GDELS-Mowag GmbH La planification industrielle : se préparer pour l'avenir - Wertfabrik
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Référence client
GDELS-Mowag GmbH
La planification industrielle :
se préparer pour l’avenir
Rapport de référence General Dynamics European Land Systems-Mowag
GmbH, Kreuzlingen
La société General Dynamics European Land
Systems-Mowag GmbH (GDELS-Mowag) implantée
à Kreuzlingen développe, produit et vend des
véhicules à pneus tout terrain (certains blindés)
pour applications militaires et civiles. Parmi
ses produits célèbres, on compte les véhicules
à pneus PIRANHA utilisés par l’armée suisse, le
tout terrain DURO, ou encore le nouvel EAGLE, qui
allie les dernières technologies de blindages à la
meilleure mobilité pour sa classe.
Grâce à de nombreuses commandes en grands volumes traitées à
long terme, l’entreprise est assurée de fonctionner à plein régime pendant
longtemps. L’effectif actuel de 620 employés devrait s’accroître pour atteindre
quelques 750 personnes dans les prochaines années.
« Planification de l’agencement futur de
l’atelier de production »
Photo : EAGLE 6x6.
Situation initiale
L’infrastructure existante de GDELS-Mowag se situe pour des raisons historiques à
Kreuzlingen, au nord et au sud de la rue Unterseestrasse, une situation qui n’est plus
idéale aujourd’hui. Au cours du processus de production, les produits doivent transi-
ter plusieurs fois d’un côté et de l’autre de la rue. L’espace est désormais insuffisant
pour traiter toutes les commandes de manière efficace.
C’est pour cette raison que l’entreprise s’est décidée dans le cadre du projet « PLANT
2020 » à délocaliser la production de véhicules (serrurerie, sablage, sellerie, assem-
blage) vers un nouveau site à Tägerwilen et à évacuer le côté sud de l’Unterseestrasse.
Notamment, l’atelier mécanique comprenant au total près de 80 machines et instal-
lations est déplacé du sud au nord.
Wertfabrik a été chargé, en collaboration avec une équipe GDELS-Mowag-Team sous
la direction de René Dütsch, de planifier l’agencement futur de l’atelier mécanique.
Pour cela, l’agencement actuel orienté atelier doit évoluer vers un agencement futur
axé sur le flux de valeur, et ce, afin d’optimiser les flux de matériaux et les temps de
cycles. Dans l’atelier mécanique, on fabrique avant tout des composants pour la
transmission des véhicules (Driveline). Pour une transmission, ce sont environ
70 composants qui sont fabriqués dans l’atelier mécanique. Les principaux procédés
de production utilisés incluent le tournage, le fraisage, le trempage, la rectification,
le taillage d’engrenage, le brochage, le lavage ou l’inspection par poudre magnétique.
Afin de réduire encore les trajets d'acheminement, l’atelier de trempage doit égale-
ment changer d’emplacement et être davantage automatisé.
2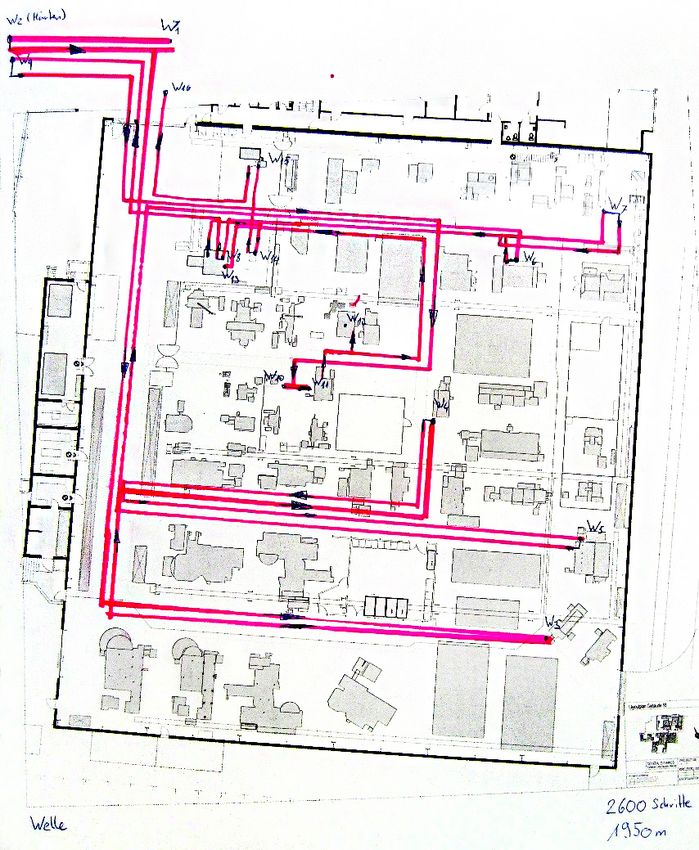
« L’identification de chaque famille de
produit à la base de la planification »
Photo : transmission (Driveline)
Solution
La planification industrielle classique effectuée sous le nom de projet « Driveline
2020 » comprend trois phases.
Analyse de la
1 situation actuelle 2 Usine idéale 3 Usine réelle
Photo : phases de la planification industrielle « classique »
1. Analyse de la situation actuelle
Lors de la phase d’analyse de la situation actuelle, le but est de concevoir une matri-
ce produit-procédé afin d’identifier les familles de produit, classées par flux de va-
leur similaire. Une première matrice séparait les arbres, les roues dentées, les bri-
des, les fusées d’essieu et les carters.
Une analyse du flux de valeur a été effectuée pour chacune des familles de produits,
et les distances actuellement parcourues lors de la production ont été esquissées et
mesurées.
3
« Taux d’utilisation équilibré des machines
grâce à la répartition structurée des flux de
valeur »
Photo : acheminement actuel en production d’un « arbre ».
Ensuite, les temps de fonctionnement attendus pour les différents produits ont été
multipliés par le nombre de pièces attendu et additionnés par machine. Il en est res-
sorti qu’une catégorisation dans ces familles de produits ne donnait pas le résultat
attendu, à savoir des flux de valeur avec le moins de croisements possibles. Notam-
ment, avec cette répartition des flux de valeur, certaines machines étaient fortement
surchargées tandis que d’autres ne montraient pas un taux d’utilisation suffisant.
Une catégorisation entre « grosses pièces avec beaucoup de tournage », « petites pièces
avec beaucoup de tournage », « grosses pièces avec beaucoup de fraisage » et « petites
pièces avec beaucoup de fraisage » s’est avérée bien plus prometteuse. Même avec une
telle classification, les flux de valeur ne sont pas totalement « homogènes », mais le taux
d’utilisation de chaque machine est beaucoup plus équilibré. L’équipe de projet a décidé
de passer à la phase suivante de la planification avec cette catégorisation.
2. Usine idéale
Avant l’agencement effectif, l’équipe a déterminé quelques principes à prendre en
compte absolument (par exemple, l’intégration d’un atelier de formation et d’un
département outillage), puis a défini et pondéré les critères d’évaluation, gui ont per-
mis par la suite de comparer les variantes d’agencement réel. Une grande impor-
tance a été accordée à la flexibilité de la gestion, à la possibilité d’utiliser plusieurs
machines et à un espace suffisant pour une automatisation future.
4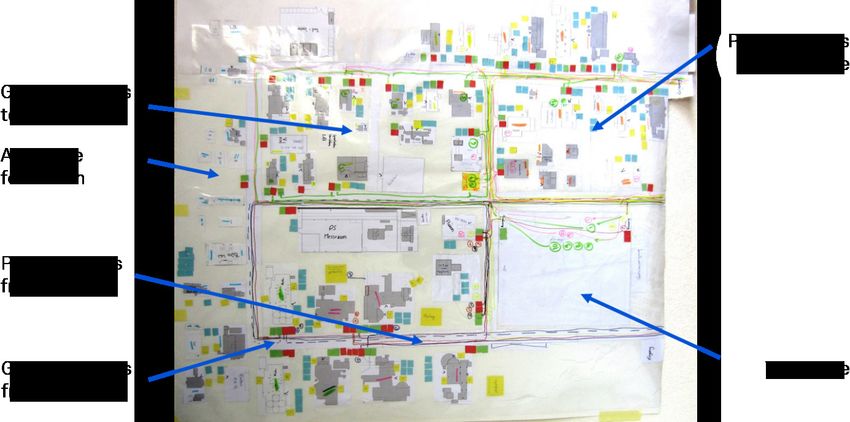
« Planification ‹à partir de zéro› de l’usine
idéale par le biais de critères d’évaluation
pondérés »
Critères Trajets Opération Espace Évolutivité/ Flux de Espace de Circuits Flexibi- Total Points
courts de plusieurs pour remplace- matériaux travail logistiques lité de de
(person- machines l’automa- ment aisé dirigés suffisant adaptés la classe-
nel) tisation par groupe autour des (compatibles gestion ment
machines avec des (équipe)
chariots)
Trajets courts (personnel) 1 0 0 0 0 0 1 0 2 1
Opération de plusieurs
machines 2 1 1 2 2 1 2 1 12 7
Espace pour
l’automatisation 2 1 1 2 2 1 1 0 10 6
Évolutivité/remplacement
aisé par groupe 2 0 0 1 0 0 0 0 3 2
Flux de matériaux dirigés 2 0 0 2 1 2 2 0 9 5
Espace de travail suffisant
autour des machines 2 1 1 2 0 1 2 0 9 5
Circuits logistiques
adaptés (compatibles avec 1 0 1 2 0 0 1 0 5 3
des chariots)
Flexibilité de la gestion
2 1 2 2 2 2 2 1 14 8
(équipe)
Photo : critères d’évaluation pondérés
L’usine idéale correspond à un agencement idéal planifié « à partir de zéro », sans
prendre en compte les contraintes inhérentes à l’infrastructure. Ce « détour » par
l’usine idéale vaut le coup, car l’expérience démontre qu’on obtient de meilleurs ré-
sultats ainsi plutôt qu’en prenant directement en considération les contraintes tech-
niques liées aux bâtiments.
Situation Réelle Réelle
Réelle Réelle Idéale
actuelle 1 6
X
Réelle Réelle
2 5
Réelle Réelle
20XX 20XX
Réelle Réelle
3 4
Ne permet pas un agencement optimal potentiel non exploité
Se rapproche de l’usine idéale
Photo : le détour par l’usine idéale permet de s’assurer qu’aucun potentiel n’est perdu.
L'usine idéale n’est bien sûr pas réalisable à 100 %. Le besoin en surface seul serait
deux fois plus large que l’espace dont on dispose en réalité.
5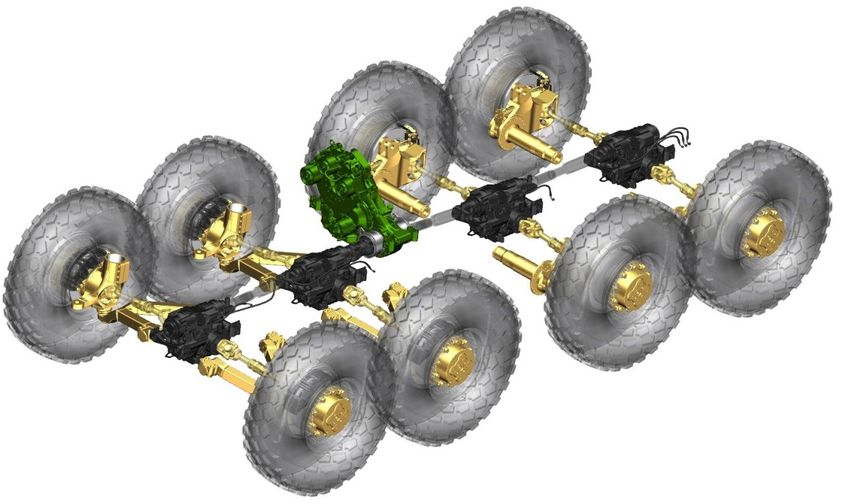
« De l’analyse de la situation actuelle à
l’usine réelle, en passant par l’usine idéale »
Photo : agencement de l’usine idéale
3. Usine réelle
Lors de la phase « usine réelle », on prend désormais en compte les contraintes réel-
les de l'infrastructure pour l’agencement. Durant cette phase, le but est de
s’approcher le plus possible de l’agencement idéal malgré les limitations existantes.
L’équipe de projet a mis au point trois variantes différentes de l’usine réelle et les a
comparées dans le cadre d’une analyse coûts-bénéfices à l’aide des critères
d’évaluation définis auparavant.
Pour chacune des variantes d’agencement, les flux de matériaux de chaque catégorie
de produit ont été dessinés afin de se faire une idée de la façon dont ils seront produ-
its à l’avenir.
Le travail d’agencement a été effectué de manière « analogique » sur papier et non
pas « numérique », ce qui permet un meilleur travail d’équipe.
Photo : travail d’équipe
L’analyse coûts-bénéfices n’a pas fait ressortir de favori incontestable. Chacune des
trois variantes avait ses forces et ses faiblesses. C’est pourquoi une quatrième vari-
ante a été mise au point, dans une tentative de combiner les forces des autres vari-
6 antes, ce qui a heureusement très bien fonctionné.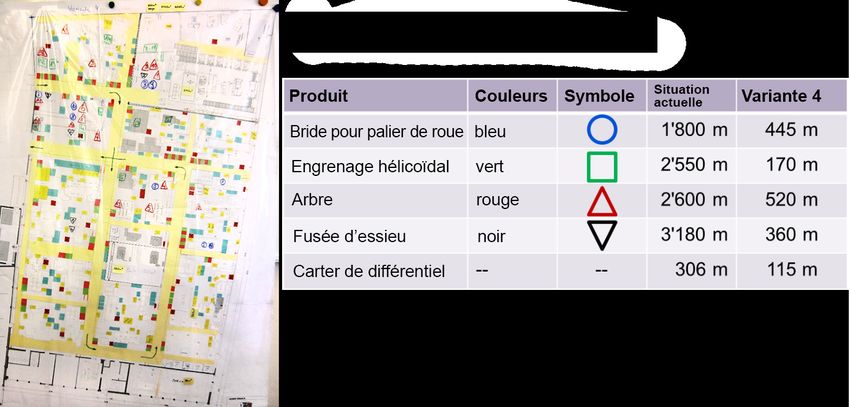
« Combinaison des forces des trois variantes
pour un résultat optimal »
Photo : variante 4 avec représentation des trajets de l’intralogistique
Cette variante a aussi été soumise à une analyse coûts-bénéfices et s’est démarquée
comme la grande gagnante.
Critères Points Variante 1 Variante 2 Variante 3 Variante 4
Évaluation ASW Évaluation ASW Évaluation ASW Évaluation ASW
Trajets courts (personnel) 2 2 4 1 2 3 6 4 8
Opération de plusieurs
12 3.5 42 1 12 2 24 3.5 42
machines
Espace pour
l’automatisation 10 2.5 25 2.5 25 2.5 25 2.5 25
Évolutivité/remplacement
aisé par groupe 3 3 9 1 3 2 6 4 12
Flux de matériaux dirigés 9 1 9 4 36 2 18 3 27
Espace de travail suffisant
autour des machines 9 2 18 1 9 3 27 4 36
Circuits logistiques adaptés
(compatibles avec des 5 2 10 1 5 3 15 4 20
chariots)
Flexibilité de la gestion
(équipe) 14 4 56 1 14 2.5 35 2.5 35
Total 173 106 156 205
Classement 2 4 3 1
Photo : analyse coûts-bénéfices pour la variante 4 en tête
Résultats
Après mise en œuvre du nouvel agencement, les trajets d'acheminement de chaque
composant seront réduits de façon significative par rapport à aujourd’hui. Par exemple,
pour un engrenage hélicoïdal, la distance est réduite de 90 % ; pour un arbre, de 80 %.
7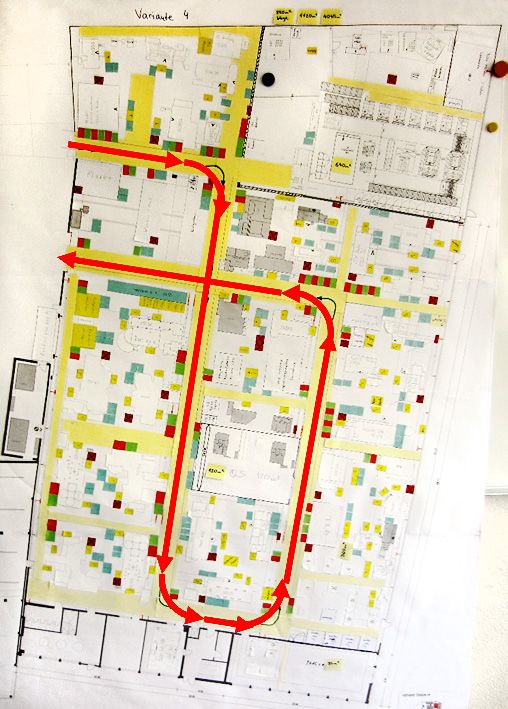
« Des trajets d’acheminement jusqu’à 90 %
plus courts qu’avant »
Photo : comparaison des trajets d’acheminement entre la situation actuelle et la variante 4
D’ici la mise en œuvre fin 2018, il reste beaucoup à faire. Entre autres, il faudra nu-
mériser la variante 4, valider sa faisabilité avec l’ingénieur structure, mettre en place
et tester l’intralogistique, donner un élan aux investissements de remplacement,
ainsi que réduire peu à peu la taille des lots afin d’avoir moins de marchandises en
production, car il n’y aura plus assez d’espace.
L’élaboration en équipe avec des représentants de tous les secteurs de production
était très enrichissante. L’entente entre tous et le respect mutuel, ainsi que la grande
discipline au travail ont permis de porter et mener à bien le projet dans le délai impar-
ti de six semaines.
Équipe de projet
• Martin Brotbeck
• Ewald Pugl
• Peter Herr
• Andreas Kellenberger
• René Dütsch (PL)
• Rosemarie Leppek
• Nicolas Gloor
• Pascal Bosshard
(de gauche à droite)
Photo : équipe de projet de General Dynamics European Land Systems-Mowag GmbH
Responsables du projet
René Dütsch, responsable processus d’amélioration continue de
General Dynamics European Land Systems – Mowag GmbH
Dr. David Moser, partenaire dirigeant de Wertfabrik AG
8
« Wertfabrik conseille et soutient les entreprises » Nous mettons en cadence vos activités créatrices de valeur. Nous accompagnons des « entreprises minces » sur le chemin Lean en collaboration étroite avec nos donneurs d’ordre. Ici, nous vous présentons une sélection de nos clients de diffé- rents domaines auprès desquels nous sommes déjà intervenus. Le conseil en gestion d’entreprise Wertfabrik est votre partenaire en matière de gesti- on des processus. Avec la méthodologie Lean, nous simplifions vos processus dans l’ensemble des domaines de l’entreprise. Transformez votre entreprise avec nous en une entreprise Lean. Avec nous, vous améliorez durablement votre efficacité et la liv- raison dans les délais et réduisez vos coûts et votre temps de livraison. Vous profitez de notre approche systématique et de notre longue expérience dans la gestion Lean. Tous nos conseillers disposent d’une expérience de la direction dans des entreprises performantes. Vous trouverez de plus amples informations sur Wertfabrik à l’adresse : www.wertfabrik.ch ; www.wertblog.ch Wertfabrik – De la valeur ajoutée pour votre entreprise.
Vous pouvez aussi lire

















































