. Il a donné aussi de nombreuses conférences
dans des entreprises américaines qui ont adopté sa philosophie. Sous son influence, le style de
management s'est profondément transformé en quelques années aux États-Unis, bien que des
progrès restent à faire.
Deming et le management
L'enseignement de Deming a pour objet le management dans son ensemble. Contrairement à une
idée reçue, son but n'était pas d'améliorer le management actuel en lui ajoutant une composante
qualité, mais de le transformer de fond en comble. Au sens premier, le management consiste à mettre
de l'ordre dans une maison et à faire vivre ses habitants en bonne intelligence. Dans une entreprise,
le management consiste à maîtriser les processus, à coordonner les opérations et à préparer l'avenir.
Deming disait que le management ne concerne pas seulement les entreprises de production et de
service, mais aussi l'administration publique et l'enseignement. Depuis ses premiers séminaires au
Japon, un grand nombre d'universités se sont mises à enseigner le management comme science. Le
17Deming Prize (voir ci-après) est la plus haute récompense décernée à une entreprise pour son
excellence dans le management.
Deming affirme que le style de management qui prévaut actuellement conduit l'économie mondiale
dans une impasse parce qu'en privilégiant la concurrence et le pouvoir de l'argent il provoque
d'immenses pertes, causes de misère et de chômage. L'alternative qu'il propose privilégie la
connaissance, qu'il considère comme la plus importante ressource. Par conséquent la politique de
l'entreprise doit être de développer la connaissance dans un climat de coopération ; c'est le but des
14 points de Deming (voir ci-après).
Enfin il faut bien voir que le style de management de Deming est éminemment favorable à la cohésion
sociale. La violence symbolique fait partie du style de management traditionnel. Or tous les
psychologues savent que la violence subie dans la vie professionnelle — fut-elle symbolique —
engendre des troubles du comportement dans la vie privée. En atténuant le climat de violence et de
crainte qui sévit dans les entreprises, le style de management de Deming contribue donc à améliorer
les relations humaines dans la cité.
En 1950, Deming déclarait dans sa conférence historique aux 24 dirigeants du Keidanren : "on pourrait
dire que [ma méthode] c'est la démocratie dans l'industrie". Des milliers de témoignages montrent
aujourd'hui que cette nouvelle approche du management favorise le dialogue et l'accomplissement
des buts communs.
Les « sept maladies mortelles » des entreprises
Selon W. Edwards Deming, les entreprises souffrent de « sept maladies mortelles » :
o Manque de constance de cap pour prévoir les produits et services qui auront un marché et
pérenniseront l’activité de la société, et offriront des emplois.
o Accent sur les bénéfices à court terme : orientation court terme (précisément l’opposé d’une
constance de cap pour pérenniser l’activité), alimentée par la crainte d’une prise de contrôle
inamicale, et par la poussée de banquiers et propriétaires avides de dividendes.
o Évaluation à l'efficacité, au mérite, ou par des entretiens annuels.
o Mobilité des cadres dirigeants.
o Gestion d'une société par l’utilisation exclusive de chiffres visibles, avec peu ou pas de
considération pour les chiffres qui sont inconnus ou inconnaissables.
o Coûts médicaux excessifs.
o Dépenses excessives liées aux garanties, gonflées par les honoraires d’avocats.
18Les « 14 points » de W. Edwards Deming
Pour améliorer l'efficacité des entreprises, Deming mit au point « 14 principes » ou « points » qu'il
exposa dans son livre Out of the Crisis :
o Garder fermement le cap de la mission de l’entreprise en améliorant constamment les
produits et les services.
o Adopter la « nouvelle philosophie ». Les cadres dirigeants doivent prendre conscience des
défis d'une nouvelle ère économique, apprendre quelles sont leurs responsabilités et
conduire le changement d’une main sûre.
o Faire en sorte que la qualité des produits ne demande qu’un minimum d’inspection. Intégrer
la qualité dès la conception et la fabrication du produit.
o Mettre fin à la pratique des achats au plus bas prix. Chercher plutôt à réduire le coût total.
Minimiser le nombre de fournisseurs par article, en établissant des relations à long terme de
loyauté et de confiance.
o Améliorer constamment tous les processus de production et de service, ce qui entraînera une
réduction des coûts.
o Instaurer une formation permanente pour tous les cadres et tous les membres de la société.
o Instituer une nouvelle forme de direction ayant pour but d’aider les personnes à mieux remplir
leur mission.
o Faire disparaître la crainte, en sorte que chacun puisse travailler efficacement pour sa société.
o Abattre les barrières entre les départements. Le travail en équipe de toute l’entreprise doit
prévoir les problèmes qui peuvent apparaître au cours de la réalisation et de l’utilisation des
produits.
o Éliminer les exhortations, les slogans et les objectifs qui demandent aux ouvriers d’atteindre
le zéro-défaut et d’augmenter le niveau de productivité.
o Éliminer les quotas de production, la direction par objectifs et toute forme de direction par
les chiffres.
o Supprimer les obstacles qui privent les ouvriers, agents de maîtrise, ingénieurs et cadres de
leur droit à la fierté du travail.
o Instaurer un programme énergique d’éducation et d’amélioration personnelle.
o Mettre tout le personnel à l’œuvre pour accomplir la transformation.
La méthode de connaissance approfondie
19Dès 1980, W. Edwards Deming mettait l'accent sur le développement de la connaissance dans toutes
les activités industrielles et économiques, ponctuant ses séminaires de phrases telles que "la
connaissance est le bien le plus précieux pour un pays". Son enseignement a évolué jusqu'à la
présentation en 1989 d'une méthode générale dite "Méthode de Connaissance Approfondie" (System
of Profound Knowledge). Destinée aux enseignants, aux chercheurs, aux dirigeants et à tous les
acteurs économiques, cette méthode se compose de quatre parties interdépendantes : la perception
d'un système, le sens des variations, la théorie de la connaissance et la psychologie. Elle fait l'objet
d'un chapitre de son ouvrage posthume The New Economics for Industry, Government, Education,
publié en 1994. La traduction française a été publiée en 1996 sous le titre Du nouveau en économie.
Réflexions sur la « qualité »
La notion de qualité est redéfinie dans la pensée de Deming : « Les théories de Deming étaient
fondées sur le principe que les défauts des produits étaient provoqués le plus souvent par des défauts
du management plutôt que par des ouvriers négligents, et qu’il valait mieux concevoir des processus
capables de produire une meilleure qualité plutôt que de faire des contrôles après coup. »6.
Dans les années 1970, la pensée de Deming a pu être résumée comme une alternative « a sinon b » :
(a) Quand les gens et les organisations se concentrent sur la qualité, définie comme la satisfaction des
besoins et des désirs des utilisateurs, la qualité augmente et les coûts chutent.
(b) Sinon, quand les organisations se focalisent sur les coûts, la qualité tend à diminuer au cours du
temps.
1.3.4. T. OHNO7
Taiichi Ōno (大野 耐一, Ōno Taiichi) est un ingénieur industriel japonais né le 29 février 1912 à Dalian
en Chine et mort le 28 mai 1990 à Toyota au Japon. Il est considéré comme le père du système de
production de Toyota connu également sous le nom toyotisme dont le principal concept est le juste-
à-temps (JAT). Il a écrit plusieurs livres sur ce sujet dont le plus célèbre est Toyota Production System:
beyond large-scale production. Il a d'abord été un employé de la famille Toyota puis en 1939, il est
devenu salarié de la compagnie automobile.
Les ingénieurs de production lui doivent le juste-à-temps, cette méthode spécialement élaborée pour
réduire les coûts de production. Elle repose sur une organisation rationnelle des chaînes de montage,
7
Source: Article sur T. OHNO sur fr.wikipedia.org, consulté le 26/09/2016
20en flux "tiré" par le client, dite Kanban, qui passe par la réduction des stocks, la production par type
d'objets, l'étiquetage du produit pour suivre son historique, etc. Diplômé de l'université de Nagoya au
Japon, en 1932, Taiichi Ōno élabore sa méthode chez Toyota, où il fait ses premières armes dans la
branche textile. En 1943, il rejoint la filiale automobile comme responsable des stocks. Le président
de cette entreprise, Kiichiro Toyoda, déclare en août 1945 : « Il faut absolument rattraper les États-
Unis d'ici trois ans, sinon l'industrie automobile japonaise va mourir. »1
À l'époque, note Taiichi Ōno, la productivité d'un ouvrier américain était neuf fois supérieure à celle
d'un Japonais. Inspiré par les travaux du professeur Shigeo Shingo et après un voyage d'études aux
États-Unis, Taiichi Ōno conçoit dans les années 1950 sa méthode juste-à-temps, ou le zéro délai des 5
zéros. Elle sera adoptée par Toyota en 1962, mais ne sera pas immédiatement appliquée : l'ingénieur
doit notamment faire face à la réticence des ouvriers à qui il incombe de devenir polyvalents.
L'efficacité du juste-à-temps séduira cependant toute l'industrie mondiale à partir du choc pétrolier
de 1973. Vice-président de Toyota de 1975 à 1978, Ōno reste conseiller du groupe jusqu'en 1982. Il
meurt en 1990 à Toyota City au Japon.
La méthode des cinq zéros
La méthode toyotiste consiste à réduire les coûts de production, éviter la surproduction, diminuer les
délais et produire de la meilleure qualité possible. Les cinq conditions étaient donc :
o Le zéro délai, aussi connu sous le nom de flux tendus ou juste-à-temps. Cette méthode
consiste à attendre les commandes avant de produire (il faut donc être extrêmement réactif).
Il permet:
o Le zéro stock : aucune surproduction ou presque et donc n'entrainant aucun surcoût de
stockage.
o Le zéro papier : grâce à la méthode du kanban. Aucune paperasserie interne et diminution de
la hiérarchie.
À cela s'ajoute :
o Le zéro défaut : aucun produit ne doit être défectueux pour éviter de subir des coûts de
réparations (SAV particulièrement cher) et pour satisfaire le client.
o Le zéro panne : aucune défectuosité des machines, permis par un entretien régulier et
rigoureux de celles-ci.
211.3.5. S. SHINGO8
Shigeo Shingō 神郷重夫 (1909-1990) était un ingénieur japonais peu connu comparé à William
Edwards Deming ou Walter A. Shewhart mais il fut l'un des plus importants dans le domaine des
systèmes de management de la qualité.
Le maître japonais du kanban (méthode de productique) a aussi inventé, lorsqu'il était chez Toyota, le
système SMED, qui a permis de réduire de façon spectaculaire les arrêts machine pour effectuer des
changements d'outils : de plusieurs heures à quelques minutes seulement. Il est également l'initiateur
de la méthode Poke Yoke. Les méthodes développées par Shigeo Shingō ont eu une influence
considérable sur la compétitivité des entreprises japonaises et ont fait du Japon un leader en génie
industriel.
1.3.6. J. LIKER ET LE TOYOTA WAY9
The Toyota Way est une philosophie de gestion qui est propre à l'entreprise Toyota.
The Toyota Way repose sur 14 principes qui forment le système de production de Toyota. Les idées
principales sont de faire reposer les décisions de gestion sur « un sens philosophique de la finalité »,
de penser à long terme, d'avoir un processus prévu pour résoudre les problèmes, de contribuer à la
valeur de l'organisation en faisant évoluer ses employés, et de reconnaître que la résolution
continuelle des problèmes à la source conduit l'organisation à apprendre 1.
Depuis les années 1980, les véhicules Toyota et Lexus sont reconnus pour leur qualité et sont
systématiquement mieux notés que ceux fabriqués par d'autres constructeurs de voitures dans les
enquêtes de satisfaction d'automobilistes, ceci en grande partie (d'après Jeffrey Liker, un professeur
d'ingénierie industrielle de l'université du Michigan) en raison de la philosophie du métier sous-
jacente à son système de production2.
Les quatorze principes
La façon de faire Toyota a été définie comme « un système conçu pour fournir aux gens les outils leur
permettant d'améliorer de façon continue leur travail" » 1. Les quatorze principes de la façon de faire
Toyota se répartissent en 4 sections :
o Philosophie à long terme
8
Source : Article sur T. OHNO sur fr.wikipedia.org, consulté le 26/09/2016
9
Source : Article sur J. LIKER sur fr.wikipedia.org, consulté le 26/09/2016
22o Le bon processus produira les bons résultats
o Contribuer à la valeur de l'organisation en faisant évoluer ses employés
o Résoudre sans cesse les problèmes fondamentaux conduit l'organisation à apprendre.
Section I – Philosophie à long terme
Principe 1
Asseoir les décisions de gestion sur une philosophie à long terme, même si cela doit se faire au
détriment des objectifs financiers à court terme.
Les gens ont besoin d'une raison pour se motiver et établir des objectifs.
Section II – Le bon processus produira les bons résultats
Principe 2
Créer un processus en flux continu pour faire apparaître les problèmes.
Les processus de travail sont revus et corrigés pour éliminer les gaspillages (muda) au moyen du
processus d'amélioration continue – kaizen. Les huit types de gaspillage sont :
o La surproduction
o L'attente
o Le transport superflu
o L'excès de traitement ou le traitement incorrect
o L'excès de stock
o Le mouvement inutile
o Les défauts
o La créativité non-exploitée des employés
Principe 3
Utiliser des systèmes à flux tiré pour éviter la sur-production.
C'est une méthode dans laquelle le processus signale à l'amont qu'il a besoin de plus de matériaux.
Les systèmes à flux tiré n'ont le droit de commencer à produire que lorsque l'opération suivante leur
en a fait la demande. Ce processus est nécessaire pour réduire la sur-production.
Principe 4
Niveler la charge de travail (heijunka). (Travailler comme la tortue, et non comme le lièvre).
23Vous pouvez aussi lire