Croissance et Caractérisation de Nanofils de Silicium
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Ecole Normale Supérieure de Lyon
Université Claude Bernad Lyon 1 Avril - Juillet 2007
Stage de Master Recherche 2me année :
Croissance et Caractérisation
de Nanofils de Silicium
Fabrice Oehler
?
Laboratoire Silicium Nanoélectronique Photonique et Structure
(CEA/DSM/DRFMC/SP2M/SiNaPS)
Encadrants : Pascal Gentile (CEA), Thierry Baron (CNRS)
ECOLE NORMALE SUPERIEURE DE LYON
Résumé
Résumé
Avec une taille nanométrique contrôlée et une méthode de croissance relativement simple, les nanofils
semiconducteurs sont les premiers nano-objets réalisés par approche "bottom-up" dont on envisage la
fabrication en masse. Ils sont pressentis dans des rôles de capteur, de transistor ou simplement de connecteur
entre deux autres composants. Aussi, il est impératif de maîtriser leurs propriétés électriques en plus de
leurs dimensions et positionnement.
A l’instar des semiconducteurs classiques, le dopage des nanofils de silicium semble être une solution
simple pour contrôler la conductivité électrique et permettre la réalisation de fonctions électroniques variées.
Sensible aux propriétés de surface, la croissance des nanofils en présence de dopant n’est pas triviale. Ce
travail présente donc les changements morphologiques observés sur les nanofils de silicium, lorsqu’on réalise
leur croissance par "dépôt chimique en phase vapeur" en présence du dopant aluminium.
Suivant la température et la concentration en aluminium dans le mélange réactif, diverses structures ont
été obtenues : absence de croissance, pyramides, "nano-arbres" et finalement nanofils.
La caractérisation électrique de ces nanofils de silicium atypiques est actuellement en cours dans le
laboratoire et les premiers résultats semblent indiquer une conductivité meilleure que les nanofils de silicium
standards, sans aluminium.
Le travail présenté ici ainsi que les compétences acquises pendant ce stage seront mis à profit dans une
prochaine étude, au spectre plus large, qui sera réalisée pendant la thèse.
i
Table des matières
Table des matières
Résumé i
Introduction 1
1 Contexte 2
1.1 "Top-down" et "Bottom-up" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 Dépôt Chimique en phase Vapeur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.3 Nanofils de silicium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.4 Dopage du silicium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2 Dopage (2D) 6
2.1 Le dopage Aluminium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.1.1 Dopage du SiC par Al . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.1.2 CVD et montage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.2 Résultats expérimentaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.2.1 Expériences réalisées . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.2.2 Analyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.3 Commentaires et Perspectives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3 Méthodes de dépôt de catalyseur 9
3.1 Méthodes existantes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.1.1 Implantation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.1.2 Démouillage d’or . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.1.3 L’alumine nanoporeuse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.1.4 Réduction in-situ de micelles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.1.5 Colloïdes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.2 Améliorations proposées . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.3 Résultats . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.4 Analyse et perspectives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
4 Croissance sans aluminium 12
4.1 Conditions expérimentales et résultats . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
4.2 Influence de la température . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
4.3 Influence de l’orientation cristalline du substrat . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
4.4 Perspectives et mécanisme VLS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
5 Croissance avec Aluminium 15
5.1 Croissance à haute température, 850°C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
5.1.1 Effet "lissant" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5.1.2 Influence de l’orientation cristalline . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
5.2 Croissance condition "nanofils", 750°C et 650°C . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
5.2.1 Morphologie à 750°C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
5.2.2 Morphologie à 650°C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
5.2.3 Analyse et interprétation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
5.3 Croissance condition "nanofils", 500°C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
5.3.1 Flux de silane normal, 20 sccm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
5.3.2 Flux de silane important, 50 sccm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
5.4 Caractérisation et perspectives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
6 Récapitulatif des structures obtenues 22
Conclusion 23
Remerciements 24
Annexes 25
A Mesure électrique du dopage : capacité-tension 25
B Diagrammes binaires 29
Références 31
ii
Introduction
Introduction
Les propriétés physiques des matériaux de basse dimensionalité suscitent un grand intérêt dans la commu-
nauté scientifique. Dans le domaine des nanotechnologies, l’accent est mis sur les structures uni-dimensionnelles
(1-D) comme les nanofils ou les nanotubes, et les systèmes confinés (0-D), tels que les boites quantiques.
Les nanofils sont des structures modèles qui permettent d’étudier les effets de la taille et de la dimensionalité
sur les propriétés mécaniques[1], électriques[2] ou optiques des matériaux.
En plus de ces recherches fondamentales, d’importantes études sont en cours afin d’utiliser ces nouvelles
structures et leurs propriétés associées dans des "nano-objets" à vocation électronique[3], opto-électronique[4]
électro-mécanique[5] ou biologique [6].
En se concentrant sur le matériau Silicium, emblématique de l’industrie micro-électronique, le laboratoire
SiNAPS, Silicium Nanoélectronique Photonique et Structure 1 , le LTM, Laboratoire des Technologies de la
Microélectronique 2 et le Leti-DOPT3 ont développé des compétences particulières dans la croissance de Nanofils
de Silicium [7, 8, 9] et l’utilisation de ces nanofils dans des dispositifs optiques[10].
Ce rapport résume les approfondissements apportés pendant les quatre mois de stage à la partie croissance
de nanofils et plus particulièrement dans le domaine du dopage.
La première partie de ce document est dédiée à une description simple du dopage du Silicium et des moyens
techniques nécessaires à la croissance des nanofils.
La caractérisation du dopage dans les fils étant une tâche peu aisée, les premiers tests on été réalisés avec des
couches minces de Silicium(2D). La deuxième partie de ce rapport présente la modulation de dopage de ces
couches 2D en fonction des conditions expérimentales de dépôt.
La croissance de nanofils nécessite en général une préparation particulière de la surface et l’utilisation de
catalyseurs spécifiques[11]. La troisième partie de ce rapport montre les problèmes et les solutions mises en
place pour la préparation des substrats utilisés en croissance.
Combinant les résultats des deux parties précédentes, le dopage et la catalyse, la quatrième et dernière partie
de ce rapport s’attache à montrer l’influence du dopant sur la morphologie des nanofils.
La principale originalité du travail présenté ici est l’utilisation d’impuretés dopantes pendant la croissance
pour réaliser "la Croissance de Nanofils de Silicium Dopés".
Les résultats obtenus sur la croissance et le dopage des nanofils pendant ce stage posent les bases d’une étude
plus importante sur les mécanismes de conduction électrique dans les nanofils de Silicium.
1 CEA/DSM/DRFMC/SP2M/SiNaPS sur le site du CEA grenoble
2 CNRS/LTM sur le site du CEA grenoble
3 CEA/DRT/LETI/DOPT, Département d’optronique du Laboratoire d’Electronique de Technologie de l’Information
1
1. Contexte
1 Contexte
1.1 "Top-down" et "Bottom-up"
Depuis début 2007, Intel possède une chaîne de fabrication, aussi appelée "fab" dans le jargon du milieu,
de microprocesseurs grand public, les Core 2 Duo, gravés à une finesse de 65 nm.
Fin 2007, Intel disposera d’une "fab" sur substrat 300mm, gravé en 45 nm pour la production de leur nouveau
processeur (Penryn)4 . D’autres constructeurs, comme IBM, annoncent d’importants progrès technologiques en
gravure5 leur permettant de graver en 25 nm d’ici 2009.
Il y a quelques années, on opposait encore les deux approches suivantes :
– l’approche "top-down" , retenue par l’industrie micro-électronique, procède par cycles successifs de dépôt
et gravure pour fabriquer les composants électroniques.
Avec cette technologie, la taille des structures est limitée par la finesse des masques de gravure et les
procédés optiques de projection.
– l’approche "bottom-up" , plus marginale, vise à faire croître directement sur le substrat la structure
voulue, en se reposant sur des phénomènes d’auto-organisation ou l’utilisation de surface "patternée"6 ,
pour disposer les composants de manière contrôlée.
Partant de briques de base atomiques ou presque, les approches "bottom-up" pourraient permettre de
fabriquer des composants de taille nanométrique plus petits que l’approche "top-down" et à moindre
coût.
Cependant les problèmes technologiques et scientifiques sont très importants et la quasi-totalité des
procédés "bottom-up" n’en sont pour l’instant qu’au stade expérimental.
Avec des procédés commerciaux de gravure atteignant la dizaine de nanomètres, les approches "top-down"
atteignent des finesses auparavant réservées aux seuls procédés de croissance. Compte tenu de la différence de
maîtrise technologique, il est peu probable de voir les approches "bottom-up" concurrencer les technologies de
gravure pour la fabrication des composant usuels (transistors, résistance), au moins pour quelques années encore.
On pourrait donc penser que l’intérêt des approches "bottom-up" est limité. Cependant il faut garder à
l’esprit que les géométrie des structures obtenues ne sont pas du tout les mêmes : les procédés de gravure
restent limités à des structures presque plates (2D) tandis que les procédés de croissance évoluent dans les trois
dimensions (3D).
L’intérêt de l’approche "bottom-up" est donc de concevoir et imaginer de "nouveaux" composants, en
utilisant la liberté accordée par les différents modes de croissance. Ces nouveaux composants pourraient ensuite
être incorporés dans des circuits existants, trouvant ainsi une application à court terme.
Dans cette optique d’intégration, les nanofils de silicium sont des objets très prometteurs. En effet, la très
grande majorité des procédés de fabrication (gravure) étant développée pour ce matériau, on peut profiter de
plusieurs facilités :
– une partie du savoir-faire technique des procédés silicium usuels est transférable directement aux nanofils
de silicium
– le matériel utilisé pour la croissance est standard dans l’industrie microélectronique
– l’utilisation à grande échelle et l’incorporation dans les chaînes de production existantes est envisageable
En particulier, la synthèse des nanofils de silicium est réalisée par "dépôt chimique en phase vapeur", CVD7
en anglais , un procédé de fabrication standard, à la base des dépôts industriels de couches minces.
4 pour plus d’informations : www.intel.com/technology
5 procédé de gravure humide utilisant une optique à immersion en éclairage en ultraviolet. Pour plus d’information : www.ibm.com
6 les sufaces "patternées" présentent des motifs réguliers qui sont dessinés et localisés par une intervention humaine (masque de
dépôt, lithographie). Elles s’opposent dans leur fabrication aux surfaces auto-organisées, sur lesquelles la localisation et la forme de
structures sont contrôlées exclusivement par les conditions générales de fabrication (pression/température/. . .)
7 CVD : Chemical Vapor Deposition
2
1.2 Dépôt Chimique en phase Vapeur
1.2 Dépôt Chimique en phase Vapeur, CVD
Le dépôt chimique en phase vapeur, CVD, est un des outils les plus performants pour le dépôt de couches
minces à une échelle industrielle. Par rapport aux autres méthodes comme la sublimation ou l’évaporation,
la CVD utilise des gaz précurseurs réactifs qui se décomposent sur l’échantillon sous certaines conditions de
température et de pression.
Une très grande variété de matériaux peut Tube Chauffage Echantillon Suscepteur en graphite
être déposée par CVD, car beaucoup de (Plate)
précurseurs sont disponibles sur le marché.
Pompage
De plus, en ne travaillant pas sous (ultra)vide
Entrée gaz
mais avec une phase gazeuse à pression ré-
duite (20 mbar à 500 mbar), les vitesses
de croissance sont plus rapides qu’avec les Gaz porteur H2
autres méthodes. Les couches déposées pré- SiH4
AlMe3
P = 20 mbar Pompage
T = 500 - 900 °C
sentent aussi une grande uniformité de com-
position et d’épaisseur ce qui permet d’utili-
ser des substrats de grande surface. Fig. 1 – Schéma type d’un réacteur CVD
Un réacteur CVD est un réacteur ouvert qui fonctionne sur le principe suivant :
– un tube en quartz est maintenu à pression constante (de 20 à 1000 mbar) grâce à équilibre entre les
injecteurs de gaz et le système de pompage.
– dans la grande majorité des cas, le tube est parcouru par un mélange entre un gaz porteur (inerte) et
les précurseurs (réactifs). La présence de ce gaz porteur permet d’ajuster plus facilement les débits, en
découplant le débit total et les débits des gaz réactifs.
– en amont de l’échantillon, on assure un flux de gaz laminaire très stable, parallèle à la surface. Les propriétés
d’écoulement de ce flux sont très importantes car elles garantissent la qualité des dépôts obtenus.
– l’échantillon est thermostaté par un élément chauffant. L’homogénéité thermique est aussi très importante
vis à vis de la qualité du dépôt.
– à la surface de l’échantillon, les précurseurs réagissent et on dépose le matériau souhaité. Le mélange
gazeux (gaz porteur, précurseurs et leurs produits de décomposition) est ensuite entraîné vers le système
de pompage.
Dans le cas de la CVD du silicium, les gaz précurseurs usuels sont le Silane (SiH4 ) ou la famille des
Chloro-silanes (SiCl4 , SiH2 Cl2 . . .). Les deux gaz porteurs sont les plus utilisés sont l’argon et le dihydrogène
(H2 ).
La décomposition du silane est très complexe[12] mais le principe général peut s’exprimer de la manière
suivante :
SiH4gaz ⇐⇒ SiH4surf ace =⇒ SiH4−x + x/2 H2 =⇒ Siatomique + 2H2gaz
La plupart du temps, on suppose que les propriétés de la couche mince obtenue sont complètement
déterminées par le choix des précurseurs, du gaz porteur, de leur débit respectif et de la pression du réacteur.
Cependant il ne faut pas oublier la dynamique du mélange de gaz à la base de ce procédé de dépôt[13]. En
particulier ce sont les conditions au plus près de la surface qui déterminent vraiment les réactions chimiques
mises en jeu. La détermination de ces conditions implique de modéliser la couche limite de décollement entre
l’échantillon et le flux laminaire, ainsi que la diffusion des précurseurs à travers cette couche limite.
L’étude des propriétés hydrodynamiques ou aérodynamiques des réacteurs et leur modélisation constitue
une science en soi[13]. Aussi dans la suite de ce rapport on considère que les paramètres standards, pression du
réacteur, température, temps de dépôt, type de gaz utilisé et pressions partielles des précurseurs8
déterminent complètement les propriétés des structures obtenues.
Pour les nanofils de silicium dopés on aura donc :
– la pression totale du réacteur (20 mbar),
– la température (entre 450°C et 850°C),
– le débit de dihydrogène, gaz porteur,
– le débit du silane (précurseur silicium) et celui de triméthyle d’aluminium (précurseur du dopant),
– temps de dépôt (40 minutes environ),
soit déjà six paramètres expérimentaux à combiner !
8 à pression totale fixe, les pression partielles des précurseurs sont ajustées via leur débit respectif par rapport au débit du gaz
porteur.
3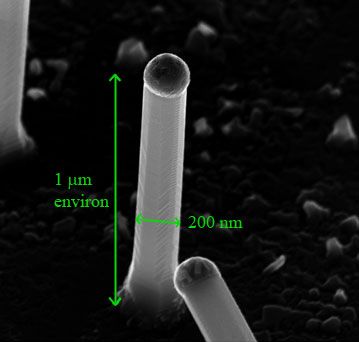
1.3 Nanofils de silicium
1.3 Nanofils de silicium
Le terme "nanofil" est en fait assez général : il désigne un objet de forme tubulaire présentant un diamètre
de quelques nanomètres à plusieurs centaines de nanomètres. C’est donc un "nano-objet" au sens large !
A l’opposé des nanotubes de carbone, creux, les
nanofils sont des objets "pleins", quelques articles
leur préfèrent même le terme de nano-piliers, plus
explicite mais cependant moins utilisé .
La croissance de nanofils n’est pas une découverte
récente. Dès 1964, Wagner et Ellis[14] rapportent
la synthèse de "whiskers" de silicium, des fila-
ments monocristallins très résistants aux effort
mécaniques, par une méthode de CVD à base de
SiCl4 .
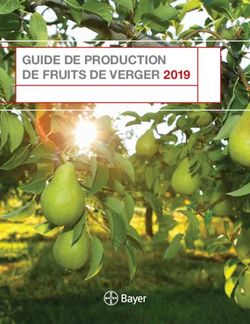
Sur l’image de gauche, Fig. 2, on distingue très
nettement la présence d’un catalyseur métallique à
la "tête" du nanofil, caractéristique du mécanisme
de croissance Vapor Liquid Solid, VLS, introduit
dès l’origine par Wagner et Ellis[14].
Fig. 2 – Nanofils de silicium sur Si
Le mécanisme VLS est plus longuement explicité par Givargizov dans les années 1970 [15, 16] avec l’obser-
vation et l’interprétation d’instabilités dans la croissance des nanowhiskers de silicium ou de germanium.
Le mécanisme VLS communément admis est le T°C 1420°C
suivant :
Liquide
– le précurseur gazeux, silane, s’adsorbe sur le ca- 1063°C
Precipitation
talyseur métallique (liquide)
– la molécule SiH4 est "craquée", ce qui alimente Equilibre
Sursaturation
en silicium la bille liquide de catalyseur
– le mélange liquide se sursature en silicium Liq+
Liq+Si(Sol)
– à partir d’une certaine concentration, la sursatu- Au(Sol)
370°C
ration débouche sur la précipitation d’un phase
de silicium solide sous la bille de catalyseur Solide
Remarque : le catalyseur métallique peut être
solide, on parle alors de croissance "VSS" pour 0% 18,6% Fraction atomique en Silicium 100%
Vapor Solid Solid
Fig. 3 – Diagramme binaire Au-Si
Le processus étant entretenu par un flux continu de précurseur gazeux, la bille de catalyseur est constamment
sursaturée et ne peut pas revenir à l’équilibre thermodynamique. A la place, il se développe un flux de matière
qui apporte les atomes de silicium de l’interface liquide-vapeur vers l’interface liquide-solide.
Ce type de processus de croissance est très général[17] et il est envisageable sur tous les matériaux qui
présentent un diagramme de phase similaire : un mélange liquide ou solide9 , qui, sursaturé, précipite vers une
phase solide. Le lecteur pourra se reporter à l’annexe B pour d’autres binaires (Al-Au, Au-Si . . .).
Sous son apparente simplicité, le mécanisme VLS cache une grande complexité : il s’agit en effet d’un régime
permanent, pas d’un équilibre thermodynamique. A de rares exceptions près[18, 8], cette absence d’équilibre
n’est que peu ou pas prise en compte. La grande majorité des articles préfère trouver des minima de l’énergie
libre du système pour expliquer la forme des nanofils ou l’existence d’un diamètre critique[19, 20].
9 Solution liquide : eutectique Au/Si. Solution solide : composés définis, siliciures . . .
41.4 Dopage du silicium
1.4 Dopage du silicium
Le principe de fonctionnement des composants électroniques actuels repose sur la juxtaposition de matériaux
aux propriétés électroniques différentes. Pour réaliser des composants à base de silicium uniquement, il est
nécessaire de moduler les propriétés de conduction. Ceci est réalisé par l’introduction d’impuretés dopantes
dans le silicium. Bien que le contrôle du dopage soit très technique, c’est une activité routinière de l’industrie
microélectronique qui est très bien documentée.
Le silicium à l’état pur est un semi-conducteur intrinsèque, avec un niveau de 5 BC
Fermi (EF ) placé au milieu du "gap", entre une bande de valence pleine (BV)
et une bande de conduction vide (BC).
Vis à vis des propriétés de conduction, il est nécessaire de posséder des porteurs 0 Gap
mobiles pour permettre l’établissement d’un courant électrique. Avec une BC
vide, une BV totalement remplie et aucun état permis dans le gap, la seule BV
possibilité est la génération thermique de paires électrons-trous à travers tout le -5
gap du semi-conducteur.
Avec un gap de 1,1eV, comparé à kT ' 25 meV (à 300K), la probabilité de -10
générer un telle paire est extrêmement faible. De plus le gap du silicium étant
indirect (déphasé dans l’espace réciproque), il n’est pas possible de générer ces L Λ Γ ∆ X
paires directement avec une source de lumière : un couplage avec les phonons
est nécessaire et la probabilité de cet événement est encore plus rare. Le silicium Fig. 4 – Diag. de bande du
pur est donc extrêmement résistif à température ambiante. silicium, adapté de [21]
Cependant toutes ces propriétés de conduction sont extrêmement sensibles à la présence d’impuretés : il suffit
d’introduire dans le gap des états accepteurs d’électrons proches de la BV et/ou des état donneurs d’électrons
proches de la BC pour disposer à nouveau de porteurs mobiles.
BC BC BC
Ef Ef ini Ef
Ef Ef ini
BV BV BV
SC intrinsèque Sc dopé P Sc dopé N
Fig. 5 – Semiconducteur intrinsèque, dopé p et dopé n
Les impuretés dopantes type p du silicium sont les éléments de la colonne III de la classification périodique :
B, Al, Ga. . . Ils présentent tous un électron de valence de moins que le silicium. En présence d’un dopage p
classique, il existe un état libre, proche de la BV, mais localisé sur l’impureté, qui peut capter un électron de
la BV donc générer un trou. Inversement les impuretés dopantes type n sont les éléments de la colonne V : P,
As. . . qui peuvent injecter un électron dans la bande de conduction.
Le dopage peut être mesuré de plusieurs manières :
– Analyse chimique : la structure est détruite et on extrait les impuretés de la matrice. On accède alors au
nombre d’impuretés implantées dans le matériau (exemple : SIMS, Secondary Ions Mass Spectroscopy)
– Mesure électrique : on réalise des structures dont les propriétés de conduction permettent de remonter au
dopage effectif du matériau, "jonction unilatérale" (cf Annexe A), transistor . . .
La périodicité du réseau cristallin et celle associée du potentiel coulombien sont responsables de la structure
de bande des semiconducteurs et des états électroniques délocalisés associés aux porteurs libres. Aussi, si la
présence d’une impureté rompt ou distord fortement la structure cristalline, les états électroniques associés (de
l’impureté et du réseau proche) se localisent et ne peuvent plus participer au transport électrique global.
Inversement, si l’impureté est dans un site cristallographique adapté (dopage interstitiel, dopage par substitu-
tion), le couplage entre l’ impureté et le réseau (dopage) est efficace et les propriétés électriques du matériau
sont affectées.
L’analyse chimique et les mesures électriques donnent donc des résultats complémentaires qui permettent
de différencier les impuretés incorporées des impuretés actives électriquement.
52. Dopage (2D)
Remarques importantes :
1) Il faut que les niveaux des impuretés p(ou n) soient proches de la BV (BC) pour réaliser efficacement l’injection
de trous (électrons) à température ambiante. Cependant on se place généralement dans l’approximation des
"impuretés totalement ionisées" où cette condition est toujours réalisée.
2)Un semiconducteur à l’équilibre est toujours neutre électriquement. Les impuretés ionisées, charges fixes,
voient leur charge exactement compensée par les porteurs mobiles (électrons/trous) qu’elles ont injectés.
3) Il y a 5.1022 atomes de Si par cm3 . Un dopage très important (p++ ) présente un nombre d’impureté supérieur
à 1018 at/cm3 (>100ppm) , les semiconducteurs dopés de cette manière sont dit "métalliques" ou "dégénérés"
et présentent une très faible résistivité.
A l’opposée, un régime intrinsèque de dopage, noté I, est de l’ordre de 1014 at/cm3 à 1015 at/cm3 (2.2 Résultats expérimentaux
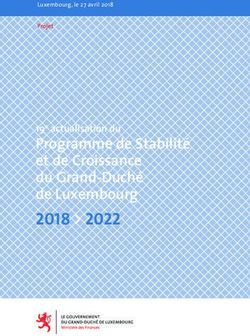
2.1.2 CVD et montage
La mise en place de la ligne d’alimentation de TMA sur la machine de dépôt CVD, "Epigress", n’a pas été
immédiate. En effet, l’Epigress est un machine semi-industrielle située au LETI11 /DOPT dont les commandes
sont presque entièrement informatisées. L’actionnement des vannes est commandé par un logiciel propriétaire
qui ne permet pas d’injection du TMA dans le tube dédié au dépôt silicium.
Il a donc fallu modifier le panneau d’arrivée de gaz et installer des contrôles manuels pour pouvoir réaliser les
expériences de dopage.
Vannes gaz
Controle Manuel
Fig. 6 – Epigress, bâti de CVD, CEA/LETI Fig. 7 – Vannes manuelles
Le mode de travail est donc semi-automatique : l’arrivée du TMA est contrôlée manuellement, en contournant
les commandes du logiciel, tous les autres paramètres (gaz, température, pressions. . .) restent sous contrôle
informatique.
2.2 Résultats expérimentaux
Comme indiqué en 2.1.1, l’implantation de l’aluminium dépend beaucoup des conditions expérimentales[23].
2.2.1 Expériences réalisées
Pour l’étude du dopage 2D, un seul type de substrat a été utilisé : du silicium dopé p intrinsèque,
(' 1015 at/cm3 ), orienté . Suivant les conditions de dépôt, une couche mince (2D) de composition
variable a été déposée sur ce substrat. C’est cette couche mince qui est ensuite caractérisée électriquement12
pour déterminer l’efficacité du dopage.
Le nombre de paramètres expérimentaux qui conditionnent un dépôt CVD est très important (cf. 1.2).
Aussi pour réduire le problème, nous avons sélectionné les deux paramètres les plus pertinents pour le dopage :
la température de dépôt et la pression partielle de TMA dans le réacteur.
Nous avons donc travaillé à pression partielle de silane fixée, à pression totale fixe et à temps de dépôt fixe
pour tous les échantillons.
Remarque : peu de publications de CVD utilisent les pressions partielles pour décrire leurs conditions
expérimentales. A la place on trouve souvent les débits des gaz utilisés en sccm : "Standard Cubic Centimeter
per Minute", soit le débit en cm3 /min dans les conditions de température et de pression standard (1 bar,
300K).
La donnée de tous les débits permet de connaître la composition du mélange gazeux à l’entrée du tube. En
se plaçant dans l’approximation des gaz parfaits, on peut alors calculer les pressions partielles avec la loi de
Dalton Pi = xi .Ptotale .
Ce modèle grossier est suffisant pour le calcul rapide des pressions partielles, qui régissent les équilibres
thermodynamiques, mais il peut être amélioré en utilisant des modèles de gaz plus complexes (Van Der Waals,
gaz réels . . .).
Nous avons réalisé des dépôts à plusieurs températures : 850°C, 750°C, 650°C, tout en variant la composition
du mélange de TMA injecté : 1%, 1.5%, 3% et 6% de TMA dans H2 .
11 le LETI, Laboratoire d’Electronique et de Technologies de l’Information, CEA/DRT, est un laboratoire de recherche tourné
vers l’industrie.
12 on rappelle qu’une mesure électrique indique le nombre d’impuretés qui sont électriquement actives, pas leur nombre total.
72.2 Résultats expérimentaux
La caractérisation électrique du dopage a été réalisée par montage Capacité-Tension à électrode de mercure
(cf. annexe A). Cette méthode permet de mesurer le dopage d’une couche mince lorsqu’il est situé entre 1015
(régime faiblement dopé) et 1018 (semiconducteur dégénéré).
2.2.2 Analyse
Le graphique ci-dessous, Fig. 8 présente le dopage mesuré en fonction des conditions expérimentales :
concentration en aluminium dans la phase gazeuse et température du réacteur.
Les 15 dépôts ont été réalisés sur le même substrat : du silicium , dopage type p, 3.1015 at/cm3 . Cette
valeur de référence est indiquée sur le graphique par la ligne horizontale rouge ("Ref").
Densité impuretés dopantes Dopage Silicium 2D
(at/cm3)
1,00E + 19
4,00E+18
1,30E+18
1,00E + 18
1,20E+18
4,00E+17 850°C
3,00E+17
750°C
1,10E+17
1,00E + 17 1,00E+17 650°C recuit
5,00E+16 5,00E+16 650°C
3,50E+16
3,00E+16 Ref
1,00E + 16 7,50E+15 7,95E+15
3,80E+15 3,00E+15
3,90E+15
3,20E+15 3,20E+15
1,00E + 15 Teneur en TMA du mélange réactif
0,0% 1,0% 2,0% 3,0% 4,0% 5,0% 6,0%
Fig. 8 – Efficacité du dopage suivant les conditions expérimentales
Nous observons donc que le dopage est une fonction croissante de la concentration en aluminium. La mesure
du dopage est donc cohérente avec les conditions de dépôt : plus le mélange est riche en aluminium, plus le
nombre de dopants actifs est important.
Bien que très simple, cette observation nous permet de valider toute notre approche expérimentale : le dopage
in-situ par l’aluminium des couches minces de silicium est possible dans les conditions usuelles de croissance
des nanofils.
Les mesures haute température, 850°C et 750°C, évoluent de manière similaire : le nombre de dopant actif
augmente rapidement avec la concentration en Al. On passe ainsi d’un régime intrinsèque (1015 at/cm3 ), à un
dopage p(1016 at/cm3 ) pour un mélange à 1%, puis p+(1017 at/cm3 ) à 1,5% puis finalement p++(> 1018 at/cm3 )
à 3% et au dessus.
Au-dessus de 1018 at/cm3 , la méthode de mesure capacitive n’est plus adaptée. Cependant à ce niveau de
dopage, le semi-conducteur est presque dégénéré. Réaliser des dopages plus importants n’est utile que pour des
applications très spécifiques, aussi nous n’avons pas privilégié cette voie (une seule expérience à 6%).
A 650°C, les niveaux de dopage mesurés sont très inférieurs : on atteint difficilement un dopage p(7, 9.1015 )
à 3% alors que les expériences à plus haute température indiquent déjà p++.
Cependant on ne mesure ici que les dopants électriquement actifs.
Deux hypothèses sont donc envisageables :
– à 650°C, l’aluminium ne s’incorpore pas bien dans la matrice de silicium, il y a moins de dopants
– à 650°C, la matrice de silicium n’est pas parfaite et les dopants aluminium ne peuvent pas participer à la
conduction
Nous avons donc complété cette étude du dopage 2D en effectuant un "recuit d’activation" 13 des
couches minces réalisées à 650°C. Ce traitement thermique permet de réduire le nombre de défauts cristal-
lins dans les couches minces, ce qui a pour effet d’activer électriquement les dopants si ces derniers sont présents.
13 recuit activation : 850°C sous azote, 800 mbar pendant 3 minutes
82.3 Commentaires et Perspectives
Après recuit des échantillons de la "série 650°C", les mesures montrent un taux de dopage 10 à 100 fois
plus important qu’avant le recuit à 850°C. On peut donc conclure que l’aluminium est présent dans les couches
minces réalisées à 650°C mais qu’il n’est pas incorporé dans les bons sites cristallographiques (substitutionnels)
pour être actif électriquement.
Un observation plus attentive des résultats montre que pour les mélanges à 1% et 1.5% d’Al, on obtient aux
incertitudes de mesure près le même dopage pour les échantillons recuits et ceux à réalisés à haute température.
En première approximation, on peut donc considérer que la décomposition du TMA libère la même quantité
d’Aluminium dans la matrice Si que l’on soit à 650°C ou à 850°C.
Cependant il faut relativiser la conclusion précédente car pour des débits de TMA supérieurs, l’échantillon
recuit présente un dopage inférieur. La température influe donc sur le taux d’incorporation de l’aluminium dans
la matrice si le débit de TMA est assez important. Du point de vue de l’efficacité du dopage, ce phénomène
reste assez marginal par rapport à la variation du nombre de défaut dans la matrice silicium.
2.3 Commentaires et Perspectives
D’après les résultats du dopage Al sur SiC (cf. 2.1.1), les résultats présentés en 2.2.2 ne sont pas surprenants.
Le TMA se décomposant aux alentours de 100°, une variation de température de 650°C à 850°C n’a pas d’effet
important sur le nombre d’atomes d’aluminium disponibles pour l’incorporation (du moins pour les faibles
débits de TMA).
Il est possible de faire croître du silicium en épitaxie au dessus de 750°C et en dessous de 650°C[24], cependant
le lieu d’intégration des atomes d’aluminium change avec la température. A basse température, la diffusion
thermique est très limitée et ne permet pas aux atomes de s’incorporer correctement dans le réseau cristallin.
Les croissances réalisées à 650°C sont donc très éloignées des conditions optimales d’incorporation.
Le recuit d’activation après la croissance permet de réduire les défauts et donne de la mobilité aux atomes
aluminium, ce qui active électriquement les dopants présents dans la structure.
On dispose donc maintenant d’une base de travail sur le dopage in-situ Al des couches minces de silicium
déposées par CVD. Dans l’optique de la croissance de nanofils dopés, ce travail délimite les conditions expéri-
mentales pour un dopage efficace. Cependant il est nécessaire de poser d’importantes réserves :
– la géométrie plane (2D) des couches minces, de même que leur épaisseur ( > 1µm), sont très différentes
d’un nanofil (1D) de silicium, dont le diamètre n’excède pas 500 nm.
– le mode de croissance est complètement différent. Une couche mince se construit par décomposition du
silane sur une surface de silicium, alors qu’une croissance de nanofils se base une décomposition privilégiée
du silane sur un catalyseur (cf 1.3). Pour une croissance efficace de nanofils, on cherche à limiter la
décomposition 2D du silane et à maximiser la décomposition catalysée.
Dans ces conditions, rien ne permet d’affirmer qu’il soit possible d’incorporer l’aluminium dans le catalyseur
métallique. Cependant c’est à cette condition que l’on peut espérer obtenir la croissance directe d’un nanofil
dopé in-situ. Le choix d’un catalyseur, de ses propriétés chimiques et de sa taille sont des paramètres critiques
pour la croissance des nanofils.
3 Méthodes de dépôt de catalyseur
La littérature rapporte un nombre important de catalyseurs métalliques pour la croissance de nanofils de
silicium. L’exemple le plus courant est l’or[14], catalyseur historique de la découverte de la croissance VLS,
mais aussi le fer[25], l’aluminium[26] ou encore le nickel[27]. Le point commun de tous ces métaux est de
présenter diagramme binaire silicium-métal qui satisfait au mécanisme de croissance VLS (cf 1.3). Il forment
donc tous un eutectique ou un composé défini, qui sursaturé peut précipiter vers une phase solide de silicium pur.
En plus de leur nature chimique, qui conditionne l’aspect thermodynamique rappelé ci-dessus, la taille
des catalyseurs est un aspect fondamental de la croissance de nanofils. En effet le diamètre de la goutte
de catalyseur conditionne directement le diamètre du nanofil[28] : un catalyseur d’or de 50 nm de diamètre
entraîne la croissance d’un nanofil de 50 nm de diamètre environ.
Le mécanisme de croissance VLS impose également que le nanofil soit placé sous le catalyseur et pousse
dans une orientation cristallographique privilégiée. Ainsi si on maîtrise la localisation des catalyseurs avant la
croissance, il est possible de définir le lieu et la direction de croissance des nanofils[29].
93.1 Méthodes existantes
En maîtrisant la taille des catalyseurs, leur emplacement et le temps de dépôt, on contrôle simplement et
complètement toutes les propriétés géométriques d’un nanofil : dimensions latérale et longitudinale, direction
de croissance et localisation.
Ces trois points réunis font du dépôt de catalyseur une étape cruciale à ne pas négliger.
3.1 Méthodes existantes
3.1.1 Implantation
Cette technique est directement issue des méthodes usuelles de dopage de l’industrie microélectronique. Elle
utilise d’abord un canon à ions pour implanter des atomes d’or dans un substrat de silicium, puis ce substrat est
recuit à 350°C / 400°C pendant une heure. Lors de ce traitement thermique des "clusters" d’or se forment sur la
surface avec une taille plus ou moins contrôlée, 50nm à 200nm. Ces derniers peuvent alors servir de catalyseur
à la croissance de nanofils [30].
Le bombardement ionique inflige cependant des dégâts considérables à la surface, ce qui détruit en particulier
la "couche d’accroche" du nanofil. En conséquence il n’est pas possible de contrôler efficacement la direction de
croissance. De plus la dispersion en taille des "clusters" est vraiment trop importante. Cette technique est donc
complètement marginale et ne répond pas aux attentes présentées précédemment.
3.1.2 Démouillage d’or
La méthode la plus simple pour déposer un catalyseur d’or est d’évaporer un film d’or, d’épaisseur contrôlée
sur la surface et de recuire le substrat. Lors de ce traitement thermique, le film solide d’or passe à l’état
liquide et démouille en petites gouttelettes sur le substrat. Suivant l’épaisseur initiale d’or déposée, on a une
distribution plus ou moins large des tailles de gouttelettes[31, 32]. Typiquement, pour une épaisseur de 20Å,
les gouttelettes obtenues ont une distribution de taille assez large, centrée sur 50 nm (diamètre) mais déplacée
vers les petits diamètres (20-30 nm).
Pour une épaisseur d’or initiale de 7Å, la distribution est plus resserrée et centrée sur des tailles un peu plus
petites (30 nm et moins).
La simplicité de cette technique couplée à la conservation des paramètres cristallographiques du substrat
ont fait de cette méthode la référence du dépôt de catalyseur dans la littérature.
3.1.3 L’alumine nanoporeuse
En utilisant des méthodes électrochimiques, il est possible de fabriquer des membranes d’alumine poreuse,
auto-organisées avec des pores de dimensions contrôlées. Une fois cette structure obtenue, on dépose de l’or
au fond des pores puis on démarre la croissance. Le pore détermine la taille latérale du nanofil et l’orientation
du pore donne la direction de croissance du nanofils. L’(auto)organisation des pores est de plus transférée aux
nanofils de silicium.
C’est une technique prometteuse mais qui nécessite de bien contrôler la structure initiale de l’alumine
poreuse[33, 9].
3.1.4 Réduction in-situ de micelles
Cette technique se base sur les propriétés physico-chimiques des micelles inverses en solution organique.
Elle n’a été mise en oeuvre que très récemment[1] mais son principe mérite que l’on s’y intéresse. On utilise
des micelles inverses d’eau additionnée de chlorure d’or dans une solution organique. La taille des micelles est
contrôlée par les surfactants qui composent sa paroi, alors que la quantité d’or est contrôlée par la concentration
en chlorure d’or dans les micelles.
Les micelles étant des entités chargées, il est possible de les diriger avec un champ électrique, puis de réduire
l’or qu’elles contiennent sur une électrode. Au terme de cette étape, l’électrode est parsemée de petits amas
d’or de taille calibrée, chacun issu de la réduction d’une seule micelle.
De cette manière on contrôle la taille et la localisation de manière indépendante avec une très grande finesse.
3.1.5 Colloïdes
Cette méthode utilise des colloïdes d’or, commerciaux, de concentration et taille connues pour servir de
catalyseur. Ici taille et forme sont des données constructeur, donc très bien calibrées. Le problème principal est
le dépôt reproductible et contrôlé de ces colloïdes d’or sur la surface.
103.2 Améliorations proposées
Afin d’empêcher leur agglutination, les colloïdes d’or sont recouverts de citrates. Ce triacide présente à pH
neutre deux fonctions carboxylates (COO− ), chargées négativement, ce qui permet de dresser une barrière
électrostatique s’opposant aux forces de Van der Waals.
En plus d’empêcher l’agglutination des colloïdes, ces charges permettent de les diriger vers une surface.
Aussi la principale méthode utilise un polymère de lysine[29], acide-aminé chargé positivement à pH neutre,
qui déposé sur la surface attire les colloïdes. Cette technique est typiquement issue des tests biologiques, où l’on
essaye d’accrocher des marqueurs divers, comme les colloïdes d’or, sur des molécules organiques. Cependant
lors d’une croissance CVD à 500°C, les résidus organiques carbonisent et polluent la surface. Un recuit sous
oxygène permettrait d’éliminer ce problème, mais il oxyderait le silicium en silice amorphe (Si02 ), d’où une
perte de l’orientation cristalline.
L’autre méthode de dépôt est issue de l’étude des surfaces auto-organisées[34, 35]. Ici le champ qui dirige
les colloïdes est simplement produit par une électrode, positive, qui attire les colloïdes négatifs vers sa surface.
Si le champ est faible et maintenu durablement, on a obtient une surface auto-organisée de colloïdes d’or. Si le
champ est assez important et le dépôt bref, il est possible d’obtenir des colloïdes séparés.
Cette méthode est très attrayante car très directe et facile à mettre en oeuvre. Elle souffre cependant d’un
problème d’électrochimie basique. Les colloïdes sont conservés dans une solution aqueuse pour que les citrates
restent chargés négativement. Or dans une solution aqueuse, l’électrode positive est le siège d’une oxydation.
Avec un potentiel redox de 0.82V, l’oxydation du silicium en silice est très facile et la surface de l’électrode se
couvre très rapidement d’un oxyde électrochimique amorphe. On perd alors l’information cristallographique de
la surface.
Remarque : il faut que le substrat soit conducteur pour pouvoir appliquer un potentiel.
Actuellement, les colloïdes n’ont pas beaucoup de succès vis à vis des expérimentateurs car ils ont un faible
rendement de croissance , cad nanofil/catalyseur déposé. Cela s’explique en partie par la pollution de surface
générée par les deux méthodes (lysine et électrodéposition).
Dans le but d’améliorer ce rendement et de profiter pleinement de la très faible dispersion en taille des colloïdes,
nous avons proposé des améliorations aux méthodes précédentes pour aboutir à une nouvelle technique de dépôt.
3.2 Améliorations proposées
*Cette partie reste confidentielle car une étude de brevet est en cours*
3.3 Résultats
Cette nouvelle méthode de dépôt a permis de déposer des colloïdes sur substrats variés, en limitant la pol-
lution de surface.
Les tests de croissance de nanofils (conditions standards, sans dopant) montrent un très bon rapport nano-
fils/colloïdes déposés : de 10% à 20% de rendement pour les anciennes méthodes, on passe à environ à 80% de
réussite avec le nouveau procédé.
3.4 Analyse et perspectives
La maîtrise des catalyseurs, de leur localisation et de l’état de surface sont des étapes clefs dans la préparation
des substrats. Un substrat propre, avec des catalyseurs localisés précisément et de taille calibrée détermine une
grande partie de la morphologie des nanofils obtenus.
On peut alors envisager de réaliser directement par croissance de petits dispositifs, allant de simples contacts à
des structures plus complexes.
Fils localisés
Pad de connection diamètre controlé
longueur controlée
Avant la croissance Après la croissance
Zone de dépot controlé
Fig. 9 – Exemple d’un dispositif simple à base de nanofils, reposant sur le dépôt contrôlé de catalyseur
114. Croissance sans aluminium
4 Croissance sans aluminium
Ayant posé les bases du dopage par CVD (partie 2) et de la préparation de surface (partie 3), nous pouvons
maintenant étudier la croissance des nanofils de silicium dopés.
En pratique, dans le temps imparti par le stage, les trois aspects (dopage, catalyse et croissance) ont été
menés en parallèle. C’est pourquoi les échantillons présentés ici ont utilisé des catalyseurs à base d’or dé-
mouillé (cf. 3.1.2 ) plutôt que des colloïdes (cf. 3.1.5 et 3.2), car la méthode de dépôt n’était pas encore au point.
Afin de minimiser le nombre d’expériences, l’étude du dopage présentée en 2 a été directement combinée à
la croissance des nanofils. Pour chaque dépôt CVD, on a donc utilisé plusieurs types de substrat :
– des substrats usuels, non catalysés, destinés à la synthèse des couches minces pour la caractérisation du
dopage 2D
– des substrats avec catalyseurs (or démouillé), pour la croissance de nanofils
Bien que plus complexes à gérer (plus de 200 échantillons sur l’ensemble des 35 dépôts CVD) , ces
expériences combinées permettent d’assurer que les nanofils et les couches minces 2D soient réalisés dans les
mêmes conditions expérimentales.
En premier lieu, nous avons réalisé des croissances "références", sans dopage aluminium. Les nanofils cor-
respondants ont pu ainsi être facilement comparés à la littérature.
4.1 Conditions expérimentales et résultats
Toutes les croissances ont été réalisées dans les conditions suivantes :
– pression du réacteur : 20 mbar
– débit de dihydrogène : 3,7 L/min (gaz porteur)
– temps de dépôt : 40 minutes
– débit de silane : 20 sccm (25 sccm pour certaines exceptions)
– catalyseur : or démouillé 20Å
La température du dépôt est un paramètre important car c’est elle qui contrôle le mode de décomposition
privilégié du silane : dépôt 2D, non catalysé, ou dépôt catalytique, assisté par les gouttelettes d’or.
On a une compétition entre les deux voies de décomposition du silane, la température permettant de favoriser
l’un ou l’autre des régimes.
Fig. 10 – 850°C, Si Fig. 11 – 750°C, Si
Fig. 12 – 650°C, Si Fig. 13 – 500°C, Si
12Vous pouvez aussi lire