Etude du comportement en fatigue et en fatigue/vieillissement de mélanges HNBR - CFCP
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous
RAPPORT ANNUEL
Année 2015
Etude du comportement en fatigue et en
fatigue/vieillissement de mélanges HNBR
Convention CIFRE N° 2014/1190
Début de la thèse : 1/2/2015
Doctorant : Kubat NARYNBEK ULU
1/1/2016
Directeur de thèse : Bertrand HUNEAU ; co-directeur : Erwan VERRON
Encadrants industriels : Pierre RUBLON et Patrick HEUILLET
0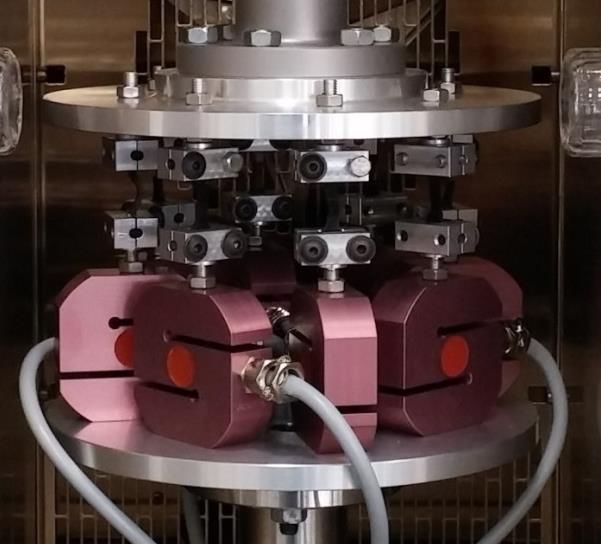
Sommaire
1. Introduction ..................................................................................................................................... 2
1.1. Contexte de l’étude ................................................................................................................. 2
1.2. Propriétés chimiques ............................................................................................................... 4
1.3. Effet des taux d’ACN et d’hydrogénation ................................................................................ 4
1.3.1. Acrylonitrile ..................................................................................................................... 4
1.3.2. Hydrogénation ................................................................................................................. 5
1.4. Sujet de recherche et objectifs................................................................................................ 5
2. Comportement mécanique ............................................................................................................. 7
2.1. Traction.................................................................................................................................... 7
2.1.1. Effets du taux d’acrylonitrile et d’hydrogénation ........................................................... 7
2.1.2. Effets de la température et du chargement cyclique...................................................... 8
2.2. Analyse mécanique dynamique (DMA) ................................................................................. 12
2.2.1. Balayage en température .............................................................................................. 12
2.2.2. Température de transition vitreuse .............................................................................. 13
2.3. Comportement inélastique ................................................................................................... 14
2.3.1. Comportement cyclique ................................................................................................ 14
3. Essais de durée de vie en fatigue .................................................................................................. 16
3.1. Méthode expérimentale........................................................................................................ 16
3.1.1. Eprouvettes ................................................................................................................... 16
3.1.2. Machine d’essai et montage multi-mors....................................................................... 16
3.1.3. Conditions de chargement ............................................................................................ 16
3.2. Essais préliminaires ............................................................................................................... 17
3.3. Résultats à haute température ............................................................................................. 18
3.3.1. Méthode d’essai modifiée ............................................................................................. 21
3.3.2. Conclusion ..................................................................................................................... 22
3.4. Pilotage en contrainte vraie constante ................................................................................. 22
4. Conclusion et activités futures ...................................................................................................... 26
5. Références bibliographiques ......................................................................................................... 27
Annexe 1: Investigation d’élongation locale sous chargement cyclique
Annexe 2: Rapport bibliographique
1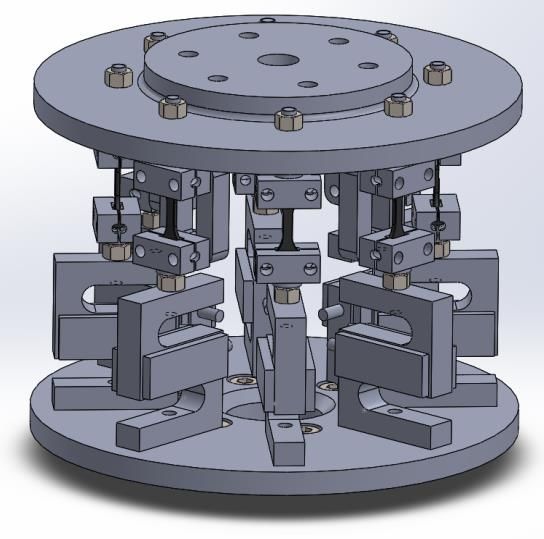
1. Introduction
1.1. Contexte de l’étude
Les copolymères butadiène-acrylonitrile (NBR pour nitrile butadiene rubber en anglais), aussi appelés
« caoutchoucs nitrile », sont des élastomères utilisés notamment comme joints divers, tuyaux,
courroies de transmission, gainage de câbles etc. Ils sont synthétisés par copolymérisation du
butadiène (C4H6) avec l’acrylonitrile (C3H3N, noté AN ou ACN). Le taux d’ACN varie généralement
entre 15 et 50%, selon les propriétés recherchées. Ils présentent une bonne résistance chimique aux
hydrocarbures (huiles, essences) ; cette résistance augmente avec le taux d’ACN, de même que la
dureté, la résistance à la chaleur, le module et la résistance à la rupture.
Les copolymères butadiène-acrylonitrile hydrogénés, aussi appelés « caoutchoucs nitrile hydrogénés
» (HNBR pour hydrogenated nitrile butadiene rubber en anglais), sont un type de NBR développés
dans les années 1980, et font l’objet du présent travail de thèse. Comparés au NBR, les élastomères
HNBR montrent une amélioration des propriétés, que ce soit les résistances thermique, chimique et à
l’environnement (oxydation, ozone, UV) car les liaisons simples sont moins réactives que les liaisons
doubles (Figure 1) (Tao et al, 2005). Leurs propriétés mécaniques sont relativement élevées et
meilleures que les NBR.
Figure 1: Classification ASTM D2000 des élastomères industriels (Tao et al, 2005).
Le HNBR est principalement utilisé dans l'industrie automobile pour la production des courroies, des
tuyaux, des amortisseurs de vibrations, et des joints (toriques, d’étanchéité) ; le HNBR est aussi
utilisé pour des applications pétrolières, militaires, aérospatiales et navales (Bhattacharjee et al,
1997) (Hashimoto et al, 1998) (Wrana et al, 2001) (Tao et al, 2005).
Les deux principaux fabricants du HNBR sont les sociétés Nippon Zeon et Lanxess qui produisent le
HNBR sous les noms de marque Zetpol et Therban. Il n'y a pas des grades unifiés pour le HNBR et
chaque fabricant définit sa propre classification. Le HNBR est classé principalement par rapport à son
taux d'ACN, suivi du taux d'hydrogénation, de la viscosité Mooney, de la température de
polymérisation, du type de stabilisant et de l'apparence du produit (Hashimoto et al, 1998) (Keller,
2012).
2
La viscosité Mooney du HNBR varie de 57 à 137 unités Mooney. Les propriétés des HNBR dépendent
du taux d’hydrogénation, c’est-à-dire du taux de saturation, généralement de 80 à plus de 99 %1, des
motifs butadiéniques. La température de transition vitreuse du HNBR varie de -15oC à environ -60oC.
Par conséquent, la température de fonctionnement se situe dans la gamme de -40oC à 170oC en
fonction du grade de HNBR considéré. En outre, l’utilisation du HNBR a été rapportée jusqu'à des
températures de 180oC à 200oC pour des applications pétrolières à court terme (Sawada, 1993)
(Hashimoto et al, 1998) (Tao et al, 2005).
De plus, la résistance à l'abrasion du HNBR est meilleure que celle d'autres élastomères, tels que le
NBR, l’ECO, les fluoroélastomères (FKM) et le polyacrylate (ACM) comme le montre la Figure 2
("Zetpol Product Guide,” 2013).
Figure 2: Comparaison de la résistance à l'abrasion de différents élastomères. Le NBR est pris comme référence avec une
valeur arbitraire de 100 ("Zetpol Product Guide,” 2013).
En outre, le HNBR admet un coût médian de masse-volume (coût pour remplir une cavité de moule)
par rapport à d'autres élastomères de haute performance. Ainsi, pour les applications où une
résistance élevée et une résistance à l'abrasion sont nécessaires, le HNBR est préférable à l’ACM et à
l’AEM, mais à un coût plus élevé (Keller, 2012).
Table 1: Comparaison commerciale des élastomères de haute performance (Keller, 2012).
1
Le taux d’hydrogénation de 99 % correspond à un indice d’iode de 4. L'indice d'iode du HNBR est la masse de
diiode (I2) (exprimée en g) capable de se fixer sur les doubles liaisons de 100 g de HNBR. Par conséquent,
lorsque l'indice d'iode augmente, le nombre de doubles liaisons insaturées de carbone augmente et le taux
d’hydrogénation diminue (Thomas, 2000).
3
Pour plus d’informations sur les propriétés générales du HNBR, un rapport bibliographique détaillé
est fourni en Annexe 2. Il est le résultat d’une étude préliminaire effectuée entre novembre 2014 et
janvier 2015.
1.2. Propriétés chimiques
La Figure 3 montre la structure moléculaire du HNBR (Klingender, 2008). Le HNBR est un
tétrapolymère contenant du butadiène, de l'éthylène (par hydrogénation de 1,4-butadiene), du
propylène (par hydrogénation de 1,2-butadiene), et de l'acrylonitrile (ACN). Sa formule moléculaire
est la suivante : [( ) ( ) ( ) ] . Le groupe de l'acrylonitrile est similaire à celui du
NBR, et il est responsable de la résistance chimique (aux produits pétroliers et autres solvants
industriels) et des meilleures caractéristiques de résistance mécanique. La chaîne d'éthylène est
responsable de l’excellente élasticité, de la résistance thermique, de la stabilité chimique et de la
résistance à l'ozone et au froid (Sawada, 1993). Si nécessaire, une petite quantité de doubles liaisons
résiduelles est présente afin de faciliter la vulcanisation.
Figure 3: La structure chimique du HNBR (Klingender, 2008).
1.3. Effet des taux d’ACN et d’hydrogénation
Les propriétés du HNBR sont principalement influencées par le taux d'acrylonitrile (ACN) et le taux
d'hydrogénation.
1.3.1. Acrylonitrile
En général, avec l'augmentation du taux d'ACN (Sawada, 1993) (Severe et al. 2000) (Baranwal et al,
2001) (Tao et al, 2005) :
La performance du HNBR à basses températures se dégrade ;
La résistance chimique augmente ;
En général, la température de transition vitreuse augmente (Figure 4) ;
L’incidence sur la cristallisation sous tension est plus grande.
4
Figure 4: Influence du taux d'ACN et du taux d'hydrogénation (quantifié par l’indice d'iode) sur la température de
transition vitreuse (Sawada 1993).
1.3.2. Hydrogénation
Le taux d'hydrogénation affecte également les propriétés du HNBR. Avec l'augmentation du
pourcentage d'hydrogénation (indice d'iode inférieur) (Nakagawa, 1992) (Sawada, 1993) (Tao et al,
2005) :
L’allongement à la rupture diminue et la rigidité augmente ;
La résistance thermique est améliorée ;
La résistance à l'ozone est améliorée, en particulier au-delà d’un taux d'hydrogénation de
85% ;
L’hystérésis augmente ;
La viscosité Mooney augmente (la différence par rapport au NBR est observée si le taux
d'hydrogénation est supérieur à 80%) ;
La déformation rémanente augmente.
1.4. Sujet de recherche et objectifs
Bien que les pièces en HNBR soient souvent soumises à des sollicitations mécaniques variables, leurs
propriétés en fatigue n’ont quasiment pas été investiguées et aucune étude ne s’intéresse à
l’influence de la formulation des HNBR (taux d’ACN et d’hydrogénation en particulier) sur leur
résistance en fatigue.
Ainsi, le travail de thèse a comme objectifs :
Objectif 1 : étudier l’influence du taux d’ACN sur la résistance à la fatigue des HNBR (durée
de vie et fissuration).
Objectif 2 : étudier l’influence du taux d’hydrogénation (c’est à dire du taux de saturation des
liaisons carbone-carbone) sur la résistance en fatigue (durée de vie et fissuration).
Objectif 3 : étudier l’influence d’un pré-vieillissement sur le comportement en fatigue, puis le
couplage fatigue / vieillissement (fatigue et vieillissement simultanés).
5
Objectif 4 : étudier l’influence de la cristallisation sous tension sur la réponse mécanique des
HNBR.
Six mélanges différents sont étudiés dans le cadre du présent projet. Les compositions des matériaux
sont indiquées dans le Tableau 1. Ils sont tous réticulés au peroxyde et chargés au noir de carbone
(N772, 70 phr). Le mélange HNBR de référence a un taux d’acrylonitrile (ACN) de 36% (A36).
L’influence du taux d’ACN est étudiée en considérant tout d’abord les deux mélanges dénommés A24
et A44 contenant respectivement 24% et 44% d’ACN, ainsi qu’un mélange contenant 60/40% de
chacun des mélanges précédents (A44-24 avec un taux moyen d’ACN équivalent à celui du A36).
Les mélanges A36H99 et A36H91 sont du type A36 avec un taux d’hydrogénation à 99,5% et 91%
respectivement.
Tableau 1 : Formulations des mélanges.
Mélanges
A44 A36 A24 A44-24 A36H99 A36H91
Numéro de référence 15-020 15-021 15-022 15-023 15-024 15-025
% hydrogénation 96 96 96 96 >99.5 91
Taux d’ACN 44 36 24 36 moy. 36 36
Zetpol 1010 100 60
Zetpol 2010 100
Zetpol 3310 100 40
Zetpol 2000 100
Zetpol 2020 100
N 772 70 70 70 70 70 70
TOTM 5 5 5 5 5 5
Maglite DE 3 3 3 3 3 3
Vanox ZMTI 1 1 1 1 1 1
Naugard 445 1,5 1,5 1,5 1,5 1,5 1,5
Luperox DC 40 7 7 7 7 7 7
Depuis le début de la thèse, l’accent a été mis sur les objectifs 1 et 2. Par conséquent, le but de ce
rapport est de faire le bilan des actions réalisées depuis février 2015, plus précisément :
La caractérisation du comportement mécanique des différents mélanges ;
Le développement d’un montage expérimental pour les essais de fatigue ;
Le développement de la procédure expérimentale pour les essais de fatigue.
6
2. Comportement mécanique
2.1. Traction
2.1.1. Effets du taux d’acrylonitrile et d’hydrogénation
Des essais de traction ont été effectués sur des échantillons haltères avec une géométrie standard
H2. Ils ont été découpés à partir d’une plaque moulée par compression. La Figure 5 illustre l’effet du
taux d’ACN à température ambiante. En règle générale le mélange A44 a la plus grande rigidité avec
un allongement à la rupture intermédiaire, l’A24 a une rigidité moyenne avec le plus court
allongement à la rupture, et l’A36 a la plus faible rigidité avec le plus grand allongement à la rupture.
La Figure 6 illustre l’effet du taux d’hydrogénation à température ambiante. Globalement, la rigidité
et l’allongement à rupture diminuent avec une augmentation du taux d’hydrogénation. Ce résultat
semble être contraire à celui observé dans la littérature (Sawada, 1993). Mais il convient de noter
que l'échelle de taux d’hydrogénation était beaucoup plus grande (92%, 88%, et 0%) et que le
matériau n'était pas chargé au noir de carbone.
30
25
Contrainte nominale (MPa)
20
15 A44-Batch3
A36-Batch3
10 A24-Batch3
5
0
0 100 200 300 400 500
% elongation
Figure 5: Traction uniaxiale du HNBR à température ambiante, l’effet du taux d’ACN.
7
30
25
Contrainte nominale (MPa)
20
15 A36(H91)-Batch2
A36-Batch2
10 A36(H99.5)-Batch2
5
0
0 100 200 300 400 500 600
% elongation
Figure 6: Traction uniaxiale du HNBR à température ambiante, l’effet du taux d’hydrogénation.
2.1.2. Effets de la température et du chargement cyclique
Des essais ont été effectués sur des échantillons haltères plats. Ils ont été découpés à partir d’une
plaque moulée par compression. Les dimensions de l’échantillon sont présentées sur la Figure 7. Les
mélanges ont été soumis au chargement cyclique (vitesse de déformation de 1 mm/s) à température
ambiante (20oC) et à 100oC (Figures 4 à 7).
L’adoucissement a été observé pour chaque cycle et lorsque la température augmente. Il semble que
l’effet Mullins soit responsable de l’adoucissement au cours des cycles initiaux. De plus, un
allongement inélastique a été observé après le cycle initial ; ce comportement peut être considéré
comme du fluage cyclique (Mars, 2007). Il est plus conséquent à température ambiante par rapport
à 100oC et pour les mélanges avec le taux d’ACN élevé (Figure 12). Remarque : l’échantillon de l’A44-
24 a rompu après 2 cycles à 100oC ; l’échantillon de l’A24 a rompu au cours du chargement initial
dans les mêmes conditions.
8
Figure 7: Dimensions de l’échantillon pour des essais cycliques et de durée de vie en fatigue.
14
12
10
Contrainte nominale (MPa)
8
A44_20C_Cycle 1
6 A44_20C_Cycle 5
A44_100C_Cycle 1
4 A44_100C_Cycle 5
2
0
0 50 100 150 200 250
-2
Elongation (%)
Figure 8: Effets de la température et du chargement cyclique - A44.
914
12
10
Contrainte nominale (MPa)
8
A36_20C_Cycle 1
6 A36_20C_Cycle 5
A36_100C_Cycle 1
4 A36_100C_Cycle 5
2
0
0 50 100 150 200 250
-2
Elongation (%)
Figure 9: Effets de la température et du chargement cyclique - A36.
16
14
12
Contrainte nominale (MPa)
10
8 A44-24_20C_Cycle 1
A44-24_20C_Cycle 5
6
A44-24_100C_Cycle 1
4
2
0
0 50 100 150 200 250
-2
Elongation (%)
Figure 10: Effets de la température et du chargement cyclique – A44-24.
1014
12
10
Contrainte nominale (MPa)
8
6 A24_20C - Cycle 1
A24_20C - Cycle 5
4
2
0
0 50 100 150 200 250
-2
Elongation (%)
Figure 11 : Effet du chargement cyclique – A24.
30,00%
Echantillons rompus
25,00%
% allongement d'échantillon
20,00%
15,00% 20C
100C
10,00%
5,00%
0,00%
A44 A36 A24 A44-24
Figure 12: Allongement cyclique et effet de température.
112.2. Analyse mécanique dynamique (DMA)
2.2.1. Balayage en température
Les essais de DMA ont été réalisés en traction sur des bandes de largeur 4 mm et d’épaisseur 2 mm
avec un déplacement de ±2 µm. La température varie de -60 à 120oC. Pour l’ensemble des mélanges
étudiés, la transition d’une phase vitreuse à une phase caoutchoutique se produit à des
températures comprises entre -40 et -10oC à 1 Hz (Figure 13 à Figure 15). Les températures de
transition vitreuse pour 1, 10, et 100 Hz sont présentées dans le Tableau 2. Il convient de noter que
le pic de tangente delta de l’A44-24 est plus large que celui des autres mélanges ce qui indique la
présence des deux mélanges A44 et A24.
1,00E+09
Module élastique - G' (Pa)
1,00E+08
1,00E+07
1,00E+06
-60 -40 -20 0 20 40 60 80 100 120
Témperature, Celsius
A44 A36 A44-24 A24 A36H99 A36H91
Figure 13: Module de conservation E’ en fonction de la température (1 Hz).
1,00E+09
Modulus visqeux - G'' (Pa)
1,00E+08
1,00E+07
1,00E+06
1,00E+05
-60 -40 -20 0 20 40 60 80 100 120
Témperature, Celsius
A44 A36 A44-24 A24 A36H99 A36H91
Figure 14: Module de perte E’’ en fonction de la température (1 Hz).
121
Tan delta
0,1
0,01
-60 -40 -20 0 20 40 60 80 100 120
Témperature, Celsius
A44 A36 A44-24 A24 A36H99 A36H91
Figure 15: Tan delta en fonction de la température (1 Hz).
2.2.2. Température de transition vitreuse
La température de transition vitreuse, Tg, a été déterminée à l’aide du pic de tangente delta et les
résultats sont présentés dans le tableau ci-dessous. Généralement, à 1 Hz Tg varie de -40oC à -20oC.
Elle augmente avec le taux d’ACN et il n’y a pas de tendance claire pour le taux d’hydrogénation ; ces
résultats sont identiques à ceux de la littérature (Sawada, 1993). En outre, la fréquence a un effet
fort sur Tg.
Tableau 2 : Température de transition vitreuse.
DMA (tan delta peak) - oC
1Hz 10Hz 100Hz
A44 -20,2 -14,8 -6,9
A36 -30,1 -25,9 -20,3
A24 -39,9 -35,1 -28,1
A44-24 -27,1 -22,2 -16,3
A36H99 -20,9 -16,4 -10,2
A36H91 -23,9 -18,4 -12,4
Il faut noter que Tg pour le HNBR est plus élevée par rapport à d’autres caoutchoucs industriels
comme le NR (-70oC), le BR (-108oC), ou le SBR (-61oC). Par conséquent, on peut observer un
comportement inélastique plus marqué à température ambiante car on est très proche de Tg.
132.3. Comportement inélastique
2.3.1. Comportement cyclique
Au cours des essais cycliques à température ambiante, l’allongement de l’échantillon en fin d’essai et
la déformation résiduelle (après la recouvrance d’une semaine) sont observés pour des mélanges
avec les taux d’acrylonitrile (ACN) élevés (A44 et A36). L’allongement et la déformation résiduelle
pendant les essais cycliques (0-60 mm, 1 Hz, température ambiante) pour le mélange A44 sont
présentés sur la Figure 16. Ces phénomènes sont moins prononcés pour les taux d'ACN inférieurs. Un
tel comportement est problématique pour des essais de durée de vie en fatigue. La déformation
inélastique (viscoélastique et plastique) diminue l’élongation locale et, par conséquent, les durées de
vie sont plus longues si les essais sont pilotés en déplacement. Il apparait que ce comportement est
largement influencé par la température de transition vitreuse.
45
40
35
Allongement d'échantillon%
Allongement
30
25
Déformation
20
résiduelle
15
10
5
0
0 50000 100000 150000 200000 250000 300000 350000
Cycles
Figure 16: Allongement et la déformation résiduelle de l’A44 sous chargement cyclique (température ambiante)
(déformation imposée = 215%).
Des essais cycliques (0-60 mm, 1 Hz) sont ensuite effectués à des températures différentes afin
d’évaluer son impact sur l’allongement. Pour résumer, l’allongement instantané (c’est-à-dire la
longueur d’échantillon mesurée lors d’essai) après 1000 cycles à des températures différentes est
présenté sur la Figure 17. Les barres ombrées indiquent une rupture complète des échantillons avant
1000 cycles. Il est évident que l’allongement instantané diminue lorsque le taux d’ACN diminue. Et
comme prévu, l’allongement instantané diminue avec l’augmentation entre la température d’essai et
Tg.
1460,00%
50,00%
Allongement instantané, %
40,00%
20C
30,00% 50C
75C
20,00% 100C
10,00%
0,00%
A44 A36 A24 A44-24
Figure 17: Allongement des échantillons en fonction à la température (déformation imposée = 215%).
153. Essais de durée de vie en fatigue
3.1. Méthode expérimentale
3.1.1. Eprouvettes
Des essais cycliques et de durée de vie en fatigue ont été effectués sur des échantillons haltères
plats. Ils ont été découpés à partir d’une plaque moulée par compression. Les dimensions de
l’échantillon sont présentées sur la Figure 7. La géométrie est fondée sur l’échantillon H3 mais avec
une longueur réduite afin de tenir compte de la distance de mouvement limitée de la machine
d’essai, Instron E10000.
3.1.2. Machine d’essai et montage multi-mors
La machine d’essai de fatigue électrique Instron ElectroPulse E10000 a été utilisée. Les essais de
durée de vie en fatigue nécessitent de tester un grand nombre d’échantillons pour assurer la
représentativité statistique. Par conséquent, un montage a été spécialement développé pour tester
jusqu’à 8 échantillons simultanément (Figure 18). Cette installation se compose de 8 mors individuels
positionnés selon une configuration circulaire. Chaque mors est fixé à un capteur de charge 500 N de
type ‘S’ (HBM) qui peut être utilisé jusqu’à des températures de l’ordre de 150oC. L’utilisation des
mors individuels permet de surveiller l’état mécanique de chaque échantillon. Après un post-
traitement des données, on peut utiliser des critères différents sur les courbes de Wöhler : critères
en fonction de l’énergie (totale, élastique, ou dissipée), la contrainte ou l’élongation locale
couramment utilisée.
Figure 18: Montage pour des essais de durée de vie en fatigue (modèle CAO SolidWorks et montage usiné).
3.1.3. Conditions de chargement
En général, il existe deux approches pour effectuer des essais de durée de vie en fatigue. Un pilotage
en déplacement est plus pratique et est le plus souvent utilisé pour les essais de fatigue des
caoutchoucs ; ceci s’explique en partie par la faible rigidité de ces matériaux et les grandes
déformations élastiques qu’ils subissent. Pour cette approche, le paramètre qui est utilisé sur la
courbe de Wöhler est généralement l’élongation locale ou la déformation locale. La seconde
approche est le pilotage en force, qui est habituellement utilisé pour des matériaux rigides (comme
les métaux) où la grandeu d'intérêt est la contrainte. Dans les sections suivantes, plusieurs méthodes
d’essai de durée de vie en fatigue sont présentées avec quelques résultats.
16Initialement, des essais de durée de vie en fatigue ont été effectués avec un pilotage en
déplacement. Ces essais et les résultats correspondants sont présentés dans les Sections 3.2 et 3.3.
Cependant plusieurs problèmes ont été identifiés avec ce mode de pilotage. Ils sont également
détaillés dans ces sections. Le pilotage en force, un temps envisagé, s’est quant à lui avéré difficile en
pratique pour les raisons suivantes :
Problématique pour tester 8 échantillons en parallèle ;
La taille et la géométrie des échantillons ne permettent pas un contrôle précis avec un
pilotage en force. En effet, la force mesurée en compression et la raideur sont faibles en
raison de la géométrie mince ;
Par ailleurs, le comportement viscoélastique rend difficile le contrôle du vérin de la machine
d'essai à des fréquences proches de l'échelle de temps du comportement viscoélastique.
Par conséquent, une autre méthode avec pilotage en contrainte vraie est finalement proposée et
présentée en Section 3.4.
3.2. Essais préliminaires
Des essais de durée de vie en fatigue préliminaires sont effectués pour étudier l’influence du taux
d’ACN et de la température. La procédure expérimentale est la suivante :
Pilotage en déplacement : 60 mm amplitude (Δλ = 3,35 pendant le 1er cycle), R=0 ;
Fréquence : 2 Hz ;
Température : 20°C (ambiante), 50°C, 75°C et 100°C.
Les résultats sont présentés sur la Figure 19. Les durées de vie du matériau A24 sont les plus courtes
par rapport aux autres mélanges et la durée de vie est maximale aux environ de 50oC. Il apparait que
l’A24 est le seul mélange pouvant être testé à température ambiante. Pour les autres (A36, A44/24,
A44), la tendance générale de la durée de vie est logarithmique ; la durée de vie diminue
considérablement lorsque la température augmente. Comme indiqué précédemment, les longues
durées de vie à basse température sont dues aux déformations inélastiques. Pour ces mélanges, il
n’est pas pratique d’effectuer des essais de durée de vie à température ambiante à cause de durées
de vie très longues à l’amplitude maximale de la machine d’essai. Par conséquent, des essais de
durée de vie en fatigue doivent être effectués à des températures élevées. Sur le principe, cela ne
pose pas de problème étant donné que les HNBR sont souvent utilisés à chaud.
17120
100
80
Témperature, oC
A44-24
60
A44
A36
40 A24
20
0
1 10 100 1000 10000 100000 1000000 10000000
Nombre de cycles
Figure 19: Durées de vie en fatigue par rapport au mélange et à la température.
3.3. Résultats à haute température
On a décidé d’effectuer des essais à une température de 120oC parce que c’est la température
moyenne de fonctionnement des pièces en HNBR. On peut ainsi tester les mélanges à une
température bien plus élevée que la Tg. Le comportement en fatigue de tous les mélanges sera
comparé à 120oC. A l’avenir, nous prévoyons d’effectuer des essais pour des niveaux de température
relative (par rapport à Tg pour chaque mélange). Le mélange de référence est l’A36 testé à 120oC et
les températures pour les autres mélanges sont déterminées par la relation suivante :
ou est la température de transition vitreuse de l’A36 et est la température d’essai et
est la température de transition vitreuse du mélange. Les températures d’essai sont indiquées
ci-après :
Tableau 3 : Températures pour les essais de durée de vie en fatigue dans le cadre d’une deuxième campagne à venir.
Les températures d’essai (oC)
A44 A36 A24 A44-24 A36h99 A36h91
136,09 120,00 104,07 124,85 134,88 129,95
18Des premiers essais ont été effectués dans les conditions suivantes :
Pilotage en déplacement ;
Déplacement sinusoïdal, amplitude constante, rapport de charge R=0 ;
5 niveaux de chargement: 45 ; 37,5 ; 30 ; 22,5 et 15 mm (Δλ = 2,86 ; 2,59 ; 2,30 ; 2,00 ; et 1,67
pendant le premier cycle) ;
Fréquence variable pour assurer que la température de surface de l’échantillon est à 120oC
(air dans l’enceinte thermique à 110oC).
Les durées de vie moyennes en fatigue sont présentées sur la Figure 20. Les lignes en pointillés pour
le taux d’ACN de 44%, 24% et 44/24% sont utilisées car moins de 8 échantillons ont été testés par
niveau de chargement ; contrairement au matériau contenant 36% d’ACN pour lequel 8 échantillons
ont été testés et dont les résultats en fatigue sont représentés en trait plein.
3
2,8
2,6
2,4
Elongation locale, Δλ
2,2
A44
2
A36
1,8 A44-24
1,6 A24
1,4
1,2
1
1 10 100 1000 10000 100000 1000000 10000000
Durée de vie en fatigue, cycles
o
Figure 20: Durée de vie en fatigue du HNBR ; pilotage en déplacement à 120 C.
Il est évident qu'il y a un effet du taux d’ACN sur la durée de vie en fatigue. Elle augmente avec
l'augmentation du taux d’ACN. Pour l’A36, les expériences ont été arrêtées à 2 millions cycles au
niveau de chargement de Δλ = 1,67; ce seuil a été considéré comme la limite d’endurance.
Les comportements viscoélastiques et plastiques sont moins importants par rapport à ceux observés
aux températures plus basses. Cependant, il y a encore des déformations inélastiques. Comme les
essais sont pilotés en déplacement, à la position minimum d’une forme d’onde sinusoïdale on peut
observer l'allongement de l'échantillon; plus spécifiquement, on peut observer le flambement de
l'échantillon à la position minimale (Figure 21). Ceci est dû au fluage de la matière que l’on peut
observer également lors d’un cycle de charge-décharge ; toutefois le caractère cyclique de la
sollicitation de fatigue accentue ce fluage, que l’on peut donc qualifier ici de « cyclique ».
19Des longueurs initiale et déformée Des longueurs initiale et déformée après quelques cycles
Figure 21: Fluage d’échantillon sous chargement cyclique.
En outre, on peut observer la relaxation des contraintes pendant la durée des essais (Figure 22). La
relaxation initiale est due à l'effet Mullins comme indiqué précédemment ; la relaxation progressive
est due à l'allongement de l'échantillon et à l’endommagement du réseau polymère.
35
30
25
15 mm
Max Force, N
Charge(Traction:Cha
20 rge):Maximum (N)
30 mm
Charge(Traction:Cha
rge):Maximum (N)
15 45 mm
Charge(Traction:Cha
rge):Maximum (N)
10
5
0
0 1000 2000 3000 4000 5000
Cycles
Figure 22: Relaxation des contraintes pendant les essais de durée de vie en fatigue ; niveaux de chargement 15 mm, 30
mm et 45 mm.
Pour les essais de durée de vie en fatigue, ces deux comportements sont problématiques. Avec
l'allongement de l'échantillon et la relaxation des contraintes, l'état mécanique (dans ce cas,
l’élongation locale Δλ) change tout au long de la durée d’essai. Par conséquent, il est difficile de
déterminer exactement le chargement appliqué au matériau.
203.3.1. Méthode d’essai modifiée
Compte tenu du comportement du matériau, il serait préférable de piloter les essais en force.
Comme indiqué précédemment (Section 3.1.3), ils sont cependant difficiles à mettre en œuvre. Par
conséquent, la méthode d’essai avec pilotage en déplacement a été modifiée pour tenter de
résoudre les problèmes mentionnés précédemment. Le principe de base est de minimiser le
flambement de l'échantillon, c’est-à-dire de compenser l'allongement de l'échantillon. La position
minimum de forme d'onde sinusoïdale a été augmentée jusqu'à l’annulation de la force de
compression due au flambement ; l'amplitude est maintenue constante.
Un essai avec le mélange A36 a été effectué avec une amplitude de 30 mm (Δλ = 2,30 pendant le
premier cycle). L'évolution de la force maximale pendant toute la durée de l'essai est présentée sur la
Figure 23. La force maximale est quasi-constante après environ 5 cycles. Par conséquent, on peut
affirmer que cette méthode modifiée permet de se rapprocher d’un essai piloté en force. L'avantage
de la méthode modifiée est que plusieurs quantités mécaniques semblent être quasi-constantes au
cours de l’essai. Cependant, une étude sur l'évolution de l’élongation locale est nécessaire.
35
30
Force max, N
25
20
15
10
1 10 100 1000 10000 100000
Cycles
Figure 23: Evolution de force maximale suivant la méthode d’essais modifiée – A36 à 30 mm.
L’élongation locale a été mesurée avec la corrélation d’images numériques (CIN) (Figure 24).
L’élongation locale est supérieure à l’élongation globale durant les premiers cycles. Ensuite,
l’élongation locale se stabilise et semble converger vers l’élongation globale. Le comportement de
l'élongation locale est décrit plus en détails dans l'Annexe 1 (expérience de CIN et analyse par
éléments finis).
212,6
2,4
2,2
Elongation maximale
2
Global - DIC3
1,8
Local - DIC3
1,6
1,4
1,2
1
1 10 100 1000 10000
Cycles
Figure 24: Evolution de l’élongation vraie pendant les essais modifiés.
Par conséquent, cette procédure semble être plus performante que le pilotage en déplacement.
Toutefois, l’élongation locale n’est pas quasi-constante, la longueur de l'échantillon varie ainsi que sa
section transversale ce qui change la valeur de la contrainte vraie même si la force est quasiment
constante. Il est donc difficile de déterminer l’état mécanique réel du matériau au cours de l'essai.
3.3.2. Conclusion
Comme décrit dans les sections précédentes, le pilotage en déplacement est insatisfaisant. Aucune
des méthodes ne parvient à contrôler la contrainte ou l'élongation locale sur toute la durée de
l’essai ; le pilotage des essais avec l'élongation locale constante est problématique en raison du
comportement inélastique du matériau. Si aucune variable n’est commandée, il devient difficile
d'effectuer une analyse et une comparaison robuste entre la tenue en fatigue des différents
mélanges dans un premier temps, puis l’effet du vieillissement thermique et finalement les
couplages entre fatigue et vieillissement.
3.4. Pilotage en contrainte vraie constante
La mise en œuvre d'essais pilotés en contrainte vraie permettrait de résoudre le problème
mentionné ci-dessus. Cette valeur de contrainte constante doit être la contrainte maximale subie par
l'échantillon. Les essais seraient effectués par le calcul de la contrainte maximale vraie :
( )
22où F est la force et S est l’aire de la section déformée sur la durée d'un cycle. Cependant, il est
impossible de piloter les essais en force avec la configuration actuelle de la machine et de
l'échantillon. Par conséquent, les essais sont pilotés en déplacement et un script personnalisé de
pilotage de la machine a été développé ; celui-ci calcule la contrainte vraie en temps réel et fait des
ajustements spécifiques à la forme d'onde de déplacement afin d'atteindre cette valeur. Les
ajustements de déplacement sont petits, afin de conserver la stabilité de la machine d'essai.
La section déformée est calculée a priori par l'analyse par éléments finis et elle est comparée avec
des mesures de CIN. Les hypothèses pour le calcul de cette section déformée sont les suivantes :
L’aire S est une fonction du déplacement de la machine D (Figure 25) ;
Le matériau est considéré incompressible ;
La contrainte et le déplacement sont supposés en phase pour les fréquences d’essai (à partir
des résultats de DMA) ;
Le comportement plastique est négligeable à des températures élevées (120oC) ;
La formation de fissures à la fin de la vie de fatigue des échantillons est ignorée.
Les résultats de l'analyse par éléments finis sont présentés sur la Figure 26.
Figure 25 : Eprouvette de fatigue faisant apparaitre la section transversale S et le déplacement D.
239
8
7
Surface - S(D), mm^2
6
5
4 area (mm^2)
Poly. (area (mm^2))
3
2
1
0
0 10 20 30 40 50 60
Déplacement - D, mm
Figure 26 : Section transversale en fonction du déplacement.
Les essais initiaux ont été effectués sur un échantillon du mélange A44. Les résultats sont
prometteurs. En termes pratiques, la machine et le script développé permettent la stabilisation de la
contrainte vraie à une valeur constante et aussi celle de la forme d'onde de déplacement (Figure 27
et Figure 28). A partir des résultats, nous pouvons voir que le déplacement minimal est positif, que
les déplacements maximal et minimal augmentent légèrement pendant toute la durée de l'essai.
Une courbe de référence sera créée pour chaque niveau de chargement (valeur de contrainte vraie)
et chaque mélange. La courbe de référence sera utilisée pour tester 8 échantillons en parallèle.
4
3,5
3
True stress, MPa
2,5
2
1,5
1
0,5
0
0 500 1000 1500 2000 2500 3000 3500 4000
Cycles
Figure 27: Evolution de la contrainte vraie – mélange A44.
2425
20
Déplacement, mm
15
10
5
0
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
Cycles
Déplacement(Traction:Position numérique):Maximum (mm)
Déplacement(Traction:Position numérique):Minimum (mm)
Figure 28: Déplacement maximal et minimal pour une contrainte constante – mélange A44.
254. Conclusion et activités futures
Le comportement mécanique des mélanges de HNBR étudiés dans le présent projet présente des
défis pour les essais de fatigue. A température ambiante, les mélanges admettent des
comportements fortement viscoélastique et plastique. À des températures élevées, à laquelle les
pièces en HNBR sont généralement exploitées, le comportement plastique est pratiquement absent,
mais le comportement viscoélastique est observé. Une méthode expérimentale robuste est
nécessaire afin de proposer des comparaisons pertinentes entre les différents mélanges HNBR
étudiés (avec ou sans pré-vieillissement). Diverses méthodes expérimentales ont été explorées. Il
semble que les méthodes usuelles pour les essais de fatigue (pilotage en déplacement) ne sont pas
bien adaptées au cas du HNBR.
Les travaux à venir sont :
A court terme :
o Essais de durée la vie en fatigue. Nous prévoyons de choisir et de finaliser la
procédure pour des essais de durée de vie en janvier 2016 ; puis faire une courbe
de Wöhler pour le mélange A44 avec la méthode à contrainte vraie constante ;
o Développement de la méthode expérimentale pour les essais de propagation des
fissures de fatigue ;
o Analyse des données de l’étude préliminaire de la cristallisation sous tension qui
a été réalisée au laboratoire de Physique des Solides de l’Université d’Orsay le 8
décembre 2015, en collaboration avec Pierre-Antoine Albouy ;
A plus long terme :
o Essais de fatigue (durées de vie et propagation) pour les mélanges pré-
vieillis (température de vieillissement à définir) ;
o Essais de fatigue (durées de vie et propagation) à la température de
vieillissement ;
o Essais de propagation des fissures de fatigue ;
o Modélisation phénoménologique du vieillissement thermique ;
o Développement d’un second modèle pour le couplage entre fatigue et
vieillissement thermique ;
o Etude plus approfondie de la cristallisation sous tension du HNBR.
265. Références bibliographiques
[1] Bhattacharjee, S., A.K. Bhowmick and B.N. Avasthi. "Degradation of Hydrogenated Nitrile
Rubber." Polymer Degradation and Stability 31 (1991): 71-87.
[2] Hashimoto, K., et al. "Specialty Elastomers for Automotive Applications." Rubber Chemistry
and Technology 70 (1998): 451-519.
[3] Wrana, C., K Reinartz and H.R. Winkelbach. "Therban - The High Performance Elastomer for
the New Millennium." Macromolecular Materials and Engineering 286.11 (2001): 657-662.
[4] Keller, R. Practical Guide to Hydrogenated Nitrile Butadiene Rubber Technology. Shawbury,
UK: Smithers Rapra Technology Ltd, 2012.
[5] Klingender, R.C. Handbook of Specialty Elastomers. Boca Raton, FL, USA: CRC Press, 2006.
[6] Mars, W. V. (2007). Fatigue Life Prediction for Elastomeric Structures. Rubber Chemistry and
Technology: 80(3), 481-503.
[7] Nakagawa, T., T. Toya and M. Oyama. "Ozone Resistance of Highly Saturated Nitrile Rubber
(HNBR)." Journal of Elastomers and Plastics 24 (1992): 240-261.
[8] Osaka, N., M. Kato and H. Saito. "Mechanical Properties and Network Structure of Phenol
Resin Crosslinked Hydrogenated Acrrylonitrile-Butadeine Rubber." Journal of Applied
Polymer Science (2013): 3396-3403.
[9] Sawada, H. (1993). Hydrogenated Nitrile Rubber. International Polymer Science and
Technology: (21)2, 653-660.
[10] Severe, G. and J.L. White. "Physical Properties and Blend Miscibility of Hydrogenated
Acrylonitrile-Butadeine Rubber." Journal of Applied Polymer Science 78 (2000): 1521-1529.
[11] Tao, Z., et al. "Heat Resistant Elastomers." Rubber Chemistry and Technology 78.3 (2005),
489-515.
[12] Wei, Z., et al. "Study on wear, cutting and chipping behaviors of hydrogenated nitrile
butadiene rubber reinforced by carbon black and in-situ prepared zinc dimethacrylate."
Applied Polymer Science 124.6 (2011): 4564-4571.
[13] Zetpol Product Guide. Louisville, KY, USA: Zeon Chemicals LP, 1999.
[14] Zetpol Technical Manual. Lousiville, KY, USA: Zeon Chemicals LP, n.d.
27Annexe 1 : Investigation d’élongation locale sous chargement cyclique
Pour les essais pilotés en déplacement, l’élongation locale est un paramètre qui est utilisé pour
décrire l'état mécanique du matériau :
ou est une longueur déformée et est une longueur initiale.
L’élongation locale a été mesuré expérimentalement par corrélation d'images numériques (CIN) (DIC
– digital image correlation en anglais) et par l'analyse par éléments finis (Abaqus). Les résultats
montrent que les effets viscoélastiques doivent être considérés pendant la détermination de
l’élongation locale sous chargement cyclique. En outre, il apparaît que la mesure de l’élongation
locale est fortement dépendante de sa définition. Enfin, l'évolution de l’élongation locale a été suivie
pour la méthode d’essai de durée de vie en fatigue modifiée.
Dans la première expérience de la CIN, l'effet de la vitesse de déformation (ou fréquence) a été
mesurée pour évaluer l’effet de la viscoélasticité sur l’élongation locale. L'échantillon a été chargé et
déchargé 3 fois (forme d'onde triangulaire). La vitesse de déformation varie de 0,01 mm/s à 120
mm/s. Les élongations locales ont été mesurées avec 2 lignes peintes (une longueur de référence de
2,5 mm). 10 mesures ont été effectuées pour chaque cycle de chargement-déchargement pour des
vitesses de déformation allant jusqu'à 0,1 mm/s; pour les grandes vitesses de déformation,
l’élongation locale a été mesurée à des positions maximales et minimales en raison de limitations de
l'équipement et des contraintes de temps.
La mesure de l’élongation est présentée sur la Figure 29. En raison de la géométrie de l’échantillon,
on peut observer la relation non-linéaire entre l’élongation locale et le déplacement appliqué
(l’élongation globale). Aussi, à première vue, il semble y avoir un effet négligeable de la vitesse de
déformation sur l’élongation locale. Cependant, on peut observer une augmentation de l’élongation
locale à la fin du premier cycle pour toutes les vitesses de déformation. Par conséquent, l’élongation
locale au déplacement maximal du deuxième cycle doit être calculée en référence au début de
deuxième cycle. On peut introduire une définition de l’élongation locale « vraie » à chaque cycle :
ou et sont respectivement les longueurs à l’état déformé et au début du cycle i. L’élongation
locale vraie est présentée sur la Figure 30. On peut observer l'effet de la vitesse de déformation par
mesure de l’élongation locale vraie. Les élongations diminuent quand la vitesse de déformation
augmente. De façon générale, l’élongation locale vraie devient inférieure à l’élongation globale pour
les vitesses de déformation supérieures à 30 mm/s (fréquence 0,5 Hz) au bout d’un certain nombre
de cycles.
282,6
2,4
2,2
Elongation
2
1,8
1,6
1,4
1,2
1
0 0,5 1 1,5 2 2,5 3
Cycle
Local Stretch Ratio - 0.01mm/s - 0.000167Hz Local Stretch Ratio - 0.1mm/s - 0.00167Hz
Local Stretch Ratio - 1mm/s - 0.0167Hz Local Stretch Ratio - 10mm/s - 0.167 Hz
Local Stretch Ratio - 30mm/s -0.5 Hz Local Stretch Ratio - 60mm/s -1.0 Hz
Local Stretch Ratio - 90mm/s -1.5 Hz Local Stretch Ratio - 120mm/s -2.0 Hz
Global Stretch Ratio
Figure 29: Effet de la vitesse de déformation sur le vrai rapport d’étirement.
2,6
2,4
2,2
Elongation
2
1,8
1,6
1,4
1,2
1
0 0,5 1 1,5 2 2,5 3
Cycle
Local Stretch Ratio - 0.01mm/s - 0.000167Hz Local Stretch Ratio - 0.1mm/s - 0.00167Hz
Local Stretch Ratio - 1mm/s - 0.0167Hz Local Stretch Ratio - 10mm/s - 0.167 Hz
Local Stretch Ratio - 30mm/s - 0.5 Hz Local Stretch Ratio - 60mm/s -1.0 Hz
Local Stretch Ratio - 90mm/s -1.5 Hz Local Stretch Ratio - 120mm/s -2.0 Hz
Global Stretch Ratio
Figure 30: Effet de la vitesse de déformation sur l’élongation locale vraie.
29Vous pouvez aussi lire