Méthanisation sur une usine de traitement d'eaux usées Piloter son installation - Sylviane MATTER - idealCO
←
→
Transcription du contenu de la page
Si votre navigateur ne rend pas la page correctement, lisez s'il vous plaît le contenu de la page ci-dessous

Méthanisation sur une usine de traitement d’eaux usées Piloter son installation Sylviane MATTER 28/08/2018

SOMMAIRE Préambule Les avantages de la méthanisation en tant que filière de traitement des boues 1. Théorie Principes d’une installation Mécanismes réactionnels en présence 2. Paramètres d’alimentation Concentration des intrants Température Temps de rétention hydraulique ou TRH Charge organique appliquée Rythme d’alimentation

SOMMAIRE Suite
3. Indicateurs de gestion de la méthanisation
Teneurs en CH4 et CO2 du biogaz produit
Baisse de la production de biogaz
Alcalinité (TAC), Acides gras volatiles (AGV) et rapport AGV/TAC
pH
Teneur de la MV des boues digérées et rendement
Moussage
4. Gestion des dysfonctionnements
Identification de l’origine du dysfonctionnement
Origine mécanique
• Problème sur le système de chauffage
• Problème sur le système de brassage
• Entrée importante d’air
• Ensablement et /ou phénomène de chapeau
Origine process
Conclusion
Préambule Les avantages de la méthanisation
Réduction de la masse (matières sèches)
des boues de 35 à 40% des MS ou 40% à Eau Eau Eau
50% de MV CH4 +
CO2+
(+H2O
Stabilisation de la matière organique )
(boues moins odorantes, amélioration Facilement
biodégradable
Matière
Volatile
Matière
des conditions de travail, réduction des volatile
Difficilement
convertie
Difficilement
nuisances) biodégradable biodégradable
Matière Matière Matière
Production d’énergie valorisable minérale minérale minérale
décarbonée : biogaz
Diminution en germes pathogènes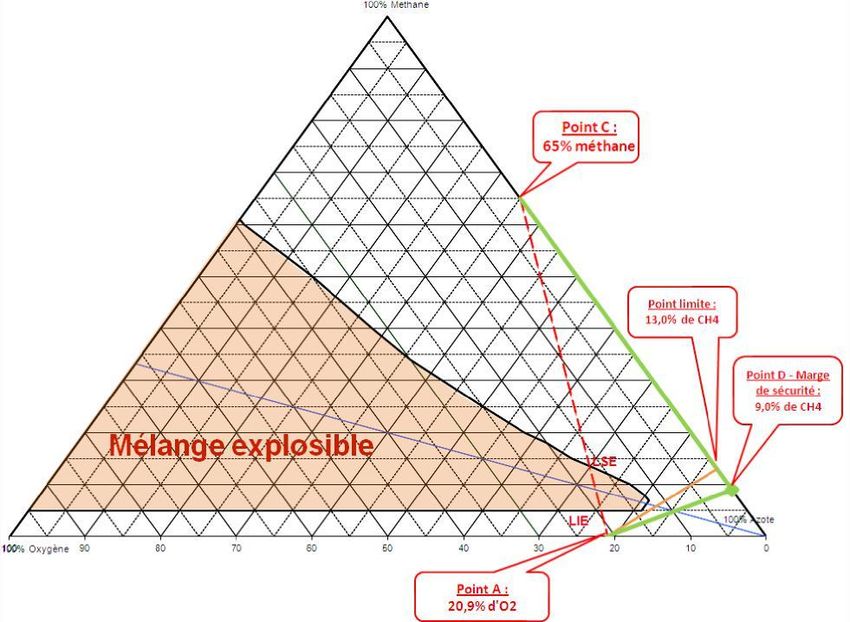
Agitation mécanique
1 Théorie Ou par recirculation Valorisation
• BioCH4 réinjection réseau
Principes d’une installation du biogaz
• Energie elec cogénération
• Energie thermique in situ ou
externe chaleur verte
Système de
• Boues primaires mélange
• Boues biologiques
Biogaz
• Matières
produit
fermentescibles
externes
Valorisation matière
• Epandage
• Compostage
- Echangeurs tubulaires
ou à plaque Sortie boues
- Echangeurs dans la digérées
Boucle
masse ou de paroi
de
réchauffage Purge de
fond
Energie
1 Théorie
Méthaniseur – Les différentes conceptions
Gazomètre intégré ou
séparé
Agitation biogaz / mécanique
Construction
béton / métallique
1 Théorie
Méthaniseur – Chauffage de paroi
• Chauffage par réseaux enroulés autour
du méthaniseur entre paroi interne et
isolation externe
• (Exemple conception LIPP)
1 Théorie
Méthaniseur – Chauffage couplé sur une pompe à chaleur
• Chauffage par pompes à chaleur sur eaux traitées et échangeurs spiralés
• (Exemple Annecy)
1 Théorie
Mécanismes réactionnels en présence
Phénomènes Molécules complexes
Sucres, protéines, lipides Acteurs
Hydrolyse Enzymes
Molécules simples
(Osides, pectides, acides aminés
Acidogénèse Bact. Acidogènes
Acides gras volatiles
Acetogénèse Bact. Acétogènes
H2,CO2 Acétate (CH3COO-)
Méthanogénèse 30 % 70 % Bact. méthanogènes
Biogaz (CH4, CO2)
2 Paramètres d’alimentation
Concentrations des entrants
Concentration variable selon les entrants
Boues urbaines Mini : 33 g MS/l, max : 70 g MS/l
Moyenne 45 - 50 g MS/l
Procédés
• Epaississement statique (Décanteur…)
• Epaississement dynamique (centrifugeuse, tambours rotatifs, Flottation, table
d’égouttage…)2 Paramètres d’alimentation
Température du réacteur
Température (°C) Temps de séjour (j)
Différents types de méthanisation selon Mésophile 33 - 37 20 - 22
la température appliquée
Thermophile > 50 12 - 14
Température entre 40°C et 50°C
Méthanisation instable
Destruction des bactéries mésophiles
Développement difficile des bactéries
thermophiles
Zone
d’instabilité2 Paramètres d’alimentation Temps de rétention hydraulique ou TRH
2 Paramètres d’alimentation
Charge organique appliquée
Intrants
• Conc en gMS/l
• Q alim en m3/j Volume
• % MV =Matières métha
Pour une alimentation en BP et BB volatiles
CO design= 2,0 - 2,2 kg MV/j/m3
Sécurité d’exploit = CO =1,8 kg
MV/j/m3
Pour une alimentation en BP
CO design = 2,5 - 2,8 kg MV/j/m3
Sécurité d’exploit = CO=2,2 kg MV/j/m32 Paramètres d’alimentation
Rythme d’alimentation
Recherche d’une régularité (débit) et d’une stabilité (composition) dans le temps
(Nécessité de stockage si grande variation)
TRH > 20 j
Variation Charge organique max +30% d’un jour sur l’autre
Variation Charge organique max +10% en moyenne sur 4 jours
TRH < 20 j
Variation Charge organique max +10% d’un jour sur l’autre3 Indicateurs de gestion
Teneur en CH4 et CO2 du biogaz produit
Caractéristiques du biogaz selon le type de boues en entrée
• CH4 entre 62 % à 64%
• CH4 < 55% réagir
Première alerte d’un dysfonctionnement = baisse anormale teneur en CH4 dans le
biogaz
• Mesure avec analyseur fixe – Echantillonnage paramétrable (4h)
• Mesure avec analyseur portable une à 2 fois par semaine3 Indicateurs de gestion
Diminution de la production de biogaz
Type de boue Garantie Design
Productions de biogaz en Aération prolongée 0,8 - 0,85 0,9
Nm3/kg MV éliminée Forte charge 0,9 1
Boue primaire 1 1,1
La différence est liée au degré d’oxydation de la matière organique
0,35 Nm3/kg DCO éliminée : Taux de conversion théorique des la matière organique
DCO de la boue primaire 1,6 kg – 1,8 DCO / kg MV :
1 kg MV éliminé 1,6 x 0,35 Nm3 = 0,56 Nm3 à 1,8 x 0,35 Nm3 = 0,63 Nm3 de CH4 (soit 1 à 1,1 Nm3 de biogaz)
DCO de la boue biologique 1,3 – 1,4 kg DCO / kg MV (aération prolongée / faible charge) :
1 kg MV éliminé 1,4 x 0,35 Nm3 = 0.49 Nm3 de CH4 (soit 0,85 à 0,95 Nm3 de biogaz)
La baisse de la quantité de biogaz peut aussi être un indicateur d’un
dysfonctionnement mais pas toujours = variabilité du pouvoir méthanogène
des intrants selon le degré d’oxydation3 Indicateurs de gestion
Alcalinité, Acides gras volatiles et rapport AGV sur TAC
Suivi analytique recommandé au minimum 1 fois /sem
Alcalinité ou TAC : Capacité à résister aux changements de pH qui rendraient le
milieu acide
TAC (Alcalinité) : 2 à 4 g CaCO3/L
Acides gras volatiles ou AGV sont des acides carbonés courts
(moins de 6 atomes de C) résultant de l’acidogénèse
AGV : < 0,5 g CH3COOH/L
La proportion d’AGV et de TAC doit être équilibrée
La production d’AGV lors de l’acidogénèse peut conduire à l’acidification du milieu si ce dernier
n’a pas suffisamment de pouvoir tampon. Les bactéries méthanogènes seront moins actives
AGV/TAC : < 0,23 Indicateurs de gestion
pH
pH : 7 to 7.5
Ajustement possible (chaux,
soude,…)
redOx : -200 to -300 mV
Conséquence de la réaction
La réponse du pH est en Zone Optimale
pour la digestion
décalage et intervient trop
tard dans le cas d’un
acidose3 Indicateurs de gestion
Teneur en MV des boues digérées et rendement
• Primaire : 50% à 55% d’élimination
• Boues biologiques : 30% à 35% plus l'âge de boue aérée est
élevé et moins il reste de matières facilement digérables
Si rendement plus faible que prévu forte odeur des boues digérées3 Indicateurs de gestion
Moussage
2 types de moussage
Moussage instable ou transitoire qui se décompose et se reforme du fait de
l’extraction en continu du digestat (présence de bactéries filamenteuses,
boues riches en AGV à l’entrée du méthaniseur…)
Moussage de la flottation de matières à la surface du digestat (Filasses et
billes de graisses)
Conséquences : débordement de boues au niveau des vasques et bouchage des
arrêtes-flammes
Arrête-flamme4 Gestion des dysfonctionnements
Identification de l’origine du dysfonctionnement
Origine mécanique Origine biologique
(équipement) (process)
Trop forte charge organique appliquée
Chauffage Hydraulique (à-coups)
Brassage Concentration non maitrisée
Entrée d’air Alimentation irrégulière
Ensablement et /ou phénomène de Présence molécules toxiques ou d’inhibiteurs
chapeau
Filamenteuses
Diminution pouvoir méthanogène
Bien dissocier les origines des conséquences
Quelquefois l’origine se situe bien avant la méthanisation4 Gestion des dysfonctionnements
Problème de chauffage
Usure de la pompe de recirculation diminution du débit
avec augmentation de la température en sortie de l’échangeur
(Risque de cuire les boues > 39°C sur une longue période
Baisse d’activité des méthanogènes)
Bouchage des échangeurs augmentation perte de charge et
baisse du débit de recirculation des pompes centrifugeuses
Mesure débit et/ou pression sur les boues digérées
Curage préventif régulier
Déperdition calorifique supérieure à celui du design
(méthaniseur baignant dans la nappe phréatique)
Redimensionnement du réseau de chauffage
Mesure de la température erronée (eau et boue) : sonde
température en bain d’huile, contrôleur4 Gestion des dysfonctionnements
Défaut de brassage
Un bon brassage entre les intrants et la boue digérée contenant les bactéries
responsables de la méthanogénèse est primordiale
Rappel type de brassage
Brassage mécanique 3W/m3 dig( Sterling Halberg)
Brassage par recirculation de biogaz 5 à 6W/m3 dig (puissance compresseur)
Origine du problème de brassage
Cannes d’injection de biogaz détériorées ou bouchées
Indicateur de débit / indicateur de pression
Axe de l’agitateur cassé, pales détériorées ou montées à l’envers
Remontée d’intensité en supervision /alarmes
Mauvais fonctionnement des compresseurs /surpresseurs de biogaz
Vérifier l’état des filtres (P d’aspiration)
Vérifier les seuils de déclenchement P refoulement
ouverture vanne de décharge)
Concentration trop importante des intrants – Rhéologie des boues Indicateurs de débit4 Gestion des dysfonctionnements
Entrée importante d’air
Entrée importante d’air dans le méthaniseur = entrée importante d’O2
(cas brassage par recirculation du biogaz)
Milieu n’est plus en anaérobie
Effet inhibiteur sur les bactéries méthanogènes (Accumulation
d’AGV, baisse du pH, moussage)
Méthode de détection = analyseur sur biogaz
Présence d’azote (balance) dans le biogaz produit Analyseur
Recherche du point d’entrée en mesurant O2 à SEWERIN pour
différents niveau des conduites de biogaz biogaz
Causes
Diminution locale de la pression de biogaz dans les réseaux
( Accumulation des condensats, encrassement des filtres
des compresseurs, garde hydraulique)
Mauvais réglage des pressostats induisant ouverture des
soupapes de dépression de la coupole4 Gestion des dysfonctionnements
Ensablement ou phénomène de chapeau
Volume utile < volume de design nécessaire pour digérer la CO
de 2 Kg MV/j/m3 méthaniseur
RISQUE IMPORTANT baisse performance
Ensablement = dépôt de sables en partie basse (perturbation
du brassage)
Vérification pouvoir de coupure du dessableur
Vidange et nettoyage tous les 10 ans
Phénomène de chapeau = amas de filasses et de flottants en
partie supérieure (risque bouchage sortie biogaz
Mise en place strainpress pour sortir les filasse du
système
Dilacérateur efficace pour la disponibilité des
canalisations d’alimentation mais les filasses se
reforment dans le méthaniseur4 Gestion des dysfonctionnements
Traçage au lithium
Objectif : détermination du volume UTILE du
méthaniseur : Traçage au lithium
Lithium = traceur – très hygrophile – ne
sédimente pas
Mise en œuvre
1. Isolement total du méthaniseur à tester
2. Injection d’une quantité continue de lithium en une
seule dose préalablement dilué
3. Prise d’échantillons à intervalle de temps variable les
14 premières heures dans la recirculation puis toutes
les heures pdt 24 h4 Gestion des dysfonctionnements
Traçage au lithium
Résultats
Volume utile calculé à partir de la concentration obtenue et de la quantité
de lithium introduit
Evaluation de l’efficacité du système de brassage = temps pour atteindre une
concentration de lithium stable
Concentration lithium (mg/l)
6
Concentration
5
Concentration stable
4
3
2
1
0
0 120 min 200 400 600 800 1000 1200 1400
Durée en minutes
Test lithium réalisé sur les méthaniseurs de la STEU de Strasbourg (V unitaire de 4300 m3 )4 Gestion des dysfonctionnements
Entretien – Vidange des méthaniseurs
Etapes de l’arrêt d’un méthaniseur
Inactiver la biomasse (Arrêt de l’alimentation
ou abaissement de la température4 Gestion des dysfonctionnements Problèmes d’origine biologique Charge organique trop importante indigestion Alimentation du digesteur avec de la boue fermentée (pH 100mg/L ,NH4+>2 g/L avec un pH >7,8 Présence de molécules toxiques (Métaux lourds, cyanure, chlorure…) Prolifération de bactéries filamenteuses dans les bassins biologiques
5. Conclusions
Méthanisation = process avec beaucoup d’avantages
MAIS dépendant de la « bonne santé » de la biologie = sensible
Exploitant analogue à un diététicien
Application d’un régime équilibré sans excès (pas d’indigestion)
Fournir des aliments frais (pas de stockage trop long)
Attentifs aux réactions du méthaniseur pour revoir son régime
Mesures préventives plutôt que mesures correctives
Suivi régulier des indicateurs primordial
Maintien dans une plage de fonctionnement adéquatMERCI A TOUS POUR VOTRE ATTENTION
Vous pouvez aussi lire